用于制造铸模、型芯和由其再生的模制基本料的方法与流程
- 国知局
- 2024-11-21 12:00:16
本发明涉及一种用于制造铸模、型芯和由其再生的模制基本料的方法,一种用于与包含水玻璃的溶液或分散体组合以制造铸模和/或型芯的混合物,一种模制料混合物,一种模制基本料混合物以及一种铸模或一种型芯。本发明还涉及一种一定量的d90值小于45μm的颗粒状的层状硅酸盐或相应的混合物作为添加剂的相应的应用,所述添加剂用于制造包含水玻璃和颗粒状的、无定形的二氧化硅的模制料混合物,在制造铸模或型芯时,所述模制料混合物通过模制料混合物的组分相互间的化学反应而固化,以简化铸模或型芯的崩解和/或提高可再生性。
背景技术:
1、在消失模中的铸造是用于制造近净形构件的一种普遍方法。在铸造之后,模具被破坏,并且铸件被取出。铸模是阴模,其包含要浇铸的型腔,所述型腔得出要制造的铸件。未来的铸件的内部轮廓通过型芯形成。在制造铸模时,借助于要制造的铸件的模型,将型腔成型为模制材料。内部轮廓通过在单独的芯盒中成型的型芯示出。
2、对于铸模和型芯,主要使用耐火的粒状材料作为模制材料,例如经清洗的、分类的石英砂。耐火的模制基本料优选以自由流动的形式存在,使得其能够被填充到适宜的型腔中并且在该处被压实。将模制材料压实,以便增加强度。为了制造铸模,将模制材料借助无机或有机粘合剂粘合。通过粘合剂,在模制基本料的颗粒之间产生牢固的粘结,使得铸模获得所需的机械稳定性。
3、铸模和型芯必须满足不同的要求。在铸造过程本身中,所述铸模和型芯首先必须具有足够的强度和耐热性,以便能够将液态金属容纳在由一个或多个(子)铸模形成的型腔中。在开始凝固过程之后,通过沿着铸模的壁构成的凝固的金属层来确保铸件的机械稳定性。铸模的材料现在应在由金属发出的热的影响下分解,使得所述材料失去其机械强度,即,在耐火材料的各个颗粒之间的粘结丧失。在理想情况下,铸模和型芯再次崩解成细砂,所述细砂能够不费力地从铸件移除并且具有相应有利的崩解特性。目前存在下述特殊需求:再利用使用过的铸模和型芯的崩解的残渣,并且制造从使用过的铸模和型芯再生的模制基本料。作为再生的模制基本料(再生材料)的这种再利用对铸模和型芯的崩解特性提出特殊要求。
4、为了制造铸模能够使用有机的和无机的粘合剂,所述粘合剂的固化能够分别通过冷或热方法进行。在此,作为冷方法表示基本上在室温下无需加热铸模执行的方法。在此,固化通常通过化学反应进行,所述化学反应例如通过如下方式触发:将作为催化剂的气体引导穿过要固化的铸模。在热方法中,在造型后将模制料混合物加热到足够高的温度,以便例如排出包含在粘合剂中的溶剂或者以便引发化学反应,通过所述化学反应,粘合剂例如通过交联而固化。
5、与固化机制无关地,所有有机粘合剂体系的共同之处是,在液态金属填入到铸模中时,所述有机粘合剂体系会热分解,并且在此会释放有害物质,例如苯、甲苯、二甲苯、苯酚、甲醛和其它部分未辨别的裂化产物。虽然能够通过不同的措施实现:将所述排放最小化,但是在有机粘合剂的情况下,所述排放不能被完全避免。
6、为了使在铸造过程期间分解产物的排放最小化或避免所述排放,能够使用粘合剂,所述粘合剂基于无机材料或所述粘合剂包含非常少份额的有机化合物。这样的粘合剂体系长久以来是已知的,例如从gb 782205a、us 6972059b1、us 5582232a、us 5474606a和us 7022178中已知。术语“无机粘合剂”在下文中表示下述粘合剂,所述粘合剂的大于95重量%,优选大于99重量%由水和无机材料构成,使得在无机粘合剂中的有机化合物的份额小于5重量%,优选小于1重量%。表达方式“无机粘合”是指在使用无机粘合剂的情况下制造铸模或型芯。
7、碱水玻璃作为无机粘合剂的组分特别有意义。作为碱水玻璃,下面也称为水玻璃,表示从熔融物固化的、玻璃状的,即无定形的、水溶性的硅酸钠、硅酸钾和硅酸锂或它们的水溶液。术语“水玻璃”在下文中表示具有在1.6至4.0的范围中的,优选在1.8至2.5的范围中的摩尔模量sio2/m2o的混合物,其中m2o表示氧化锂、氧化钠和氧化钾的总量。表达方式“水玻璃粘合”表示:在使用包含水玻璃的粘合剂的情况下制造铸模或型芯。
8、无机粘合的模制料混合物在现有技术中是已知的。例如,在us 7770629b2中提出一种模制料混合物,除了耐火的模制基本料以外,所述模制料混合物还包含基于水玻璃的粘合剂和微粒状的金属氧化物,其中优选将沉淀硅酸或热原硅酸用作为微粒状的金属氧化物。
9、us 4233076公开了模制料混合物,所述模制料混合物由砂、碱金属硅酸盐粘合剂、至少一种固化剂构成,所述固化剂选自:碳酸亚烃酯、有机一元羧酸或二元羧酸或其甲酯、二氧化碳或高炉炉渣以及含al2o3的物质,其平均粒度分布位于0.2至5μm之间。
10、de 102012113073 a1公开了一种用于制造用于金属加工的模具和型芯的模制料混合物,所述模制料混合物包含至少一种耐火的模制基本料、无机粘合剂和至少一种颗粒状金属氧化物,其中颗粒状金属氧化物包含至少一种α相氧化铝和/或至少一种铝/硅混合氧化物或者由其构成,其中不包括具有层状硅酸盐结构的铝/硅混合氧化物。
11、de 10 2012113074a1公开了一种用于制造用于金属加工的模具和型芯的模制料混合物,所述模制料混合物包含至少一种耐火的模制基本料、无机粘合剂和至少一种颗粒状的混合金属氧化物,其中所述颗粒状的混合金属氧化物是至少一种颗粒状的混合氧化物或至少两种氧化物的颗粒状混合物,或者除了至少另一种颗粒状氧化物或除了至少另一种其它颗粒状混合氧化物以外存在至少一种颗粒状的混合氧化物,并且颗粒状的混合的金属氧化物包含至少一种铝氧化物和至少一种锆氧化物。
12、铸模和型芯的崩解特性(也称为除芯性能),即在金属铸造之后在机械负荷下将铸模和型芯快速崩解成易于倾倒的形式的能力,在纯无机粘合的铸模和型芯的情况下,尤其在水玻璃粘合的铸模和型芯的情况下,通常比在借助有机粘合剂制造的铸模和型芯的情况下更差。通常通过如下方式解释这种不利的崩解特性:通过在金属熔融物的浇铸时的高温,出现含碱金属硅酸盐玻璃的模制材料组合物的烧结或出现构成熔融物相。这引起铸模和型芯的高的残余强度。在此,通常将重要意义归于模制料混合物的碱金属含量,其中高的碱金属含量通常被视为是不利的。
13、当使用薄壁的或细线细工的或复杂的铸模时,差的崩解特性是特别不利的,其中所述铸模在浇铸过程之后无论如何都难以移除。尤其,差的崩解特性在力求再利用已经在浇铸中使用的无机粘合的铸模和型芯以及从这种铸模和型芯中制造再生的模制基本料(再生材料)时是一种障碍。不足的崩解特性会引起:所获得的再生的模制基本料以块状形式存在并且自由流动性不足以单独地或者与“新鲜的”初始模制基本料组合地在制造铸模和型芯时重新使用。在ep 2692460 b1中公开了一种用于制造颗粒状的耐火组合物的方法,所述耐火组合物用于在由使用过的铸造模具或型芯制造铸造模具和型芯时使用,所述使用过的铸造模具或型芯由耐火材料和碱性粘合剂制造,所述碱性粘合剂包含碱金属粒子。
14、为了解决崩解特性差的问题已知的是,向模制料混合物添加有机的崩解促进剂,所述有机的崩解促进剂在热金属的作用下热解/反应,进而在铸造之后通过形成孔来简化铸模或型芯的崩解。文献de 1558155a对于水玻璃粘合的型芯例如公开了糖、硬煤粉或粒状沥青的使用,dd 82809b1公开了淀粉产物、煤粉和糖蜜作为有机的崩解促进剂的使用,并且dd 141118a1此外公开了煤粉、碳水化合物、淀粉、淀粉衍生物和糖作为崩解促进剂的使用。然而,在浇铸期间,在模制料混合物中使用有机组分通常会引起出现co2和其它热解产物的不期望的排放。此外被认为特别不利的是,有机的崩解促进剂在高的浇铸温度下通常丧失其有效性,因为其在高温下,如例如在铸钢时出现的高温,迅速出现有机的崩解促进剂的完全烧尽,而当有机的崩解促进剂已经耗尽时,熔融和烧结过程仍继续进行。在这种情况下,通过有机的崩解促进剂通常仅不显著地改进崩解特性。此外,由有机的崩解促进剂制造的铸模和型芯的可再利用性经常受到限制,因为能够由所述铸模和型芯制造的再生的模制基本料可能被有机的崩解促进剂的残留物或分解产物污染,这会对再生的模制基本料的特性产生不利影响,进而必须将其耗费地移除。此外,在自身的实验中已经证实:使用有机的崩解促进剂会降低所制造的铸模和型芯相对于空气湿度和/或水基的耐火涂料的耐抗性。
15、取决于有机的崩解促进剂的在上文中详述的缺点,存在对用于无机粘合的铸模和型芯的替选的、优选无机的崩解促进剂的需求,所述崩解促进剂在高的浇铸温度下也能够对铸模和型芯的崩解特性具有正面的影响,而不具有已知的有机的崩解促进剂的缺点。在现有技术中描述了这种无机的崩解促进剂。
16、文献de 1558155公开:当惰性填料的一部分被碳酸钙替代时,能够实现尤其在高温下铸造的铸件的可除芯性的改进,其中代替碳酸钙也能够使用其它碱土金属的碳酸盐。然而在此,促进崩解的作用由碳酸盐的分解引起,其中释放co2。这种情况经常被认为是不利的。此外,de 1558155的公开内容涉及在借助于水玻璃制造的型芯中的使用,所述水玻璃通过添加粉末状的固化剂来粘合,所述粉末状的固化剂除了硅或硅合金以外也包含膨润土。
17、在dd 246488a1中公开一种具有有利的崩解特性的模制材料,所述模制材料用于在铸件制造工艺中制造模具和型芯,尤其用于由钢铸件制成的成型铸件产品,其特征在于,优选以1:1的比例包含一种或多种耐火的基本组分和粘合剂,所述粘合剂由硅酸钠溶液(模量2.2...2.6;密度1.46...1.55g/cm3)和用碱金属磷酸盐化学改性的硅酸钠溶液(模量2.6...3.5;密度1.38...1.41g/cm3)的混合物构成。dd 246488在此涉及下述模制材料,所述模制材料通过借助co2的气体处理来固化。
18、de 102013111626 a1公开了一种用于制造模具或型芯的模制料混合物,所述模制料混合物包含至少一种耐火的模制基本料、作为粘合剂的水玻璃、颗粒状的无定形二氧化硅和一种或多种粉末状的氧化的硼化合物。在这种情况下,氧化的硼化合物用作为崩解促进剂。
19、de 1190610和de 1198495公开了膨润土用于根据水玻璃-碳酸法制造在浇铸之后易于崩解的模具和型芯的用途。
20、us 3203057公开了下述模制料混合物,所述模制料混合物由精细的耐火材料、基本上由碱金属硅酸盐溶液构成的液态粘合剂以及基本上由al2o3构成的崩解促进剂构成。在此,碱金属硅酸盐溶液必须具有在18-30%的范围内的碱度。
21、de 10 2005 041 863 a1给出含硅酸硼玻璃的模制料混合物。
22、r.ramakrishnan的博士论文(慕尼黑工业大学,2016年1月通过)涉及借助无机的模制材料体系进行3d打印。
