一种10-40mm短流程低成本Q390B钢板生产方法与流程
- 国知局
- 2024-11-21 11:59:18
本发明属于钢铁冶金,尤其涉及一种10-40mm短流程低成本q390b钢板生产方法。
背景技术:
1、q390级结构钢作为一种重要的结构材料,在建筑、桥梁、道路等工程结构的基建中具有广泛的应用,随着原料成本增加,在钢铁行业形势不好的背景下,如何保证钢板性能,降低生产成本,是钢铁企业面临的问题。
2、专利cn111334713a公布了一种q390d钢板及其生产方法,该发明采用ti合金化,板坯采用冷装加热,合金成本和能耗较高。专利cn116536576a公布了一种低合金高强钢q390c钢板及其生产方法,该发明采用nb合金化,吨钢成本增加30-50元,大大降低了产品的盈利能力。
技术实现思路
1、本发明的目的是提供一种10-40mm短流程低成本q390b钢板生产方法,成分采用中c加mn,冶炼采用lf单精炼,板坯采用热装加热,通过低成分设计、短流程工艺和低加热能耗,在保证性能的同时,降低生产成本。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种10-40mm短流程低成本q390b钢板生产方法,包括:
4、(1)工艺流程采用lf单精炼和板坯热装加热;
5、(2)转炉炼钢后进行lf精炼,lf精炼造渣脱硫和钙处理,使夹杂物变性,最后采用氩气软吹,使夹杂物充分上浮进入渣中;
6、(3)连铸后板坯进行热装,装炉温度≥550℃;
7、(4)轧制采用粗轧和精轧,粗轧后进行待温,待温钢板厚度为成品厚度的4倍,待温温度≤1000℃,精轧终轧温度为780-820℃,冷却温度为650-700℃;
8、所述q390b钢板的化学成分按重量百分比为c:0.15-0.18%、si:0.10-0.30%、mn:1.30-1.50%、p:≤0.015%、s:≤0.005%、al:0.020-0.050%,余量为fe和不可避免的杂质。
9、进一步的,所述q390b钢板的化学成分按重量百分比为c:0.15%、si:0.20%、mn:1.30%、p:0.012%、s:0.004%、al:0.038%,余量为fe和不可避免的杂质。
10、进一步的,所述q390b钢板的化学成分按重量百分比为c:0.16%、si:0.22%、mn:1.35%、p:0.013%、s:0.003%、al:0.035%,余量为fe和不可避免的杂质。
11、进一步的,所生产的q390b钢板强度性能满足:大于440mpa,抗拉强度大于580mpa。
12、进一步的,所生产的q390b钢板延伸率满足:大于25%。
13、进一步的,所生产的q390b钢板20℃冲击功满足:大于190j。
14、与现有技术相比,本发明的有益技术效果:
