一种传动带用高耐磨性奥氏体不锈钢的制备方法与流程
- 国知局
- 2024-11-21 11:36:07
本发明属于不锈钢冷轧,尤其是涉及一种传动带用高耐磨性奥氏体不锈钢的制备方法。
背景技术:
1、不锈钢传动带广泛应用于水泥、冶金、铸造、化工等领域输送物料,由于传动带要求高强度,调质处理变形量大,要求轧硬态表面无人字纹,无边浪,并且为保证有良好的耐磨性,增加其使用寿命,要求表面粗糙度ra>0.6μm(常规产品表面粗糙度ra<0.2μm),表面硬度hv5控制在360°-400°之间,因此需要开发一种具有高平直度板型,表面硬度达到hv360-400之间,并且表面粗糙度较常规产品大幅度提高的不锈钢产品,常规的制备工艺无法满足其性能需要。
技术实现思路
1、有鉴于此,本发明旨在提出一种传动带用高耐磨性奥氏体不锈钢的制备方法,将高平直度板型、高强度、以及表面高粗糙度相结合,兼顾板形与高强度的同时,又保证表面高粗糙的特性要求。
2、为达到上述目的,本发明的技术方案是这样实现的:
3、本发明第一方面提供了一种传动带用高耐磨性奥氏体不锈钢的制备方法,包括以下步骤:
4、s1:将炼钢后经过热轧得到304钢种黑皮卷作为原料,将黑皮卷进行退火酸洗,得到表面状态为no.1的白皮卷;
5、s2:将表面状态为no.1的白皮卷进行第一轧程冷轧,压下率为55%-70%,得到轧硬态钢卷;
6、s3:将轧硬态钢卷进行退火酸洗,得到表面为2d状态不锈钢卷;
7、s4:将表面为2d状态不锈钢卷进行平整调质轧制,得到中间厚度表面状态为2b的不锈钢卷;
8、s5:将中间厚度表面状态为2b的不锈钢卷进行第二轧程冷轧,总压下率为38.4%,采用5道次进行轧制,得到成品厚度高粗糙度的轧硬态钢卷;
9、s6:将成品厚度的轧硬态钢卷进行脱脂去除表面残留轧制油,得到所需不锈钢产品。
10、进一步的,所述s1中选用5.5mm规格304钢种黑皮卷,选取c含量≤0.05%的304钢种黑皮卷进行退火酸洗;一轧程总变形量≥55%轧制,绝对变形量≥3mm,能够保证高强度性能稳定。
11、进一步的,所述s1中退火温度为1140-1160℃,运行速度:tv=105,使用硫酸、硝酸、氢氟酸的混合溶液进行酸洗,硝酸与氢氟酸浓度比为3-4:1,酸洗温度为50-80℃。
12、进一步的,所述s2采用全进口西马克二十辊轧机,成品道次总张力50吨,成品道次变形量≤6.5%,成品道次轧制速度≤150m/min。
13、进一步的,所述s3中退火温度为1120-1140℃,运行速度:tv=125,运行速度波动≤10%,使用硝酸与氢氟酸的混合溶液进行酸洗,硝酸与氢氟酸浓度比为4-5:1,电解硫酸钠电流密度175-185a.s/dm2,硫酸钠密度为1.1-1.2g/l。
14、进一步的,所述s4中延伸率为0.25%-0.35%。
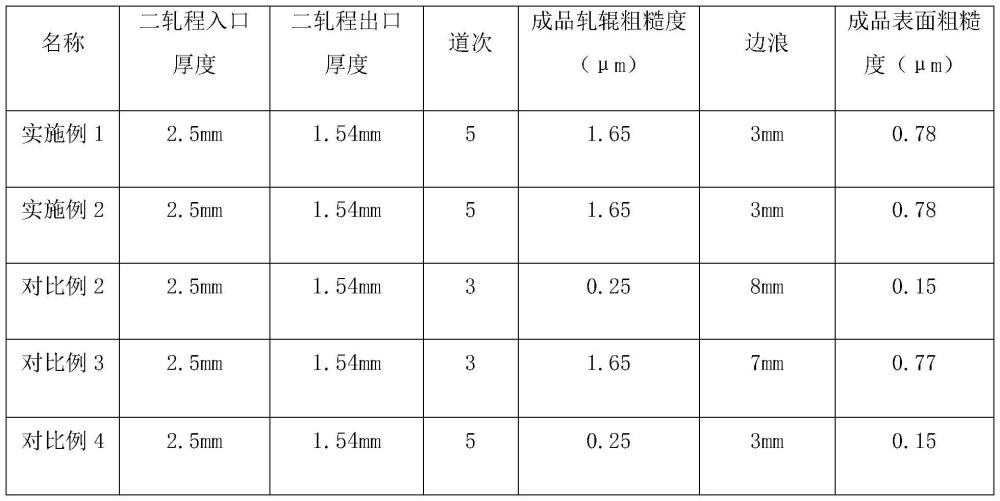
15、进一步的,所述s5中二轧程轧制2.50mm规格,轧制成品1.54mm规格,总变形量38.4%。
16、进一步的,所述s5中前4道次使用常规粗糙粗轧辊轧制,轧辊ra为0.15μm-0.25μm,第5道次使用高粗糙度轧辊轧制,轧辊ra为1.5μm-2.0μm。成品道次使用特殊粗糙度轧辊,ra=1.5μm-2.0μm,轧制后得到成品粗糙度ra:0.70-1.0μm,满足ra>0.6μm的表面高粗糙度要求。
17、二轧程轧制2.50mm规格,采用5道次轧制,最大变形量14.3%,成品最小变形量5.7%,能够保证板形高平直度控制;二轧程各道次最大轧制速度≤150mpm,保证头尾性能稳定。
18、进一步的,所述s6中脱脂运行速度为30mpm,脱脂段温度为65-75℃,清洗段温度为70-80℃。
19、本发明第二方面提供了本发明第一方面所述的制备方法制得的传动带用高耐磨性奥氏体不锈钢。
20、相对于现有技术,本发明所述的一种传动带用高耐磨性奥氏体不锈钢的制备方法具有以下优势:
21、(1)本发明选用5.5mm规格钢种,一轧程总变形量≥55%轧制,绝对变形量≥3mm,避免了常规制备方法选用5.0mm及以下规格,总变形量小,原料表面的色差类缺陷无法消除干净的问题。
22、(2)本发明采用5道次轧制,最大变形量14.3%,成品最小变形量5.7%,避免了常规产品采用3道次轧制,无法保证板形高平直度控制的问题。
23、(3)本发明所述的制备方法生产的奥氏体不锈钢将高平直度板型、高强度、以及表面高粗糙度相结合,兼顾高平直度板形与高强度的同时,又保证表面高粗糙的特性要求。
技术特征:1.一种传动带用高耐磨性奥氏体不锈钢的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种传动带用高耐磨性奥氏体不锈钢的制备方法,其特征在于:所述s1中选用5.5mm规格304钢种黑皮卷,选取c含量≤0.05%的304钢种黑皮卷进行退火酸洗。
3.根据权利要求1所述的一种传动带用高耐磨性奥氏体不锈钢的制备方法,其特征在于:所述s1中退火温度为1140-1160℃,运行速度:tv=105,使用硫酸、硝酸、氢氟酸的混合溶液进行酸洗,硝酸与氢氟酸浓度比为3-4:1,酸洗温度为50-80℃。
4.根据权利要求1所述的一种传动带用高耐磨性奥氏体不锈钢的制备方法,其特征在于:所述s2采用全进口西马克二十辊轧机,成品道次总张力50吨,成品道次变形量≤6.5%,成品道次轧制速度≤150m/min。
5.根据权利要求1所述的一种传动带用高耐磨性奥氏体不锈钢的制备方法,其特征在于:所述s3中退火温度为1120-1140℃,运行速度:tv=125,运行速度波动≤10%,使用硝酸与氢氟酸的混合溶液进行酸洗,硝酸与氢氟酸浓度比为4-5:1,电解硫酸钠电流密度175-185a.s/dm2,硫酸钠密度为1.1-1.2g/l。
6.根据权利要求1所述的一种传动带用高耐磨性奥氏体不锈钢的制备方法,其特征在于:所述s4中延伸率为0.25%-0.35%。
7.根据权利要求1所述的一种传动带用高耐磨性奥氏体不锈钢的制备方法,其特征在于:所述s5中二轧程轧制2.50mm规格,轧制成品1.54mm规格,总变形量38.4%。
8.根据权利要求1所述的一种传动带用高耐磨性奥氏体不锈钢的制备方法,其特征在于:所述s5中前4道次使用常规粗糙粗轧辊轧制,轧辊ra为0.15μm-0.25μm,第5道次使用高粗糙度轧辊轧制,轧辊ra为1.5μm-2.0μm。
9.根据权利要求1所述的一种传动带用高耐磨性奥氏体不锈钢的制备方法,其特征在于:所述s6中脱脂运行速度为30mpm,脱脂段温度为65-75℃,清洗段温度为70-80℃。
10.根据权利要求1-9任一项所述的制备方法制得的传动带用高耐磨性奥氏体不锈钢。
技术总结本发明提供了一种传动带用高耐磨性奥氏体不锈钢的制备方法,包括以下步骤:将炼钢后经过热轧得到的304钢种黑皮卷作为原料,将黑皮卷进行退火酸洗,得到表面状态为No.1的白皮卷;将白皮卷进行第一轧程冷轧,得到轧硬态钢卷;将轧硬态钢卷进行退火酸洗,得到表面为2D状态不锈钢卷;将不锈钢卷进行平整调质轧制,得到中间厚度表面状态为2B的不锈钢卷;将中间厚度表面状态为2B的不锈钢卷进行第二轧程冷轧,采用5道次及特殊粗糙度轧辊进行轧制,得到成品厚度高粗糙度的轧硬态钢卷;将成品厚度的轧硬态钢卷进行脱脂去除表面残留轧制油,得到所需不锈钢产品。本发明的制备方法生产的不锈钢兼顾高平直度板形与高强度的同时,又保证表面高粗糙的特性要求。技术研发人员:王华财,李兰兰,禹云龙,张俊齐,黄海涛受保护的技术使用者:天津太钢天管不锈钢有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/331940.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表