23、de 15 58 155 a教导了一种用于制造型芯的方法。
24、ep 2308614 a1描述了一种气凝胶砂,所述气凝胶砂通过添加层状硅酸盐和干凝胶而具有生强度。
25、x.zhang等在mater.horiz.2014,1,232-236中报告:常规的气凝胶,包括有机的间苯二酚-甲醛气凝胶,大多难以再生,进而在废物处理时经常成问题。
技术实现思路
1、本发明的一个主要目的是,提出一种用于制造铸模和型芯的方法,所述铸模和型芯尤其是水玻璃粘合的铸模和型芯,其中所制造的铸模和型芯尤其应满足下述要求:
2、-在使用常用的设备和制造程序的情况下的简单的可制造性;
3、-在制造后的高的强度,以及即使在较长的存放时间之后也尽可能保持不变的强度;
4、-对空气湿度和含水的耐火涂料的高的耐抗性,使得与空气湿度接触或用含水的耐火涂料对铸模和型芯的涂层仅引起较小的强度损失;
5、-用铸模或型芯制造的铸件的非常好的表面质量,尤其在黄铜铸造、铸铁或铸钢的情况下;
6、-在金属铸造期间,尤其是在黄铜铸造、铸铁或铸钢期间,不排放或仅少量排放co2和/或其它不期望的热解产物;
7、-在金属铸造中,尤其在黄铜铸造、铸铁或铸钢中使用之后的非常好的崩解特性,即小的残余强度,使得在金属铸造中使用之后,铸模和型芯通过小的机械负荷就已经能够容易地并且无残留物地从铸件分离。
8、此外,本发明的一个目的是,将所述方法设计为,使得借助该方法能够由所制造的铸模和型芯以特别低的耗费来获得再生的模制基本料,其特性特别类似于初始模制基本料,即尚未在制造铸模和型芯时使用的相同种类和相同来源的模制基本料。
9、因此,这样制造的再生的模制基本料(第一代)应适合用于制造铸模和型芯,尤其适合用于根据要说明的方法制造铸模和型芯。所制造的再生的模制基本料因此适合于,制造铸模和型芯,所述铸模和型芯满足在上文中限定的要求并且在黄铜铸造、铸铁或铸钢中使用之后也尤其再次显示出良好的崩解特性并且易于转化成再生的模制基本料(第二代)。
10、在此,所述目的是,将所述方法设计为,使得要在方法中使用的模制基本料的可回收性特别高,即在作为循环执行的方法期间,单独考虑的模制基本料颗粒变成尽可能大量的铸模或型芯的组分。
11、为了能够特别好地对应于上述要求,一个目的是,将所提出的方法设计为,使得所制造的再生的模制基本料在其化学组成方面尽可能精确地对应于初始模制基本料,即尚未在制造铸模和型芯时使用的相同种类和相同来源的模制基本料。这尤其表示,在再生的模制基本料中碱金属离子的含量和其他添加剂的含量,尤其是可能存在于铸模和型芯中的崩解促进剂的含量应是尽可能低的,从而这些组分的浓度不会在要说明的方法期间提高。
12、此外,另一目的是,将要说明的方法设计为,使得在实践中能够在使用模制基本料循环的情况下特别有效地执行所述方法。
13、本发明的一个补充目的应实现:至少部分地在使用3d打印机或3d打印方法的情况下进行要说明的方法的步骤。
14、此外,本发明的一个目的是,说明(i)用于与包含水玻璃的溶液或分散体组合的混合物,(ii)多组分粘合剂体系,和(iii)模制料混合物,借助所述模制料混合物能够制造满足在上文中限定的要求的铸模和型芯。
15、此外,本发明的目的是,提出一种模制基本料混合物,借助所述模制基本料混合物能够制造满足上文限定的要求的铸模和型芯,以及所述模制基本料混合物包含再生的模制基本料,所述再生的模制基本料能够借助要说明的方法(参见上文)制造。
16、此外,本发明的目的是,提出一种满足上文限定的要求的铸模或型芯。
17、从所附的专利权利要求和本说明书中得出本发明的其它(子)目的。
18、上文提及的目的通过方法、混合物、多组分粘合剂体系、模制料混合物、模制基本料混合物、应用、铸模和型芯来实现,如其在所附的权利要求中限定的那样。优选的根据本发明的设计方案在从属权利要求中得出。
19、尤其,上文提及的目的通过一种用于制造铸模、型芯和由其再生的模制基本料的方法来实现,所述方法具有用于制造铸模或型芯的下述步骤:
20、-提供或制造模制料混合物,所述模制料混合物包含:
21、-模制基本料,优选颗粒状的模制基本料,
22、-包含水玻璃的溶液或分散体,
23、-0.1重量%至3重量%的颗粒状的、无定形的二氧化硅,优选为热解的、颗粒状的、无定形的二氧化硅,
24、以及为了简化铸模或型芯的崩解和/或提高可再生性,
25、-一种或多种颗粒状的层状硅酸盐,其总量为0.05重量%至1.5重量%,优选为0.1重量%至0.4重量%,特别优选为0.1重量%至0.3重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
26、其中百分比说明分别基于模制料混合物的总量,
27、-模制料混合物的成型,
28、-通过模制料混合物的组分彼此间的化学反应来固化所述模制料混合物,使得产生铸模或型芯。
29、模制基本料优选是耐火的模制基本料。在本文中,与本领域技术人员的常规理解一致地,作为“耐火的”表示下述物料、材料和矿物,其至少能够短暂地承受在浇铸时或在铁熔融物、通常铸铁凝固时的温度负荷。作为模制基本料适合的例如是石英砂、锆砂或铬矿石砂,橄榄石,蛭石,铝土矿,软陶土以及合成的模制基本料。
30、模制基本料优选占模制料混合物的总量的大于80重量%,优选大于90重量%,特别优选大于95重量%。耐火的模制基本料优选具有自由流动状态。因此,根据本发明要使用的模制基本料优选并且通常(参见上文)粒状或颗粒状地存在。
31、模制基本料颗粒的平均直径通常位于100μm和600μm之间,优选位于120μm和550μm之间,并且特别优选位于150μm和500μm之间。粒度例如能够通过根据din iso 3310的筛分来确定。优选地,在本发明的范围中,模制基本料颗粒的粒度或其平均直径通过根据1999年10月的第27页的vdg数据表(即“德国铸造专家协会”的数据表)的第4.3点进行的筛分来确定,该数据表规定了使用根据din iso 3310的检验筛。
32、包含水玻璃的溶液或分散体能够通过将玻璃状的硅酸锂、硅酸钠和硅酸钾溶解在水中来制备。能够使用水玻璃,所述水玻璃含有一种、两种或多种所提及的碱金属离子和/或含有一种或此外还有一种或多种多价阳离子,例如铝。
33、包含水玻璃的溶液或分散体优选具有以溶液或分散体的总量计在25重量%至65重量%,优选在30重量%至55重量%,特别优选在30重量%至50重量%的范围中的固体份额。在此,在计算固体份额时,包含在模制料混合物中的全部液相,例如水或醇,被计入溶液或分散体中。
34、根据要制造的模具和型芯的使用以及期望的强度水平,模制料混合物以模制料混合物的总量计包括0.5重量%至5重量%,优选0.75重量%至4重量%,特别优选1重量%至3.5重量%的包含水玻璃的溶液或分散体。
35、根据本发明,模制料混合物包含颗粒状的、无定形的二氧化硅(“sio2”);优选常规纯度的,即具有常规的杂质和次要组分的热解的、颗粒状的、无定形的二氧化硅。术语“颗粒状”在此表示固态粉末(包括粉尘)或者还有粒状材料,其是可倾倒的进而也是可筛分的。
36、颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅的d90值优选小于100μm,优选小于45μm,特别优选小于25μm。这表示:包含在模制料混合物中的90%的颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,优选小于100μm,优选小于45μm,特别优选小于25μm。d90值通过借助扫描电子显微镜(jeol公司的jsm-6510)的拍照来确定。
37、作为颗粒状的、无定形的二氧化硅能够使用合成制造的或天然存在的类型。后者例如从de 102007045649中已知,但是不是优选的,因为其通常包含并非微小的结晶份额,进而被归类为致癌物。合成制造的无定型的二氧化硅通过有意进行的化学反应制备。对此的示例是四氯化硅的火焰水解和例如借助焦炭在制造硅铁和硅时在电弧炉中还原石英砂。根据这两种方法制备的无定型的sio2(“二氧化硅”)也称为热解的sio2。
38、优选地,所述模制料混合物包含合成制造的颗粒状的、无定型的sio2,特别优选地包含热解的、颗粒状的、无定型的sio2。
39、在根据本发明的方法中(或在根据本发明的方法的模制料混合物中),特别优选要使用的热解的、颗粒状的、无定形的二氧化硅在根据本发明的范围中包括下述类型的颗粒状的、无定形的二氧化硅(通常也称为“热解硅酸”),其用cas rn 69012-64-2和cas rn112945-52-5表示。这种要在根据本发明的方法中特别优选使用的热解的、颗粒状的、无定形的二氧化硅的类型能够以本身已知的方式制备,尤其通过四氯化硅的火焰水解,通过在电弧炉中(优选在制造硅铁和硅时)用碳(例如焦炭)还原石英砂,或者从zrsio4中或在由zrsio4制备zro2时制备。
40、更特别优选地,根据本发明优选要使用的热解的、颗粒状的、无定形的二氧化硅包含下述颗粒状的、无定形的二氧化硅,其用cas rn 69012-64-2表示并且优选通过在电弧炉中(优选在制造硅铁和硅时)用碳(例如焦炭)还原石英砂来制备,或者在制备硅铁和硅时作为副产物沉淀和/或其由zrsio4制备或者在由zrsio4制备zro2时作为副产物沉淀。在专业领域中,这种特定的热解的、颗粒状的无定型的二氧化硅也被称为“微二氧化硅”。
41、“cas rn”分别代表cas登记号和cas注册号,英语:cas registry number(cas登记号),cas=chemical abstracts service(化学文摘服务)。在此为化学物质的国际命名标准。对于在cas数据库中注册的每种化学物质(还有生物序列、合金、聚合物)在此都存在一对一的cas号。
42、在根据本发明的方法的一个优选的变型方案中,所述模制料混合物仅包含热解的、颗粒状的、无定型的二氧化硅作为颗粒状的、无定型的二氧化硅。
43、层状硅酸盐是硅酸盐,并且作为原硅酸盐(si(oh4))的这种盐。这些盐是通过sio4四面体构建的化合物。作为层状硅酸盐表示硅酸盐阴离子由角联接的sio4四面体(双)层构成的硅酸盐。所述层或双层彼此间不经由另外的si-o键彼此联接成框架。优选的层状硅酸盐是高岭石、偏高岭土、蒙脱石、埃洛石、锂蒙脱石、蒙造石、白云母、叶蜡石和合成的层状硅酸盐,其中合成的层状硅酸盐不是天然存在的层状硅酸盐,而是通过有针对性的化学反应人工产生的层状硅酸盐。
44、根据本发明,层状硅酸盐的总量的d90值小于45μm。这表示:90%的包含在模制料混合物中的层状硅酸盐颗粒小于45μm。d90值通过借助扫描电子显微镜(jeol公司的jsm-6510)的拍照而确定。
