一种自动化生产线加工设备除屑方法与流程
- 国知局
- 2024-11-21 11:57:34
本发明涉及一种设备的除屑方法,具体涉及一种自动化生产线加工设备除屑方法。
背景技术:
1、在现代大规模、批量化生产过程中,数控车床、数控镗床、加工中心等自动化加工设备是机械加工的主要设备,这些设备配备的自动上下料机构可以实现自动化连续生产,大大提高了生产效率,并且能够避免因人工参与带来的不确定因素,提高了生产过程产品的质量稳定性。
2、机械加工设备通过刀具对金属原材料或半成品进行切削加工,使其成为所需要的成品,刀具在切削过程中因去除金属材料而产生铁屑。当金属材料(如不锈钢、铝合金等)塑性较好或零件表面质量要求较高时,刀具在切削时产生的铁屑不易断裂,易形成长条状的铁屑,致使其缠绕在刀具上,若不及时将其清除,则加工下一个零件时,缠绕在刀具上的铁屑会损伤已加工好的零件表面而导致零件报废。因此,为了及时清理缠绕在刀具上的铁屑,需要安排人员观察情况并适时停止设备进行清除铁屑,但是这样会影响加工设备的自动化连续生产,降低生产效率且人工成本提高。
技术实现思路
1、本发明的目的是解决现有除屑方法存在影响加工设备的自动化连续生产,降低生产效率且人工成本提高的技术问题,而提供一种自动化生产线加工设备除屑方法。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种自动化生产线加工设备除屑方法,其特殊之处在于:包括以下步骤:
4、1)改造加工设备
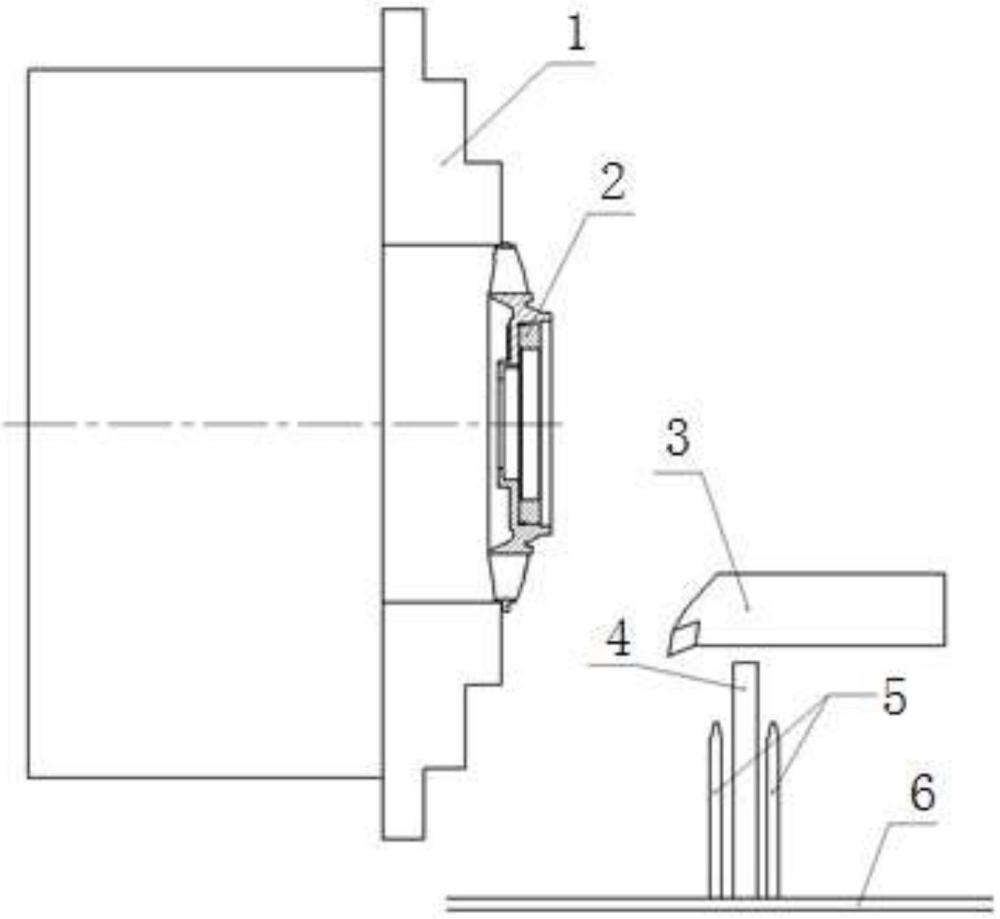
5、在加工设备床身的防护盖板上安装至少一个与刀具轴线垂直且位于水平面的除屑装置,并在除屑装置旁安装至少一根压缩空气气管;压缩空气气管通过控制阀与外部高压气源相通;
6、2)确定最佳除屑距离
7、用该加工设备的刀具对不同材质和加工参数的加工件进行多次试验,得出不同材质和加工参数所对应的刀具轴线距除屑装置端部的最佳除屑距离l,获得最佳除屑距离查找表;
8、3)刀具除屑
9、刀具完成当前加工工序后,根据最佳除屑距离查找表,移动刀具直至刀具轴线距除屑装置端部l处,并沿刀具轴线方向往返移动刀具,去除刀具上的长条状铁屑或使其挂在除屑装置上;同时,控制阀打开压缩空气气管,吹除刀具上的碎屑;
10、4)除屑装置除屑
11、刀具移动至原始位置,同时压缩空气气管继续吹气将挂在除屑装置上的铁屑吹掉后停止吹气,准备下一工序的加工。
12、进一步地,为了在不用改装气源的条件下增大吹气面积,所述压缩空气气管的数量为两根,分别位于除屑装置两侧。
13、进一步地,为了使气流集中作用于除屑装置和刀具上,便于清除铁屑,所述两根压缩空气气管的气流交汇于除屑装置的端部。
14、进一步地,为了便于清除铁屑,增大气体沿除屑装置方向的作用范围,所述两根压缩空气气管距除屑装置端部的距离不同。
15、进一步地,为了增大气体的作用范围,又可以使气流集中作用于除屑装置和刀具上,便于清除铁屑,所述两根压缩空气气管距除屑装置端部的距离相同,范围为15mm~25mm,距除屑装置侧壁的距离均为5mm。
16、进一步地,为了便于保证加工件的尺寸公差、表面粗糙度和形位公差满足要求,还包括根据加工量,重新划分加工工序的步骤。