15、(1)成分不添加合金元素,通过增加c含量协同工艺配合提高强度,降低合金成本;
16、(2)冶炼采用lf单精炼降低工序成本,铸坯采用热装降低加热能耗;
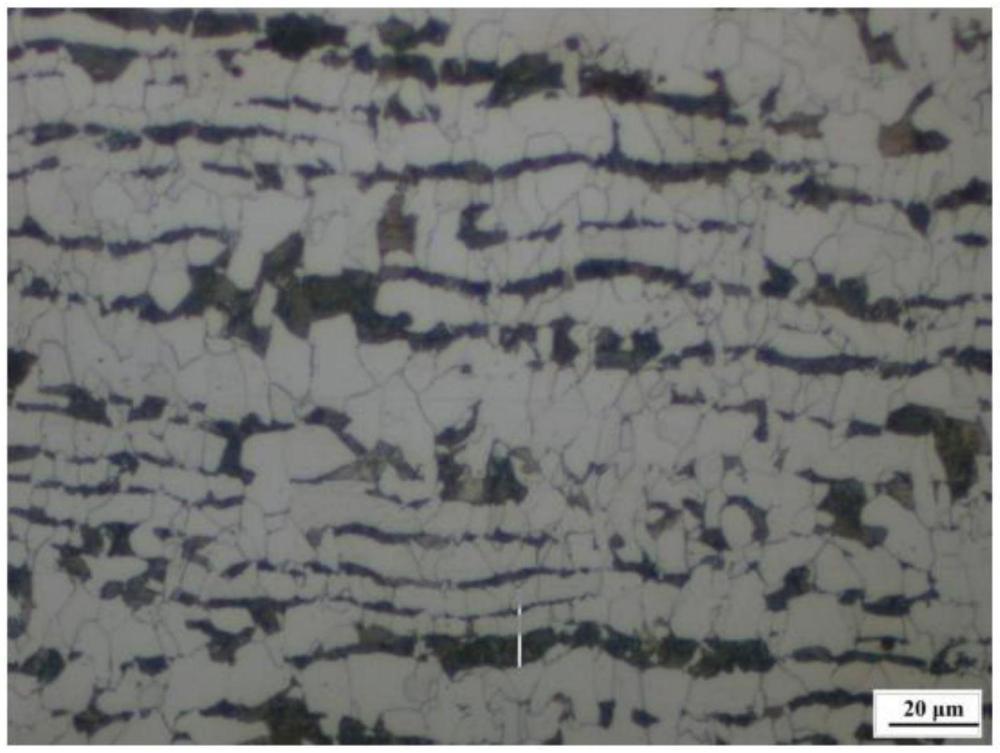
17、(3)轧制采用大中间坯厚度,解决c含量增加导致带状组织严重的问题,并可充分细化奥氏体晶粒,使表面和心部组织均匀,提高冲击韧性。
技术特征:1.一种10-40mm短流程低成本q390b钢板生产方法,其特征在于:包括:
2.根据权利要求1所述的10-40mm短流程低成本q390b钢板生产方法,其特征在于:所述q390b钢板的化学成分按重量百分比为c:0.15%、si:0.20%、mn:1.30%、p:0.012%、s:0.004%、al:0.038%,余量为fe和不可避免的杂质。
3.根据权利要求1所述的10-40mm短流程低成本q390b钢板生产方法,其特征在于:所述q390b钢板的化学成分按重量百分比为c:0.16%、si:0.22%、mn:1.35%、p:0.013%、s:0.003%、al:0.035%,余量为fe和不可避免的杂质。
4.根据权利要求1所述的10-40mm短流程低成本q390b钢板生产方法,其特征在于:所生产的q390b钢板强度性能满足:大于440mpa,抗拉强度大于580mpa。
5.根据权利要求1所述的10-40mm短流程低成本q390b钢板生产方法,其特征在于:所生产的q390b钢板延伸率满足:大于25%。
6.根据权利要求1所述的10-40mm短流程低成本q390b钢板生产方法,其特征在于:所生产的q390b钢板20℃冲击功满足:大于190j。
技术总结本发明公开了一种10‑40mm短流程低成本Q390B钢板生产方法,包括:采用LF单精炼和板坯热装加热;转炉炼钢后进行LF精炼;连铸后板坯进行热装,装炉温度≥550℃;轧制采用粗轧和精轧,粗轧后进行待温,待温钢板厚度为成品厚度的4倍,待温温度≤1000℃,精轧终轧温度为780‑820℃,冷却温度为650‑700℃;其化学成分按重量百分比为C:0.15‑0.18%、Si:0.10‑0.30%、Mn:1.30‑1.50%、P:≤0.015%、S:≤0.005%、Al:0.020‑0.050%,余量为铁及杂质。本发明通过低成分设计、短流程工艺和低加热能耗,在保证性能的同时,降低生产成本。技术研发人员:王少炳,袁晓鸣,黄利,杨雄,岳祎楠,白海瑞,王婷,郭冬青,段燕林受保护的技术使用者:包头钢铁(集团)有限责任公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/333722.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表