45、在根据本发明的方法中,模制料混合物包含一种或多种层状硅酸盐,以简化铸模或型芯的崩解和/或提高可再生性。
46、在根据本发明的方法中,模制料混合物优选包含一种或多种层状硅酸盐,以简化铸模或型芯的崩解和提高可再生性。
47、简化的崩解表示:由模制料混合物制成的模具和型芯在金属铸造中使用之后,即在与热的金属熔融物、例如铁熔融物接触之后,具有低的残余强度,并且通过小的机械负荷就已经能够快速地并且无残留物地从铸件分离。铸模或型芯的提高的可再生性表示:由从使用过的铸模或型芯中通过从铸件剥离而获得的混合物能够获得再生材料,所述再生材料能够重新作为模制料混合物中的模制基本料用于制造铸模或型芯,其中再生材料的化学组成和特性特别类似于已经用于制造原始的铸模或原始的型芯的模制基本料的化学组成和特性。
48、与由不包含颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,也不包含颗粒状的层状硅酸盐的模制料混合物制成的铸模和型芯相比,通过在用于制造的模制料混合物中同时存在颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,以及一种或多种颗粒状的、层状硅酸盐,简化铸模或型芯的崩解或者提高其可再生性。在制备模制料混合物时例如发生,首先通常在混合器中预先放置耐火的模制基本料。随后在搅拌下将包含水玻璃、颗粒状的无定形的二氧化硅,优选热解的、颗粒状的无定形的二氧化硅、颗粒状的层状硅酸盐和必要时其它组分的溶液或分散体掺入所述耐火的模制基本料中。混合持续时间优选选择为,使得实现模制料混合物的组分的紧密的混匀。
49、模制料混合物的成型包括模制料混合物的任意有意的和有针对性的造型,即将模制料混合物任意有意地和有针对性地转化为三维构型。优选地,模制料混合物的成型通过将模制料混合物引入到(空心)模具中进行。替选地,所述模制料混合物的成型也能够借助本领域技术人员已知的其它方法进行。例如,所述模制料混合物的成型能够在3d打印方法的范围中借助于3d打印机进行。
50、模制料混合物的固化包括下述任何过程,通过所述过程与未固化的已成型的模制料混合物相比提高已成型的模制料混合物的强度。模制料混合物的固化不需要以完全固化为前提条件。因此,模制料混合物的固化还包括模制料混合物的不完全固化。这对应于本领域技术人员对术语“固化”的理解,因为出于反应动力学的原因不预期的是,在所制备或提供的模制料混合物中的所有反应性组分在固化过程期间发生反应。就此而言,本领域技术人员例如了解模制料混合物的后固化的现象。
51、根据本发明,模制料混合物的固化通过模制料混合物的组分彼此间的化学反应进行,使得产生铸模或型芯。固化包含含有水玻璃的溶液或分散体的模制料混合物的原因主要是水玻璃的冷凝,即水玻璃的硅酸盐单元相互链接。
52、在本发明的范围中,如果为了促进或引起(unterstützen oder bewirken)固化不必为已成型的模制料混合物从外部或者甚至借助于适合的设备输送另外的物质,所述另外的物质参与固化反应或者所述物质首先引发固化反应,那么通过模制料混合物的组分彼此间的化学反应进行模制料混合物的固化。
53、通过模制料混合物的组分彼此间的化学反应来固化模制料混合物的示例是本领域技术人员本身已知的方法,在所述方法中,通过对已成型的模制料混合物进行加热来促进或引起固化,以及是下述方法,在所述方法中,通过为模制基本料混合物的一部分的酯的皂化来促进或引起模制料混合物的固化。
54、模制料混合物的非根据本发明的固化的示例是下述方法,在所述方法中,在适合的设施中和/或在使用适合的设备(例如线路、泵等)的情况下通过借助气体或气体混合物对已成型的模制料混合物进行有针对性的气体处理来促进或引起模制料混合物的固化,所述气体或气体混合物含有大于1摩尔%的co2。在这种作为co2方法已知的用于固化模制料混合物的方法中,不仅通过模制料混合物的组分彼此间的化学反应,而且尤其也通过模制料混合物的组分与从外部输送的反应物,即co2的反应来进行模制料混合物的固化。与借助根据本发明的方法制造的铸模和型芯相反,在其他方面相同的方法设计中根据co2方法通过固化制造的铸模和型芯没有显示出所观察的令人惊讶的优势。尤其,与根据本发明的铸模和型芯相比,相应的铸模和型芯显示出差的崩解特性和明显降低的可再生性。
55、要理解的是,根据本发明的方法优选在环境条件下,即在存在室内空气时执行。虽然所述室内空气包含二氧化碳,但是这在本发明的意义上并不对应于借助co2方法进行的固化,所述co2方法以借助富含co2的气体对模制料混合物进行有针对性的气体处理为前提条件,尤其在适合的设施中和/或在使用适合的设备(例如管路、泵等)的情况下如此。相反,在使用co2方法时,也以小的程度出现水玻璃组分的化学链接,没有所输送的co2分子参与该化学链接。然而,这不被理解为通过模制料混合物的组分彼此间的化学反应来固化模制料混合物。
56、相应优选的是根据本发明的方法(优选如上文称为优选的),其中,以缩合反应的数量计,通过模制料混合物的组分彼此间的化学反应,进行模制料混合物的固化的大于95%,优选大于99%的程度,和/或
57、其中模制料混合物的固化不通过co2方法进行。
58、优选的是上文提出的根据本发明的方法(优选如上文称为优选的),所述方法包括用于制造铸模或型芯的下述步骤:
59、-提供或制造模制料混合物,所述模制料混合物包含:
60、-模制基本料,优选颗粒状的模制基本料,
61、其中所述模制基本料颗粒的平均直径优选位于100μm至600μm的范围内,优选在120μm至550μm的范围内,并且特别优选在150μm至500μm的范围内,其中模制基本料颗粒的粒度或平均直径通过根据1999年10月的vdg数据表的第27页,第4.3点进行的筛分来确定,
62、-包含水玻璃的溶液或分散体,其中在模制料混合物中的水玻璃优选具有在1.6至4.0的范围中的,特别优选在1.8至2.5的范围中的sio2/m2o摩尔模量,其中m2o表示氧化锂、氧化钠和氧化钾的总量,
63、-0.1重量%至3重量%的颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,
64、以及,为了简化铸模或型芯的崩解和/或提高可再生性,
65、-一种或多种颗粒状的层状硅酸盐,其总量为0.05重量%至1.5重量%,优选为0.1重量%至0.4重量%,更优选为0.1重量%至0.3重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
66、其中所述百分比说明分别以模制料混合物的总量计,
67、-模制料混合物的成型,
68、-通过模制料混合物的组分彼此间的化学反应来固化所述模制料混合物,使得产生铸模或型芯。
69、优选的是根据本发明的方法(优选如上文称为优选的),其中所述模制料混合物包含一种或多种下述组分:
70、-0.3重量%至3重量%,优选0.57重量%至0.77重量%的颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,
71、-一种或多种颗粒状的层状硅酸盐,其总量为0.1重量%至0.4重量%,优选0.1重量%至0.3重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
72、-石墨和/或硫化钼(iv),其总量为直至1重量%,优选直至0.2重量%,优选其总量位于0.01重量%至0.2重量%的范围中,优选位于0.03重量%至0.08重量%的范围中,其中优选仅使用石墨,
73、-酯,其总量为直至0.4重量%,优选其总量位于0.01重量%至0.4重量%的范围中,其中优选至少一种酯选自:醇和酸的分子内或分子间反应产物,其中
74、所述醇选自c1-c8一元醇,c1-c8二元醇,优选c2-c8二元醇,和c1-c8三元醇,优选c3-c8三元醇,优选选自乙二醇、1,2-丙二醇和甘油,
75、以及
76、所述酸选自有机的c2-c8一元羧酸,有机的c2-c8二元羧酸,有机的c2-c8三元羧酸,优选有机的c4-c8三元羧酸和无机酸,优选选自甲酸、乙酸、丙酸、乳酸、草酸、琥珀酸、丙二酸、磷酸、硫酸、硼酸和碳酸,
77、其中优选至少一种酯为碳酸丙烯酯或y-丁内酯,
78、-直至4重量%的颗粒状的、混合的金属氧化物,优选包含至少一种铝氧化物和至少一种锆氧化物,
79、-一种或多种表面活性物质,其选自:阴离子表面活性剂、非离子表面活性剂、阳离子表面活性剂和两性表面活性剂,其总量为0.001重量%-1重量%,
80、-一种或多种氧化的硼化合物,其总量为0.002重量%至1重量%,其中一种或至少一种氧化的硼化合物优选选自:硼酸盐、硼酸、硼酸酐、硅酸硼、磷酸硼和硼磷硅酸盐,特别优选选自:碱金属硼酸盐和碱土金属硼酸盐,其中氧化的硼化合物优选不含任何有机基团,
81、-一种或多种磷化合物,其总量为0.05重量%至1重量%,其中一种或至少一种磷化合物优选选自:有机磷酸盐和无机磷酸盐,优选选自:无机碱金属磷酸盐,
82、-一种或多种碳水化合物,其总量为0.01重量%至10重量%,其中一种或至少一种碳水化合物优选选自:低聚糖和多糖,优选选自:纤维素、淀粉和糊精,
83、-0.02重量%至5重量%的硫酸钡,
84、-一种或多种硅烷,其总量为0.1重量%至2重量%,
85、其中一种或至少一种硅烷优选选自:氨基硅烷、环氧硅烷、巯基硅烷、羟基硅烷和脲基硅烷,
86、-一种或多种锂化合物,其总量为0.01重量%至0.2重量%,其中一种或至少一种锂化合物优选选自:无定形的硅酸锂、氧化锂和氢氧化锂,
87、-颗粒状的氧化铝,优选为α相的氧化铝,和/或不具有层状硅酸盐结构的颗粒状的铝/硅混合氧化物,其总量为0.05重量%至4重量%,
88、其中所述百分比说明分别以模制料混合物的总量计。
89、相应优选的根据本发明的方法在自身的实验中已经证实为是特别有利的,因为借助其能够制造铸模和型芯,所述铸模和型芯具有特别好的崩解特性并且能够特别容易地再生,使得所获得的再生的模制基本料能够特别容易地又再用作为模制基本料,尤其又再在根据本发明的方法中使用。
90、石墨和/或硫化钼(iv)用作为润滑剂,进而改进模制料混合物的可加工性,所述石墨和/或硫化钼(iv)尤其在根据本发明的方法中简化将模制料混合物成型的步骤。令人惊讶的是,在模制料混合物中存在这些物质对所制造的模具和型芯的崩解特性不具有负面影响。已经证实的是,与硫化钼(iv)相比,石墨是优选的,因为在这种情况下,所制造的铸模和型芯的可再生性更高。
