安装机的制作方法
- 国知局
- 2024-11-21 11:55:00
本发明涉及安装机。
背景技术:
1、在专利文献1中公开了如下部件装配方法:在被安装物上的部件装配装置信息的规定位置定位在前端部保持有部件的吸附嘴,并使吸附嘴从规定位置下降而将部件装配于部件装配位置,将由吸附嘴进行的部件的保持解除而使吸附嘴上升。在部件装配方法中,在吸附嘴的升降路径的规定高度位置设定测定位置,在吸附嘴的下降时和/或上升时测定部件或者吸附嘴从规定位置到测定位置的时间,基于测定出的时间判定由吸附嘴进行的部件的保持状态和/或装配状态的优劣。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开2002-208800号公报
技术实现思路
1、本发明鉴于上述以往的情况而提出,目的在于提供更高精度地取得吸附在吸嘴的部件的吸附状态的安装机。
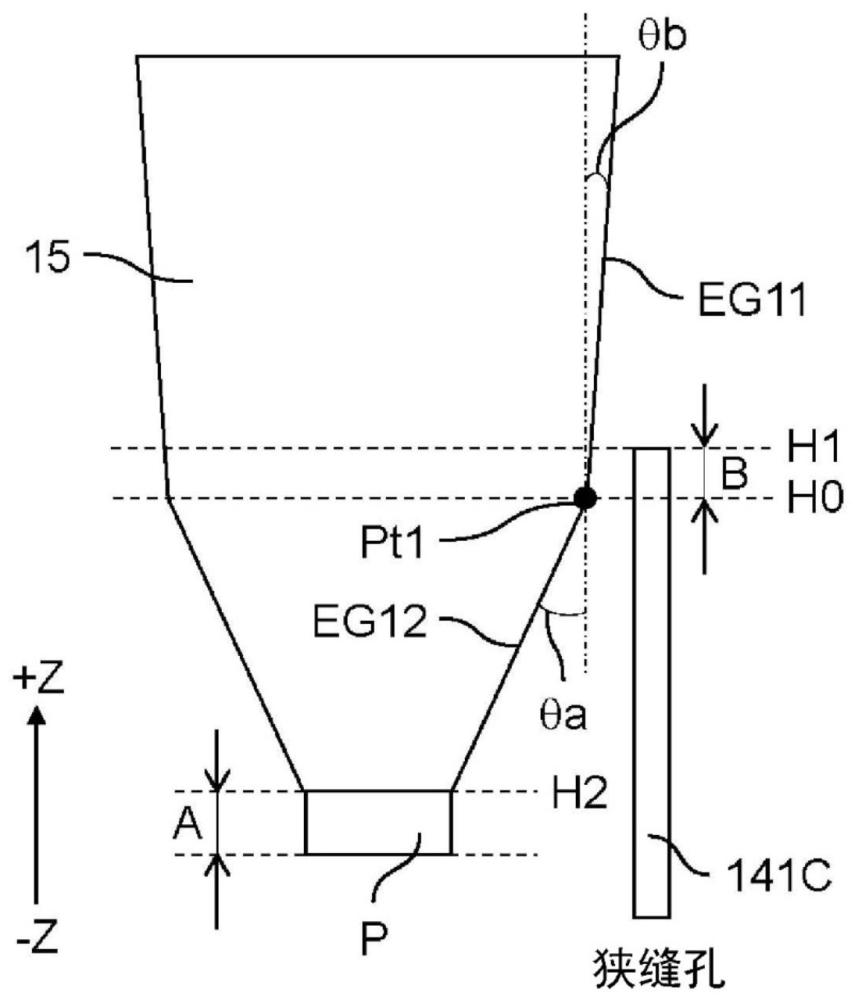
2、本发明的安装机具备:头,其具有吸附嘴,并在所述吸附嘴的前端部吸附部件且将所述部件安装在基板上;传感器,其具有光源、狭缝件及受光元件,所述光源照射光线,所述狭缝件具有供所述光线通过的狭缝孔,所述受光元件接受通过了所述狭缝孔的所述光线,且所述传感器向所述吸附嘴的前端部照射所述光线,并利用所述受光元件接受通过了所述狭缝孔的所述光线,将接受到的所述光线的光强度输出;以及控制部,其将从所述传感器输出的所述光线的所述光强度微分而取得微分值,并基于所述微分值,判定在通过所述光线的所述吸附嘴的前端部是否吸附有所述部件。所述吸附嘴具有趋向所述前端部而变细的锥形,所述狭缝孔相对于所述锥形非平行地配置。
3、根据本发明,能够更高精度地判定吸附在吸嘴的部件的吸附状态。
技术特征:1.一种安装机,其中,
2.根据权利要求1所述的安装机,其中,
3.根据权利要求2所述的安装机,其中,
4.根据权利要求1所述的安装机,其中,
5.根据权利要求1所述的安装机,其中,
6.根据权利要求5所述的安装机,其中,
7.根据权利要求5所述的安装机,其中,
8.根据权利要求5所述的安装机,其中,
9.根据权利要求8所述的安装机,其中,
技术总结安装机具备:头,其具有吸附嘴,并在吸附嘴的前端部吸附部件且将部件安装在基板上;传感器,其具有照射光线的光源、具有供光线通过的狭缝孔的狭缝件及接受通过了狭缝孔的光线的受光元件,所述传感器向吸附嘴的前端部照射光线,并利用受光元件接受通过了所述狭缝孔的光线,将接受到的光线的光强度输出;以及控制部,其基于将光线的光强度微分而取得的微分值,判定在通过光线的吸附嘴的前端部是否吸附有部件。吸附嘴具有趋向前端部而变细的锥形,狭缝孔相对于锥形非平行地配置。技术研发人员:柴田悟受保护的技术使用者:松下知识产权经营株式会社技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/333378.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表