17、进一步地,所述除屑装置为金属材质的片状杆或圆柱杆,强度好不会轻易折弯,方便取材。
18、进一步地,所述压缩空气气管中压缩空气的压力为0.4mpa~0.7mpa。
19、进一步地,步骤2中试验方法参见步骤3。
20、本发明的有益效果:
21、本发明提供了一种自动化生产线加工设备除屑方法,可以应用于无法人工清除铁屑的自动化加工设备,适用于数控车床、数控镗床、加工中心等自动加工设备,投入小、见效大。本发明不改变设备主体结构和加工精度以及不增加专用工装,利用除屑装置和压缩空气气管自动清除刀具上的铁屑,全过程无需人工参与,不影响加工设备的自动化连续生产,极大提高了生产效率,降低了人工成本。
技术特征:1.一种自动化生产线加工设备除屑方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种自动化生产线加工设备除屑方法,其特征在于:所述压缩空气气管(5)的数量为两根,分别位于除屑装置(4)两侧。
3.根据权利要求2所述的一种自动化生产线加工设备除屑方法,其特征在于:所述两根压缩空气气管(5)的气流交汇于除屑装置(4)的端部。
4.根据权利要求2所述的一种自动化生产线加工设备除屑方法,其特征在于:所述两根压缩空气气管(5)距除屑装置(4)端部的距离不同。
5.根据权利要求2所述的一种自动化生产线加工设备除屑方法,其特征在于:所述两根压缩空气气管(5)距除屑装置(4)端部的距离相同,范围为15mm~25mm,距除屑装置(4)侧壁的距离均为5mm。
6.根据权利要求1至5任一所述的一种自动化生产线加工设备除屑方法,其特征在于:还包括根据加工量,重新划分加工工序的步骤。
7.根据权利要求6所述的一种自动化生产线加工设备除屑方法,其特征在于:所述除屑装置(4)为金属材质的片状杆或圆柱杆。
8.根据权利要求7所述的一种自动化生产线加工设备除屑方法,其特征在于:所述压缩空气气管(5)中压缩空气的压力为0.4mpa~0.7mpa。
9.根据权利要求8所述的一种自动化生产线加工设备除屑方法,其特征在于:步骤2中试验方法参见步骤3。
技术总结本发明提供了一种自动化生产线加工设备除屑方法,解决现有方法影响加工设备的自动化连续生产,降低生产效率且人工成本提高的技术问题。方法步骤为:1)安装除屑装置和压缩空气气管;2)用刀具对不同材质和加工参数的加工件进行多次试验,得出所对应的刀具轴线距除屑装置端部的最佳除屑距离L,获得最佳除屑距离查找表;3)刀具完成当前加工工序后,根据最佳除屑距离查找表移动刀具至刀具轴线距除屑装置端部L处,并沿刀具轴线方向往返移动,去除铁屑或使其挂于除屑装置上;同时压缩空气吹除刀具上的碎屑;4)刀具移至原位,同时继续吹气将挂在除屑装置上的铁屑吹掉后停止吹气,准备下一工序的加工。技术研发人员:张溥,李泽聪,钱啟德,杨龙飞,李静,侯朋朋,侯菡钰,刘兴国,梅贝,张超受保护的技术使用者:陕西航天动力高科技股份有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/333578.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表