91、优选在模制料混合物中包含的另一组分是酯。所述酯是醇和酸在酯化反应中的反应产物,其中所述酯化反应不仅能够在分子间进行,而且能够在分子内进行,即在具有酸官能团和oh基团的单个分子中引起闭环。为醇和酸的分子内反应产物的酯的一个示例是γ-丁内酯。酯作为模制料混合物的组分是优选的,因为所述酯能够引起或促进模制料混合物的固化;相应的固化方法对于本领域技术人员而言也作为“酯方法”已知。
92、有利地,在自身的实验中已经证实的是,在根据本发明的方法中要提供或制备的模制料混合物还能够以给定的量包含一种或多种组分,其选自:颗粒状的、混合的金属氧化物,表面活性物质,氧化的硼化合物,磷化合物,碳水化合物,硫酸钡,硅烷,锂化合物和颗粒状的氧化铝(优选如上文作为优选提出的),而不会损害根据本发明的方法的优点,尤其是可借助根据本发明的方法制造的铸模和型芯的改进的崩解特性和提高的可再生性。这因此是尤其有利的,因为能够借助上文详述的组分使模制料混合物的加工特性和/或所制造的铸模和型芯的特性(例如铸模和型芯的强度或可制造的铸件的表面品质)匹配于相应的要求,而不丧失根据本发明的方法的优点。
93、能够将硫酸钡添加给模制料混合物,以便进一步改进所述铸件的表面品质,尤其在铸铝时如此。以模制料混合物的总量计,优选以0.05重量%至3.0重量%,特别优选以0.1重量%至2.0重量%的量来添加硫酸钡。
94、优选将硅烷添加给模制料混合物,以便提高模制基本料的可润湿性或模制料混合物的可流动性。
95、能够将优选α相的颗粒状的氧化铝和/或不具有层状硅酸盐结构的颗粒状的铝/硅混合氧化物和/或颗粒状的混合的金属氧化物添加给模制料混合物,以便进一步改进铸件的表面品质,尤其在铸钢和铸铁中如此,使得在将铸模从铸件移除之后,仅需要对铸件的表面进行小的后加工或者甚至完全不进行后加工。优选地,以模制料混合物的总量计,浓度位于0.1重量%和2.0重量%之间,特别优选位于0.1重量%和1.5重量%之间,尤其优选位于0.2重量%和1.2重量%之间。
96、磷化合物能够添加给模制料混合物,以便能够实现制造特别薄壁的铸模和型芯,所述铸型和型芯在金属铸造中使用时仍然具有高的强度和高的耐抗性。磷酸铝此外也能够用作为用于水玻璃粘合剂的固化剂。
97、表面活性物质,尤其表面活性剂能够添加给模制料混合物,以便改进模制料混合物的可流动性。这些化合物的适合的代表例如在wo 2009/056320(=us2010/0326620 a1)中描述。
98、氧化的硼化合物能够添加给模制料混合物,以便能够制造特别抗湿气的铸模和型芯。
99、碳水化合物能够添加给模制料混合物,以便能够制造特别牢固的具有高的存放稳定性的铸模和型芯。
100、锂化合物能够添加给模制料混合物,以便能够制造对湿气具有高耐抗性的特别存放稳定的铸模和型芯。
101、在自身的实验中,颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅的上文限定的优选的含量以及颗粒状的层状硅酸盐的总量被证实为是如下范围,在所述范围中,借助根据本发明的方法制造的铸模和型芯的改进的裂解特性和提高的可再生性的令人惊讶的效果尤其明显地示出。当模制料混合物以作为优选给出的量、优选以作为特别优选给出的量包含两种组分时,该效应特别显著。
102、这意味着:根据本发明的方法是非常优选的(优选如上文称为优选的),其中所述模制料混合物包含:
103、-0.3重量%至3重量%,优选0.57重量%至0.77重量%的颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,和
104、-一种或多种颗粒状的层状硅酸盐,其总量为0.1重量%至0.4重量%,优选为0.1重量%至0.3重量%,其中所述层状硅酸盐的总量的d90值小于45μm。
105、在考虑上文提及的优点的情况下,特别优选的是根据本发明的方法(优选如上文称为优选的),所述方法包括提供或制造模制料混合物,所述模制料混合物包含:
106、-模制基本料,
107、-包含水玻璃的溶液或分散体,
108、-一种或多种颗粒状的层状硅酸盐,其总量为0.1重量%至0.4重量%,优选0.1重量%至0.3重量%,其中层状硅酸盐的总量的d90值小于45μm,
109、-0.3重量%至3重量%,优选0.57重量%至0.77重量%的颗粒状、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,和
110、-0.01重量%至1重量%的石墨,
111、其中所述百分比说明分别以模制料混合物的总量计。
112、特别优选的还有根据本发明的方法(优选如上文称为优选的),所述方法包括提供或制造模制料混合物,所述模制料混合物包含:
113、-模制基本料,
114、-包含水玻璃的溶液或分散体,
115、-一种或多种颗粒状的层状硅酸盐,其总量为0.1重量%至0.4重量%,优选0.1重量%至0.3重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
116、-0.3重量%至3重量%,优选0.57重量%至0.77重量%的颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,
117、-0.01重量%至1重量%的石墨,以及
118、-一种或多种组分,其选自:颗粒状的、混合的金属氧化物,表面活性物质,氧化的硼化合物,磷化合物,碳水化合物,硫酸钡,硅烷,锂化合物和颗粒状的氧化铝(优选如上文称为优选的),
119、其中所述百分比说明分别以模制料混合物的总量计。
120、此外优选的是根据本发明的方法(优选如上文称为优选的),其中在模制料混合物中的水玻璃具有在1.6至4.0的范围中的、优选在1.8至2.5的范围中的摩尔模量sio2/m2o,其中m2o表示氧化锂、氧化钠和氧化钾的总量。
121、相应优选的根据本发明的方法是有利的,因为借助该方法能够制造特别牢固的铸模和型芯,所述铸模和型芯具有出色的崩解特性,其能够容易地再生。
122、在高于上文提出的水玻璃的摩尔模量的情况下,由模制料混合物制成的铸模或型芯的初始强度在一些情况下不足以,将其在金属铸造中,尤其是在铸钢、铸铁或黄铜铸造中使用。
123、在较低的摩尔模量的情况下,在浇铸过程中在一些情况下对由模制料混合物制造的铸模或型芯加载热量仅引起仍然相对高的残余强度,使得崩解特性比在借助优选的根据本发明的方法制造的铸模和型芯中有利性略小。在较高的m2o浓度下,即在较低的摩尔模量的情况下,此外显示出由模制料混合物制造的铸模和型芯的有利性略小的可再生性,尤其有利性略小的多次可再生性。后者表示:由已经包含再生的模制基本料的模制料混合物制成的铸模或型芯的可再生性在这种情况下降低。这种与根据本发明的优选的方法相比较差的特性在此可能与在再生的模制基本料中的碱金属氧化物的富集有关。
124、优选的是本发明的方法(优选如上文称为优选的),其中模制基本料包含石英砂,以模制基本料的总量计,优选至少50重量%,特别优选至少80重量%的石英砂。
125、根据本发明的相应优选的方法在实践中被证实为是特别有利的,因为在使用石英砂作为铸模基本材料时显示出特别好的崩解,进而显示出可由所述模制料混合物制造的铸模和型芯的良好的可再生性,使得所述模制基本料在技术上是优选的。对此的原因可能在于,由二氧化硅构成的石英砂显示出与用作为粘合料的、同样硅基的水玻璃以及颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅的特别高的化学相容性。通过这些尤其包含硅和氧的组分的组合,几乎没有杂质积聚,即例如没有其它元素的氧化物能够积聚在再生的模制基本料中。
126、除了所使用的石英砂以外也还包含少量的固化的水玻璃和颗粒状的、无定形的二氧化硅的,优选热解的、颗粒状的、无定形的二氧化硅的残留物的再生的模制基本料不会由所述组分化学污染或者仅不显著地污染,因为所述组分具有相同的或至少极其类似的化学组成。与此相反,不同于石英砂的模制基本料借助每次再生过程被尤其少量的二氧化硅污染,使得模制基本料的特性和化学组成与非再生的模制基本料相比发生变化。
127、优选的是根据本发明的方法(优选如上文称为优选的),其中所述模制料混合物的固化
128、-通过加热已成型的模制料混合物来促进或引起,优选通过在已加热的成型工具中进行加热,优选在温度在100℃至300℃的范围中的已加热的成型工具中,和/或通过用热空气进行气体处理,其中优选通过加热和/或空气处理至少在成型的模制料混合物的一些区域中设定在120℃
129、至180℃的范围中的温度,
130、-通过酯的皂化来促进或引起,其中优选至少一种酯选自:醇和酸的分子内或分子间反应产物,其中
131、所述醇选自:c1-c8一元醇,c1-c8二元醇,优选c2-c8二元醇,和c1-c8三元醇,优选c3-c8三元醇,优选选自:乙二醇、1,2-丙二醇和甘油,
132、以及
133、所述酸选自有机的c2-c8一元羧酸,有机的c2-c8二元羧酸,有机的c2-c8三元羧酸,优选有机的c4-c8三元羧酸和无机酸,优选选自甲酸、乙酸、丙酸、乳酸、草酸、琥珀酸、丙二酸、磷酸、硫酸、硼酸和碳酸,
134、其中优选至少一种酯为碳酸丙烯酯或y-丁内酯,
135、或者
136、-通过借助气体或气体混合物对成型的模制料混合物的气体处理促进或引起,所述气体或气体混合物包含少于1摩尔%的co2。
137、相应优选的根据本发明的方法能够特别容易地、可靠地以及在使用已建立的方法的情况下执行,并且此外能够实现制造具有更特别有利的崩解特性和更特别有利的可再生性的铸模和型芯。
138、模制料混合物的固化能够通过加热成型的模制料混合物来至促进或引起,因为通过提高的温度以及必要时通过热的空气流,将水从模制料混合物中去除。因为水是水玻璃的链接反应的产物之一,因此根据le chatelier原理,该链接反应的化学平衡移动到冷凝的水玻璃的一侧上,即固化的水玻璃的一侧上,使得促进或引起模制料混合物的固化。
139、模制料混合物的固化也能够通过酯的皂化来促进或引起。通过皂化反应同样从化学平衡中除去水玻璃的缩合反应的副产物,所述化学平衡因此根据le chatelier原理朝向冷凝的水玻璃,即固化的水玻璃的方向移动。
140、此外,存在于模制料混合物中的水或在水玻璃冷凝时产生的水也能够通过用气体或气体混合物对成型的模制料混合物进行气体处理来排出,由此如上所述对固化进行促进或引起固化。然而,在这种情况下要注意的是,所使用的气体或气体混合物含有少于1摩尔%的co2,即所述固化不根据co2方法进行,而是以根据本发明的方式进行。
141、根据本发明的优选的方法的优点是,借助所述方法能够以特别有效的方式促进或引起模制料混合物的固化,而不会降低借助该方法制造的铸模和型芯的崩解特性和尤其可再生性。与使用co2方法来固化所述模制料混合物的方法相比,根据本发明的方法的优点特别明显地显示出来。通过借助co2方法来固化模制料混合物来制造的这种铸模和型芯示出显著更差的可再生性,这推断地由于在固化过程中形成碱金属碳酸盐而引起,这随后使得有利的再生的模制基本料的,即又再能够在制造铸模和型芯时使用的再生的模制基本料的回收变得不可能或者明显加难。
142、换言之,优选的还有根据本发明的方法(优选如上文称为优选的),其中模制料混合物的固化
143、-不通过利用气体处理设备借助气体或气体混合物对成型的模制料混合物的气体处理来促进或引起,所述气体或气体混合物包含大于1摩尔%的co2,
144、和/或
145、-不通过co2方法促进或引起。
146、优选的是根据本发明的方法(优选如上文称为优选的),其中将所制造的铸模或所制造的型芯至少在一些区域中暂时加热到>900℃的温度,使得随后简化崩解,其中优选加热到<1600℃的温度,特别优选加热到在900℃至1600℃之间的范围中的温度。
147、相应的根据本发明的方法是优选的,因为能够借助根据本发明的方法制造的模具和型芯的改进的崩解特性在如下情况下特别明显地显示出来:将所述模具和型芯在浇铸过程中至少在一些区域中暂时加热到>900°的温度,其中所述温度优选小于1600℃。这表示:将所制造的铸模或型芯优选至少在一些区域中暂时加热到在位于900℃至1600℃之间的范围中的温度。
148、即使本发明的技术效果也在所给出的温度范围之外显示出来,所给出的温度范围仍是优选的,因为如果铸模和型芯在制造过程期间不至少在一些区域中暂时加热到>900°的温度,那么铸模和型芯的崩解特性在实践中有时终归被视为是问题较少的,因为在较低的温度下以较小的程度出现烧结或在铸模或型芯中构成熔融物相,所述熔融物相通常被视为对于不利的崩解特性的(共同)原因。在高于1600℃的温度下,所述温度在铸造实践中仅具有较小的意义,有时同样能够观察到:铸模和型芯的崩解的问题较少,使得崩解特性的绝对改进较少发生。因此,在所给出的温度范围内,根据本发明的方法的优点特别明显。
149、对此的原因是:根据本发明的方法的关于在>900℃的温度下的崩解的改进的优点是特别明显的,推测地通过在模制料混合物中的热诱导过程来解释,所述热诱导过程在相应的温度下进行。
150、借助根据本发明的方法制造的铸模或型芯通常通过在浇铸时与金属熔融物的接触而暂时加热到在上文中说明的温度(>900℃;<1600℃)。因此,优选的是根据本发明的方法(优选如上文称为优选的),其中通过在浇铸过程中与金属熔融物接触,所制造的铸模或所制造的型芯至少在一些区域中暂时地加热至>900℃的温度,使得随后简化崩解,其中优选加热至<1600℃的温度,特别优选加热至在900℃至1600℃之间的范围中的温度。
151、用金属熔融物加热铸模或型芯的前提条件是:金属熔融物的温度足够高。在相应高的温度下加工的典型的金属熔融物是由铁、铁合金、钢、钢合金、黄铜或黄铜合金构成的金属熔融物。
152、相应优选的是根据本发明的方法(优选如上文称为优选的),其中使用金属熔融物,所述金属熔融物由铁、铁合金、钢、钢合金、黄铜或黄铜合金构成。
153、相应优选的根据本发明的方法尤其因此是有利的,因为使用给出的金属熔融物在实践中至今为止经常引起所使用的铸模或型芯的特别差的崩解特性,尤其在使用包含水玻璃的模制料混合物的情况下如此,使得在这些情况下,根据本发明的方法引起崩解特性的特别大的绝对改进,并且在一些情况下,在该铸造过程中使用水玻璃粘合的铸模和型芯总的来说才有意义。
154、优选的是根据本发明的方法(优选如上文称为优选的),其中固化的、成型的模制料混合物完全地或部分地设有耐火涂料组合物的覆层,其中包含在耐火涂料组合物中的固体颗粒的总量的d90值优选小于200μm,其中耐火涂料组合物优选为水基耐火涂料或醇基耐火涂料,特别优选为水基耐火涂料。
155、相应的根据本发明的方法是优选的,因为在铸铁时使用铸模和型芯通常要求:所述铸型或型芯完全地或至少部分地设有耐火涂料组合物的覆层。有利地,能够借助根据本发明的方法制造相应的经涂层的铸模和型芯,而不会因此以显著的方式对与本发明有关的效应和优点产生负面影响。
156、耐火涂料是细粒的、耐火的直至高度耐火的无机材料在例如为水或醇等的载液中的悬浮液。在第一情况下,本领域技术人员谈及水基耐火涂料,而其在第二种情况下谈及醇基耐火涂料。通过适当的涂覆方法,例如喷涂、浸涂、流动涂布或刷涂,将耐火涂料涂覆到铸模或型芯上并且在该处干燥,使得产生具有耐火涂料组合物的覆层。
157、有利的是,借助根据本发明的方法制造的、仍未涂层的铸模和型芯相对于水和空气湿气是特别耐抗性的,使得为了包覆所述铸模和型芯也能够使用水基耐火涂料,而不会丧失铸模和型芯的有利的基本强度和良好的崩解特性。水基耐火涂料的使用是特别有利的,因为所述水基耐火涂料与醇基耐火涂料相比是更加环境相容的,并且引起在排放时的更小的工作空间负荷。
158、考虑到模具和型芯的可再生性,对于特定的应用而言对模具和型芯涂层的必要性通常被认为是不利的,因为耐火涂料在其物质组成方面与固化的模制料混合物不同,但是在铸模或型芯的崩解之后仅可以困难地从其再次分离,使得再生的模制基本料会受到耐火涂料组合物的组分的污染。模制基本料越频繁地再生,这种效应就越明显。
159、已经证实的是,当包含在耐火涂料组合物中的固体颗粒的总量的d90值小于200μm时,在根据本发明的方法中制造的经涂层的铸模和型芯的可再生性得到改进。已经证实的是,尤其粒度>200μm的模制基本料,如其通常存在于按照根据本发明的方法制造的“经涂层的”铸模和型芯中,在再生期间能够尤其简单地与耐火涂料组合物的组分分离,其中能够有利地使用相同的分离方法,所述分离方法也用于将用于制造的模制料混合物的另外的组分、尤其是所使用的颗粒状的层状硅酸盐与要再生的模制基本料分离。优选地,耐火涂料组合物的组分的分离通过物理分离进行,特别优选通过物理粉尘分离进行。
160、优选的是根据本发明的方法(优选如上文称为优选的),为了由制成的铸模或制成的型芯在加热后制备再生的模制基本料,该方法具有下述附加步骤:
161、-机械作用到所制造的铸模或所制造的型芯上,使得铸模或型芯崩解,
162、-由崩解的铸模或崩解的型芯制备再生的模制基本料,优选包括粉尘的分离和移除,其中所述分离优选包括物理分离。
163、相应的优选的根据本发明的方法是有利的,因为借助该方法以特别简单的方式并且以易于自动化的方法由所制造的铸模或所制造的型芯来制备再生的模制基本料。
164、当制备再生的模制基本料包括粉尘的分离和移除时,才获得具有特别有利的质量、即特别好地适合于在用于制造铸模和型芯的方法中重新使用的再生的模制基本料。术语“粉尘”在此表示直径<200μm的所有颗粒。这意味着,尤其分离在根据本发明在模制料混合物中使用的颗粒状的层状硅酸盐的馏分,但是必要时也还分离粒径<200μm的包含在粉尘中的其它组分,例如耐火涂料组合物的固体颗粒。
165、粉尘的分离和移除优选包括粉尘的物理分离。这例如能够通过洗去粉尘进行。然而,特别优选的是,通过吹风分离进行物理分离,即将粉尘与气体流中的其它组分分离。相应的方法是优选的,因为吹风分离能够特别容易地集成到模制基本料再循环系统中并且引起粉尘的尤其彻底的分离。也有利的是,所获得的再生的模制基本料不受该方法污染,并且例如不需要干燥步骤。
166、优选的是根据本发明的方法(优选如上文称为优选的),其中所提供或制备的模制料混合物含有再生的模制基本料的份额,所述模制基本料根据上文称为优选的方法制备。
167、相应优选的根据本发明的方法因此是特别有利的,因为对于这样的制造的铸模和型芯也令人惊讶地显示出良好的强度和出色的崩解特性,其中按照根据本发明的方法提供或制备的模制料混合物已经含有一定份额的以根据本发明的方式再生的模制基本料。在从现有技术中已知的其它方法中,在某些情况下,再生的模制基本料的使用被认为是不利的,并且如果应利用使用再生的模制基本料在生态和经济方面的优势,那么必须承受在铸模和型芯的强度和崩解特性方面的损失。
168、尤其,优选的根据本发明的方法具有下述优点:与从现有技术中已知的方法相比,通过使用再生的模制基本料,所制造的铸模和型芯的可再生性没有或者仅稍微受到损害,使得根据本发明的方法能够特别容易地构造为,使得其包括模制基本料循环,即模制基本料再循环系统。这意味着,随着每次再利用加剧的模制基本料的质量劣化以有利的方式是特别小的。尤其,借助根据本发明的方法能够有利地获得再生的模制基本料,其化学组成特别类似于相应的未使用的模制基本料的化学组成。
169、优选的是根据本发明的方法(优选如上文称为优选的),
170、其中所述模制料混合物的成型和/或所述模制料混合物的固化借助于3d打印机进行,
171、和/或
172、其中所述模制料混合物的成型在3d打印方法中进行,并且所述模制料混合物的固化在3d打印过程期间和/或在3d打印过程之后进行。
173、相应的优选的根据本发明的方法是有利的,因为借助于3d打印机和/或在3d打印方法中制造铸模和型芯允许生产下述铸模和型芯,所述铸模和型芯具有复杂的几何形状并且在此具有特别均匀的结构构造和组分在已成型的模制料混合物中的特别均匀的分布。
174、借助相应的优选的根据本发明的方法制造的铸模和型芯有利地在成型的和/或固化的模制料混合物中不显示出或仅显示出轻微的不均匀性或浓度梯度,这可能引起不期望的结块或引起局部降低的崩解特性。
175、因此,相应的铸模和型芯的崩解特性与其几何形状的复杂性无关地是特别均匀的、保持不变的和可复现的,由此在制造铸模和型芯时有利地实现高的工艺可靠性。
176、此外,相应的铸模和型芯的可再生性特别高,因为所述铸模和型芯由于其均匀的组成在轻微的机械负荷下已经能得出特别细粒的崩解产物,所述崩解产物具有非常低份额的成团的模制基本料颗粒,所述成团的模制基本料颗粒否则例如由于粘合剂的局部特别高的浓度或水玻璃的局部特别低的摩尔模量形成。
177、本发明还涉及一种用于与包含水玻璃的溶液或分散体组合的混合物,用于制造铸模和/或型芯,所述混合物包含:
178、-10重量%至98重量%的颗粒状的、无定形的二氧化硅,优选为热解的、颗粒状的、无定形的二氧化硅,
179、-0重量%至15重量%的石墨,
180、-一种或多种颗粒状的、混合的金属氧化物,其分别包含至少一种铝氧化物和/或至少一种锆氧化物,其总量为0重量%至80重量%,
181、以及为了简化铸模或型芯的崩解和/或提高可再生性,
182、-一种或多种颗粒状的层状硅酸盐,其总量为2重量%至80重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
183、其中所述百分比说明以混合物的总量计。
184、相应的混合物是有利的,因为按照根据本发明的方法要制备或提供的模制料混合物能够通过将根据本发明的混合物与包含水玻璃的溶液或分散体以及模制基本料组合来特别简单地制备。令人惊讶的是,相应的根据本发明的混合物也是特别存放稳定的。
185、优选的是如下根据本发明的混合物,包含:
186、-25重量%至95重量%,优选40重量%至95重量%的颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,
187、-1.5重量%至12.5重量%,优选1.5重量%至6重量%的石墨,
188、-一种或多种颗粒状的、经混合的金属氧化物,其分别包含至少一种铝氧化物和/或至少一种锆氧化物,其总量为0重量%至65.5重量%,优选为0%至45%重量,
189、-一种或多种颗粒状的层状硅酸盐,其总量为5重量%至50重量%,优选为15重量%至50重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
190、其中所述百分比说明以混合物的总量计。
191、这种优选的根据本发明的混合物是有利的,因为混合物的可流动性及其可加工性特别高。相应的根据本发明的混合物能够尤其在连续运行的设施中特别容易地通过管道运输。
192、优选的是,根据本发明的混合物(优选如上文称为优选的)附加地包含一种或多种化合物,所述化合物选自:表面活性物质、氧化的硼化合物、磷化合物、碳水化合物、硅烷、锂化合物、颗粒状的氧化铝、不具有层状硅酸盐结构的颗粒状的铝/硅混合氧化物和硫酸钡,
193、其中所述表面活性物质优选选自:阴离子表面活性剂、非离子表面活性剂、阳离子表面活性剂、两性表面活性剂及其混合物,
194、其中所述氧化的硼化合物优选选自:硼酸盐、硼酸、硼酸酐、硼硅酸盐、硼磷酸盐、硼磷硅酸盐及其混合物,
195、其中所述磷化合物优选选自:有机磷酸盐、无机磷酸盐及其混合物,
196、其中所述碳水化合物优选选自:低聚糖、多糖及其混合物,优选选自:纤维素、淀粉、糊精及其混合物,
197、其中所述硅烷优选选自:氨基硅烷、环氧硅烷、巯基硅烷、羟基硅烷、脲基硅烷及其混合物,
198、其中所述锂化合物优选选自:无定形的硅酸锂、氧化锂、氢氧化锂及其混合物。
199、相应的优选的根据本发明的混合物是有利的,因为借助所述混合物能够特别容易地制备用于根据本发明的方法的优选的根据本发明的模制材料化合物,并且所列举的化合物的存在对混合物的耐久性和可加工性不产生不利的影响。就此而言,关于根据本发明要使用的模制料混合物的优选的组分以及关于其相应的优点的上述实施方案在必要修正后能够相应地适用。
200、就此而言尤其有利的是,在使用相应的混合物时不需要单独地存放和处理各个组分,而是能够将所述组分以单一组分的形式,即作为优选的根据本发明的混合物掺入根据本发明的要制备的模制料混合物中。
201、优选的是根据本发明的混合物(优选如上文称为优选的),其中所述混合物是固体混合物或由两相或更多相构成的分散体。
202、在此特别优选的是根据本发明的混合物(优选如上文称为优选的),其中所述混合物是由两相或更多相构成的分散体。
203、在相应的根据本发明的混合物中,至少一个相是液相。由此能够有利地影响相应优选的根据本发明的混合物的加工特性,因为所述混合物能够借助于泵系统特别容易地通过管道引导,进而特别对于大型且可能连续运行的设施是有利的。此外,相应的混合物关于工作安全性和工作健康是特别有利的,因为相应的混合物不扬尘进而在加工时在工作空间不会引起细微和超细粉尘负荷,使得能够有利地最小化呼吸道疾病的风险。
204、此外,能够将相应的优选的根据本发明的混合物特别容易地、快速地和完全地与在根据本发明的方法中要使用的模制料混合物的其它组分混合,使得获得不具有浓度梯度的特别均匀的模制料混合物。特别有利的是,在使用相应的混合物时,模制料混合物的水溶性组分已经能够以溶解的形式掺入,由此避免了由于缓慢的和/或不完全的溶解引起的在模制料混合物中的局部的浓度梯度。
205、本发明此外涉及一种多组分粘合剂体系,所述多组分粘合剂体系包含在空间上单独存在的或彼此混合的组分,
206、(a)根据本发明的混合物如上定义,优选如上称为优选的,
207、(b)溶液或分散体,其包含:
208、水玻璃,优选具有在1.6至4.0的范围中,优选在1.8至2.5的范围中的摩尔模量sio2/m2o,其中m2o表示氧化锂、氧化钠和氧化钾的总量。
209、相应的根据本发明的多组分粘合剂体系是有利的,因为借助所述多组分粘合剂体系能够特别容易地制备要在根据本发明的方法中制备的模制料混合物,尤其还有优选的模制料混合物。就此而言,关于根据本发明要使用的模制料混合物的优选组分及其相应的优点的上述实施方案在必要修改后能够相应地适用。在通过最终消费者使用时,即在应用根据本发明的方法的铸造厂中,相应的多组分粘合剂体系是特别有利的,因为能够特别容易地以及可靠地处理和加工成要在根据本发明的方法中使用的模制料混合物,并且在此特别不易产生误差,例如在配量时。优选地,根据本发明的多组分粘合剂体系出于该原因包含作为彼此混合的组分的组分,由此将在最终用户处对误差的敏感性进一步最小化。
210、优选的是根据本发明的多组分粘合剂体系(优选如上文称为优选的),其在组分(b)和/或另外的组分(c)中包含一种或多种化合物,所述化合物选自:表面活性物质、氧化的硼化合物、磷化合物、碳水化合物、硅烷和锂化合物,
211、其中所述表面活性物质优选选自:阴离子表面活性剂、非离子表面活性剂、阳离子表面活性剂、两性表面活性剂及其混合物,
212、其中所述氧化的硼化合物优选选自:硼酸盐、硼酸、硼酸酐、硼硅酸盐、硼磷酸盐、硼磷硅酸盐及其混合物,特别优选选自:碱金属和碱土金属硼酸盐,其中优选氧化的硼化合物不包含有机基团,
213、其中所述磷化合物优选选自:有机磷酸盐、无机磷酸盐及其混合物,
214、优选选自无机碱金属磷酸盐,
215、其中所述碳水化合物优选选自:低聚糖、多糖及其混合物,优选选自:纤维素、淀粉和糊精,
216、其中所述硅烷优选选自:氨基硅烷,环氧硅烷,巯基硅烷,羟基硅烷,脲基硅烷及其混合物,
217、其中所述锂化合物优选选自:无定形的硅酸锂、氧化锂、氢氧化锂及其混合物。
218、相应优选的根据本发明的多组分粘合剂体系是有利的,因为借助所述多组分粘合剂体系能够以特别不复杂和可靠的方式获得优选的模制料混合物或用于优选的根据本发明的方法的模制料混合物。就此而言,关于根据本发明要使用的模制料混合物的优选的组分及其相应的优点的上述实施方案在必要修改后能够相应地适用。
219、本发明还涉及一种模制料混合物,其包含:
220、-如上文限定的至少组分(a)和(b)
221、以及
222、-作为组分(d)的耐火的模制基本料。
223、相应的根据本发明的模制料混合物是优选的,因为所述模制料混合物能够直接地并且无需另外的加工步骤在根据本发明的方法中使用,并且能够被加工成具有出色的崩解特性和非常好的可再生性的铸模和型芯。
224、优选的是根据本发明的模制料混合物(优选如上文称为优选的),其包含:
225、再生的模制基本料作为耐火的模制基本料或作为耐火的模制基本料的组分,其中所述再生的模制基本料优选能够通过根据本发明的方法制备。
226、出于耐久性、保护资源和避免废弃物的原因以及从经济的角度来看,相应的优选的根据本发明的模制料混合物是有利的。
227、可通过根据本发明的方法制备再生的模制基本料的特别优选的设计方案是特别有利的,因为借助相应的再生的模制基本料,即使在由制成的铸模和型芯多次再生模制基本料的情况下,即即使在使用模制基本料再循环系统的情况下,也能够实现根据本发明的方法的优点。
228、优选的是根据本发明的模制料混合物(优选如上文称为优选的),其中
229、-水玻璃具有在1.6至4.0的范围中,优选在1.8至2.5的范围中的摩尔模量sio2/m2o,其中m2o表示氧化锂、氧化钠和氧化钾的总量,和/或
230、-以模制基本料的总量计,所使用的模制基本料包含石英砂,优选至少50重量%,尤其优选至少80重量%的石英砂。
231、相应的根据本发明的模制料混合物是优选的,因为所述模制料混合物能够直接地且无需另外的加工步骤在优选的根据本发明的方法中使用。就此而言,关于根据本发明要使用的模制料混合物的优选的组分及其相应的优点的上述实施方案在必要修改后能够相应地适用。
232、本发明此外涉及一种模制基本料混合物,其包含:
233、(x)0重量%至99重量%,优选0重量%至90重量%的新型模制基本料,
234、和
235、(y)1重量%至100重量%,优选10重量%至100重量%的再生的模制基本料,
236、其中所述百分比说明分别以模制基本料混合物的总量计,
237、和
238、其中所述再生的模制基本料(y)
239、-可通过根据本发明的方法制备。
240、相应的根据本发明的模制基本料混合物是有利的,因为所述模制基本料混合物能够在根据本发明的模制料混合物中以及在根据本发明的方法中作为模制基本料使用,并且在此包含至少1重量%,优选至少50重量%,特别优选至少70重量%的再生的模制基本料,这从上述生态和经济的角度是有利的。
241、借助相应的根据本发明的模制基本料混合物,能够在根据本发明的方法中制造铸模和型芯,所述铸模和型芯具有非常好的崩解特性和再次高的可再生性。在这种情况下,所述铸模和型芯由根据本发明至少部分地已经由再生的模制基本料构成的模制基本料制成的这一事实有利地对所制造的铸模和型芯的强度、崩解特性和可再生性不产生影响或仅产生轻微影响。
242、本发明还涉及一种铸模或型芯,
243、-可通过如上文定义的根据本发明的方法制造,
244、和/或
245、-包含如上文定义的根据本发明的混合物,
246、和/或
247、-包含如上文定义的根据本发明的固化的多组分粘合剂体系,
248、和/或
249、-包含如上文定义的根据本发明的模制料混合物,
250、和/或
251、-包含如上文定义的根据本发明的模制基本料混合物。
252、如上文对于根据本发明的方法所阐述的相应的根据本发明的铸模或型芯具有良好的强度和特别有利的崩解特性以及高的可再生性。就此而言,关于根据本发明要使用的模制料混合物的优选的组分及其相应的优点的上述实施方案在必要修改后能够相应地适用。
253、本发明还涉及一定量的d90值小于45μm的颗粒状的层状硅酸盐或如上文定义的根据本发明的混合物作为添加剂的应用,所述添加剂用于制备或用于包含水玻璃和颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅的模制料混合物,所述模制料混合物通过模制料混合物的组分彼此间的化学反应而固化,
254、在制造铸模或型芯时,
255、用于简化铸模或型芯的崩解和/或提高可再生性。就此而言,关于优选的根据本发明的混合物及其相应的优点的上述实施方案在必要修改后也可相应地适用。通过根据本发明的应用,如上文对于根据本发明的方法所阐述的,能够获得下述铸模和型芯,所述铸模和型芯具有良好的强度和特别有利的崩解特性以及高的可再生性。
256、优选的是根据本发明的应用(优选如上文称为优选的),其中
257、-所述水玻璃具有在1.6至4.0的范围中,特别优选在1.8至2.5的范围中的摩尔模量sio2/m2o,其中m2o表示氧化锂、氧化钠和氧化钾的总量,
258、和/或
259、-在制造铸型或型芯时使用的所述模制基本料包含石英砂,以模制基本料的总量计,优选为至少50重量%,特别优选为至少80重量%的石英砂,
260、和/或
261、-在制造铸模或型芯时,所述模制料混合物的固化
262、-通过加热成型的模制料混合物促进或引起,优选通过在加热的成型工具中进行加热和/或通过用热空气进行空气处理,其中优选通过至少在成型的模制料混合物的一些区域内加热来设定在120℃至180℃的范围中的温度,
263、-通过酯的皂化促进或引起,其中酯优选选自:乙二醇二乙酸酯,二醋精,甘油三醋精,碳酸丙烯酯和y-丁内酯,
264、或者
265、-通过用气体对成型的模制料混合物的气体处理来促进或引起,所述气体含有少于1摩尔%的co2。
266、相应的优选的根据本发明的应用是有利的,因为在相应的应用中,如上文对于根据本发明的方法所阐述的,特别明显地显示出所制造的铸模和型芯的崩解特性的令人惊讶的改进以及可再生性的改进。关于根据本发明的应用的在此被称为优选的设计方案的优点,关于优选的方法及其相应的优点的上述实施方案在必要修改后相应地适用。
267、实例:
268、下面借助实例详细描述本发明。
269、实例v1-v5和e1-e5:
270、1.组成和样品制备:
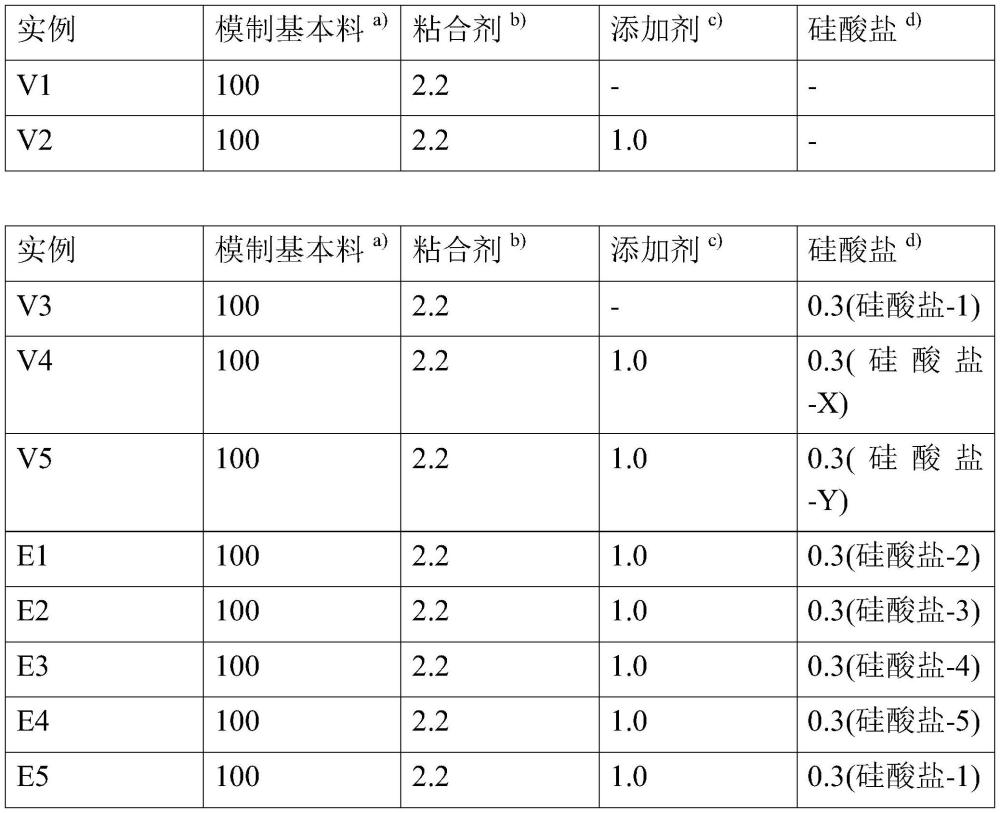
271、首先,研究借助根据本发明的方法由根据本发明的模制料混合物(e1至e5)制造的总计5个根据本发明的型芯,以及五个非根据本发明的对比实例(v1至v5)。在表格1中总结了用于制造相应的型芯的相应的模制料混合物的组成。
272、表格1:所使用的模制料混合物的组成。所有值以重量份给出。
273、
274、a)分别使用grudzen las公司的石英砂(粗铸硅砂(coarse foundry silicasand)1k 0.20/0.315/0.40)作为模制基本料。
275、b)分别使用碱性水玻璃作为粘合剂,所述碱性水玻璃具有1.95的摩尔模量sio2:m2o(m2o=na2o和li2o的总量)和35重量%的固体含量。
276、c)分别使用下述混合物作为添加剂,所述混合物由95.625重量份的热解的、颗粒状的、无定形的二氧化硅(cas rn 69012-64-2)和4.375重量份的石墨构成。
277、d)作为硅酸盐在根据表格1的实例中使用:
278、硅酸盐-1:d90值<45μm的热解的、颗粒状的层状硅酸盐(来自werba-chem有限责任公司,商品名为mk-i);
279、硅酸盐-2:d90值<45μm的天然的颗粒状的层状硅酸盐(埃洛石)(来自osthoffomega group,商品名为埃洛石jm1矿物颜料);
280、硅酸盐-3:d90值<45μm的合成的颗粒状的层状硅酸盐(来自byk additives&instruments有限责任公司,商品名为rds);
281、硅酸盐-4:d90值<45μm的热活化的颗粒状的层状硅酸盐(偏高岭土)
282、(来自basf se,商品名为);
283、硅酸盐-5:d90值<45μm的天然的颗粒状的层状硅酸盐(蒙脱石)(来自alfa aesar/thermo fischer(kandel)有限责任公司,商品名为蒙脱石k10)。
284、硅酸盐-x:d90值<45μm的天然的岛状硅酸盐(红柱石)(来自eggerdingb.v.industrial minerals,商品名为红柱石200目);(备注:不是颗粒状的层状硅酸盐)
285、硅酸盐-y:d90值>45μm的天然的层状硅酸盐(蒙脱石)(来自damolin有限责任公司,商品名为sorbixus premium(0.3-0.7mm))。(备注:
286、d90值不小于45μm)
287、如在1974年3月的vdg-数据表m11中所公开的,借助于用于制造弯曲杆的可加热的成型工具,由在表格1中给出的模制料混合物通过注射来制造试样。一方面,制造尺寸为22.4mm×22.4mm×165mm的弯曲杆,所述弯曲杆为后续的对弯曲强度的研究奠定了基础,以及另一方面制造高度为50mm和直径为50mm的柱状试样,所述柱状试样在确定崩解特性时使用。
288、为此,将在表格1中列出的组分分别在实验室叶片式搅拌机(multiserw公司)中混合。为此,首先装入石英砂,并且将粉末状的添加剂以及必要时硅酸盐混入。然后添加粘合剂。随后将混合物搅拌总计两分钟。将模制料混合物分别借助于压缩空气(4bar)引入到成型工具中,其芯箱温度为180℃。注射时间为3s,然后紧随有硬化时间30s(延迟时间为3s)。为了加速混合物的固化,在30s硬化时间期间,引导热空气(气体处理压力为2bar,气体处理温度和气体处理软管温度为150℃)通过成型工具。
289、2.确定弯曲强度:
290、为了确定弯曲强度,将所制造的测试棒置入配备有三点式弯曲设备(multiserw公司)的georg fischer强度测试仪中,并且测量引起测试棒断裂的力。在从成型工具中取出1小时后测量弯曲强度(所谓的冷强度)。将所获得的测量值在表格2中在“弯曲强度”条目下作为3次测量的中值给出。
291、3.研究崩解特性:
292、为了研究崩解特性,将高度为50mm和直径为50mm的柱形试样在马弗炉(nabertherm公司)中在900℃的温度下热加载10分钟。在将样品从马弗炉中取出之后并且在冷却至室温之后,将试样安置在网眼宽度为1.40mm的振动筛上(筛安置在multiserw公司的振荡振动器lpze-3e上),并且然后以尽可能大的幅度(设备最大可能的设定的100%)振动60s。分别借助于秤来确定在筛上的残留物的量和在收集盘中的粉碎量(崩解份额)的量。崩解份额的重量与两种份额的总量的商被称为筛通量,并且在表格2中在“筛通量”条目下作为各4次测量的平均值给出。在筛通量的高的值中尤其示出改进的崩解特性。
293、4.确定再生的模制基本料的质量:
294、当在再生的模制基本料中的水溶性盐和氧化物,尤其是水溶性碱金属盐和碱金属氧化物的浓度特别低时,再生的模制基本料的质量及其在制造具有良好的崩解特性的水玻璃粘合的铸模和型芯时使用的适用性尤其被认为是良好的。该特性能够借助于电导率测量来检查。
295、4.1对于每次测量,首先,为了制备初始溶液,将100ml的超纯水引入到烧杯中并且添加0.05ml的1m kcl溶液。用mettler toledo公司的ph/电导率仪sevenmulti确定所获得的初始溶液的电导率;所述电导率对应于空白值。
296、4.2为了制造再生的模制基本料,分别将尺寸为22.4mm×22.4mm×165mm的相应的弯曲杆在马弗炉(nabertherm公司)中在900℃的温度下热负载5分钟。在从马弗炉中取出试样之后并且在冷却至室温之后,通过手动的机械作用将试样置于可自由流动状态。50g的分别制造的再生的模制基本料在未进一步处理的情况下引入到具有初始溶液(参见上文4.1)的烧杯中,然后将所述烧杯用钟壳玻璃覆盖。将所获得的悬浮液在热板上加热至100℃,在该温度下放置5分钟,并且随后将其冷却至室温。通过过滤分离出悬浮液的固体份额,并且如上文在4.1中所述的那样确定所获得的滤液的电导率。在表格2中,在“电导率”条目下,给出如下值,所述值作为用于在确定的电导率和各之前确定的空白值之间的差的各4次测量的平均值得出。
297、4.3再生的模制基本料的质量也能够通过确定酸需求来评估(对此参见1999年10月的vdg-数据表第26页)。根据1999年10月的vdg-数据表第26页的规定为所选择的样品确定酸需求,其中在此使用的再生的模制基本料如在4.2中阐述的那样制备。在表格2中在“酸需求”条目下给出下述值,所述值作为各4次测量的平均值得出。
298、4.4测量值和结论:
299、表格2:测量值
300、
301、4.4.1从表格中可见,借助根据本发明的方法能够获得具有良好的弯曲强度的铸模和型芯。
302、4.4.2表格2清楚地示出,对于借助根据本发明的方法制造的所有实例,测得95%至100%的出色的筛通量(作为崩解特性的量值),所述筛通量全部明显高于对于对比实例确定的8%至76%筛通量。
303、在此尤其示出,仅使用颗粒状的层状硅酸盐(实例v3,不存在(热解的)颗粒状的、无定形的二氧化硅)和仅使用(热解的)、颗粒状的、无定形的二氧化硅(实例v2,不存在颗粒状的层状硅酸盐)都未如根据本发明的组合物(示例e1至e5)那样引起筛通量的显著提高。在根据本发明的实例中存在协同作用,该协同作用通过如下方式变得特别清楚:实例v2和v3的组合的筛通量也仅为77%,进而显著低于对实例e1至e5确定的最低值。
304、此外,实例e1至e5与实例v4的对比清楚地示出,仅对颗粒状的层状硅酸盐得出有利的技术效果,并且例如使用岛状硅酸盐如红柱石(硅酸盐x)引起显著更差的筛通量。
305、此外,实例e4与实例v5的具体对比示出,仅对具有根据本发明的d90值的颗粒状的层状硅酸盐得出技术效果,而化学相同的层状硅酸盐(在实例v5中的硅酸盐y)的粗粒的实施方案造成明显更差的筛通量。
306、此外清楚可见的是,对于所检查的所有颗粒状硅酸盐(实例e1至e5),都示出改进的筛通量的技术效果,而无需关注在所使用的颗粒状的硅酸盐之间存在的化学差异。
307、4.4.3得到的再生的模制基本料的品质还能够借助于电导率值来评估,其中低的电导率是有利的。
308、表格2清楚地示出,对于所有借助根据本发明的方法制造的实例,已测得790至1420μs/cm的低的电导率,这些电导率全部显著低于对于对比实例所确定的1870至3340μs/cm的高的电导率。
309、在此示出,仅使用颗粒状的层状硅酸盐(实例v3,不存在(热解的)颗粒状的、无定形的二氧化硅)和仅使用(热解的)颗粒状的、无定形的二氧化硅(实例v2,不存在颗粒状的层状硅酸盐)都向根据本发明的组合(实例e1至e5)那样引起电导率的这样显著的降低。尤其,与实例v1(不具有无定形的二氧化硅;不具有硅酸盐)相比,仅使用(热解的)颗粒状的、无定形的二氧化硅(实例v2)甚至造成电导率的升高,由此根据本发明的组合的协同作用(实例e1-e5)变得特别明显。
310、此外,实例e1至e5与实例v4和v5的对比清楚地示出,这种有利的技术效果也仅对于颗粒状的层状硅酸盐,尤其具有根据本发明的d90值的颗粒状的层状硅酸盐得出,而使用岛状硅酸盐(v4;硅酸盐-x)就像使用层状硅酸盐(v5,硅酸盐-y)的较粗粒的实施方案一样,会引起不利地高的电导率值。
311、此外清楚可见的是,对于所检查的所有颗粒状的层状硅酸盐(e1至e5),都显示出改进的筛通量的技术效果,而无需关注在所使用的化合物之间存在的化学差异。
312、4.4.4对在表格2中概括的对于酸需求的测量值的考虑表明,酸需求能够与上文在4.4.3中讨论的电导率直接相关,并且所述酸需求越小,所述电导率也越小。
313、4.4.5除了在表格2中概括的测量值以外,在自身的研究中已经证实的是,再生的模制基本料的小于125μm的粉尘份额的物理分离(筛分)在根据本发明的模制料混合物(实例e2和e3)的情况下引起电导率进一步减小10%直至超过20%。而在非根据本发明的混合物的情况下(实例v2),在分离后电导率仅减小约5%。
314、5.其他研究:
315、此外,还对利用根据本发明的模制料混合物或对比模制料混合物制造的型芯进行研究。首先在表格3中将模制料混合物的组分与缩写相关联。根据表格4,将所研究的型芯根据其组分进行分组,并且关于其强度、其崩解特性和其可再生性进行定性评估。
316、表格3:在所述方法中使用的模制料混合物的组分。
317、
318、表格4:对由所使用的模制料混合物制成的型芯关于其强度、其崩解特性和其可再生性进行定性评估。在此的符号表示:(--)=极差,(-)=较差,(+)=良好,以及(++)=非常好。
319、
320、在表格4中的定性评估表明:仅对于根据本发明的模制料混合物或型芯(编号:f)显示出非常好的崩解特性和非常好的可再生性,并且对于其同时观察到良好的强度。
321、根据本公开的实施例,还公开了以下附记:
322、1.一种用于制造铸模、型芯和由其再生的模制基本料的方法,所述方法具有用于制造铸模或型芯的下述步骤:
323、-提供或制造模制料混合物,所述模制料混合物包含:
324、-模制基本料,
325、-包含水玻璃的溶液或分散体,
326、-0.1重量%至3重量%的颗粒状的、无定形的二氧化硅,
327、以及为了简化所述铸模或所述型芯的崩解和/或提高可再生性,
328、-一种或多种颗粒状的层状硅酸盐,其总量为0.05重量%至1.5重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
329、其中百分比说明分别以所述模制料混合物的总量计,
330、-将所述模制料混合物成型,
331、-通过所述模制料混合物的组分彼此间的化学反应将所述模制料混合物固化,使得产生所述铸模或所述型芯。
332、2.根据上述附记中任一项所述的方法,
333、其中在所述模制料混合物中的所述水玻璃具有在1.6至4.0的范围中、优选在1.8至2.5的范围中的摩尔模量sio2/m2o,其中m2o表示氧化锂、氧化钠和氧化钾的总量。
334、3.根据上述附记中任一项所述的方法,
335、其中模制基本料颗粒的平均直径位于100μm至600μm的范围内。
336、4.根据上述附记中任一项所述的方法,
337、其中所述模制料混合物包含热解的、颗粒状的、无定形的二氧化硅,和/或所述颗粒状的、无定形的二氧化硅是热解的、颗粒状的、无定形的二氧化硅。
338、5.根据附记1所述的方法,
339、其中在所述模制料混合物中含有一种或多种颗粒状的层状硅酸盐,其总量为0.1重量%至0.4重量%,优选为0.1重量%至0.3重量%,其中所述层状硅酸盐的总量的d90值小于45μm。
340、6.根据上述附记中任一项所述的方法,所述方法包括提供或制造模制料混合物,所述模制料混合物包含:
341、-模制基本料,
342、-包含水玻璃的溶液或分散体,
343、-一种或多种颗粒状的层状硅酸盐,其总量为0.1重量%至0.4重量%,优选为0.1重量%至0.3重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
344、-0.3重量%至3重量%、优选0.57重量%至0.77重量%的颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,和
345、-0.01重量%至1重量%的石墨,
346、其中百分比说明分别以模制料混合物的总量计。
347、7.根据上述附记中任一项所述的方法,
348、其中所述模制基本料包含石英砂,以模制基本料的总量计,优选为至少50重量%、特别优选至少80重量%的石英砂,
349、和/或
350、其中所述模制料混合物的固化
351、-通过加热成型的所述模制料混合物来促进或引起,优选通过在已加热的成型工具中的加热、优选在温度在100℃至300℃的范围中的已加热的成型工具中的加热来促进或引起,和/或通过用热空气的气体处理来促进或引起,其中优选通过加热和/或气体处理,至少在成型的所述模制料混合物的一些区域中设定在120℃至180℃的范围中的温度,
352、-通过酯的皂化来促进或引起,其中优选地所述酯中的至少一个酯选自:醇和酸的分子内或分子间反应产物,其中
353、所述醇选自:c1-c8一元醇,c1-c8二元醇,优选c2-c8二元醇,和c1-c8三元醇,优选c3-c8三元醇,优选选自:乙二醇、1,2-丙二醇和甘油,
354、以及
355、所述酸选自:有机的c2-c8一元羧酸,有机的c2-c8二元羧酸,有机的c2-c8三元羧酸,优选有机的c4-c8三元羧酸,和无机酸,优选选自:甲酸、乙酸、丙酸、乳酸、草酸、琥珀酸、丙二酸、磷酸、硫酸、硼酸和碳酸,
356、其中优选地,所述酯中的至少一种酯为碳酸丙烯酯或y-丁内酯,
357、或者
358、-通过借助气体或气体混合物对成型的所述模制料混合物进行气体处理来促进或引起,所述气体或气体混合物包含少于1摩尔%的co2。
359、8.根据上述附记中任一项所述的方法,其中将所制造的所述铸模或所制造的所述型芯至少在一些区域中暂时加热到>900℃的温度,使得随后崩解简化,其中优选加热到<1600℃的温度,特别优选加热到在900℃和1600℃的范围中的温度,
360、和/或
361、将所制造的所述铸模或所制造的所述型芯至少在一些区域中通过在浇铸时与金属熔融物的接触暂时加热到>900°的温度,使得随后崩解简化,其中优选加热到<1600℃的温度,特别优选加热到在900℃和1600℃范围中的温度,其中优选地使用如下金属熔融物,所述金属熔融物由铁、铁合金、钢、钢合金、黄铜或黄铜合金构成。
362、9.根据附记8所述的方法,为了由所制造的所述铸模或所制造的所述型芯在加热之后制造再生的模制基本料,该方法具有下述附加步骤:
363、-机械地作用于所制造的所述铸模或所制造的所述型芯,使得所述铸模或所述型芯崩解,
364、-由崩解的所述铸模或崩解的所述型芯制造所述再生的模制基本料,优选包括粉尘的分离和移除,其中所述分离优选包括物理分离。
365、10.根据上述附记中任一项所述的方法,
366、其中所提供的或所制造的所述模制料混合物包含根据附记9制造的再生的模制基本料的份额,
367、和/或
368、其中所述模制料混合物的成型和/或所述模制料混合物的固化借助于3d打印机进行,
369、和/或
370、其中以3d打印法进行所述模制料混合物的成型,并且在3d打印过程期间和/或在3d打印过程之后进行所述模制料混合物的固化。
371、11.一种用于与包含水玻璃的溶液或分散体组合的混合物,所述混合物用于制造铸模和/或型芯,所述混合物包含:
372、-10重量%至98重量%的颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,
373、-0重量%至15重量%的石墨,
374、-一种或多种颗粒状的、混合的金属氧化物,其分别包含至少一种铝氧化物和/或至少一种锆氧化物,其总量为0重量%至80重量%,
375、以及,为了简化所述铸模或所述型芯的崩解或提高可再生性,
376、-一种或多种颗粒状的层状硅酸盐,其总量为2重量%至80重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
377、其中百分比说明以所述混合物的总量计,优选地包含:
378、-25重量%至95重量%、优选40重量%至95重量%的颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,
379、-1.5重量%至12.5重量%,优选1.5重量%至6重量%的石墨,
380、-一种或多种颗粒状的、经混合的金属氧化物,其分别包含至少一种铝氧化物和/或至少一种锆氧化物,其总量为0重量%至65.5重量%,优选为0%至45%重量,
381、-一种或多种颗粒状的层状硅酸盐,其总量为5重量%至50重量%,优选为15重量%至50重量%,其中所述层状硅酸盐的总量的d90值小于45μm,
382、其中百分比说明以所述混合物的总量计,
383、其中所述混合物特别优选是固体混合物或者是由两相或更多相构成的分散体。
384、12.一种多组分粘合剂体系,所述多组分粘合剂体系包含在空间上独立存在的或彼此混合的组分,
385、(a)根据附记11所述的混合物,
386、(b)包含水玻璃的溶液或分散体,优选为下述水玻璃,所述水玻璃具有在1.6至4.0的范围中、优选在1.8至2.5的范围中的摩尔模量sio2/m2o,其中m2o表示氧化锂、氧化钠和氧化钾的总量。
387、13.一种模制料混合物,所述模制料混合物包含:
388、-如在附记12中限定的至少组分(a)和(b),
389、以及
390、-作为组分(d)的耐火的模制基本料,
391、优选包含再生的模制基本料作为耐火的模制基本料或作为耐火的模制基本料的组分,其中所述再生的模制基本料尤其优选能够通过根据附记9所述的方法制造。
392、14.一种一定量的d90值小于45μm的颗粒状的层状硅酸盐或根据附记11所述的混合物作为添加剂的应用,所述添加剂用于制造模制料混合物,所述模制料混合物包含水玻璃和颗粒状的、无定形的二氧化硅,优选热解的、颗粒状的、无定形的二氧化硅,所述模制料混合物通过所述模制料混合物的组分彼此间的化学反应而固化,
393、在制造铸模或型芯时,
394、用于简化所述铸模或所述型芯的崩解和/或提高可再生性。
本文地址:https://www.jishuxx.com/zhuanli/20241120/333788.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。