一种引线框架表面的粗化方法及一种粗化的引线框架与流程
- 国知局
- 2024-11-21 12:04:59
本发明属于半导体集成电路封装测试,涉及一种引线框架表面的粗化方法及一种粗化的引线框架。
背景技术:
1、在半导体塑封行业,对引线框架进行表面粗化处理是封装高可靠塑封器件的重要技术要点。粗化的引线框架表面存在微细凹孔,在显微镜下可以看到表面粗糙、多细孔、表面增大,在包封环节能够与塑粉料进行更多表面积的结合。更多表面积的结合,意味着界面结合力提升,同时粗糙的界面提升了器件外部湿气侵入的难度,从而提升塑封器件的可靠性和吸湿敏感度。基于这一机理和优势,表面粗化的引线框架已经广泛应用于军用、车载等领域的塑封器件封装。
2、目前,行业内一般在引线框架生产时进行引线框架表面粗化处理,引线框架制造厂商根据封装厂商的需求,对特定或全部的区域进行粗化处理,目前主要采取微蚀刻粗化方法和棕化粗化方法。微蚀刻粗化方法具体技术为:(1)通过冲压或者蚀刻制备出引线框架铜基材;(2)采用专业化学药水对引线框架铜基材进行微化学腐蚀反应,通常采用喷淋的方式;(3)对微化学腐蚀反应后的引线框架铜基材进行清洗处理,形成了具有粗化特征的引线框架,部分引线框架制造厂商为了进一步增加铜基材的粗化效果,在清洗后再在铜基材上镀一层薄铜;(4)在电镀银模板的掩盖下,在粗化的引线框架铜基材上进行选择性镀银,镀银后粗化的引线框架生产完成。棕化粗化方法具体技术为:(1)通过冲压或者蚀刻制备出引线框架铜基材;(2)采用专业化学药水对引线框架铜基材进行表面氧化或有机化处理,使铜材表面形成粗糙的表面结构,并同时形成一层薄的氧化层或有机化层,通过物理闩锁结构和化学键力增强引线框架与塑粉料的结合力;(3)对氧化或有机化处理的引线框架铜基材进行清洗处理;(4)在电镀银模板的掩盖下,在粗化的引线框架铜基材上进行选择性镀银,镀银后粗化的引线框架生产完成。微蚀刻粗化方法和棕化粗化方法的主要差异在于粗化药水的选择,使得铜基材的表面粗化效果不一样。
3、采用上述技术方法,存在的主要问题为:(1)成本高,引线框架制造厂商需要配置专用的喷淋设备进行药水喷淋以生产出粗化的表面,还需要增加专用的化学药水;(2)周期长,粗化引线框架的应用领域特殊,批次多加工数量少,引线框架制造厂商加工意愿不强,相比非粗化的引线框架加工流程长,导致其加工周期较长;(3)转化性差,不能很便捷地从同规格尺寸的非粗化框架快速转化成粗化引线框架;(4)环境污染,粗化需要专用的化学药水喷淋,必然增加废水、废气排放,对生态环境造成一定影响。
技术实现思路
1、针对现有技术中存在的问题,本发明提供一种引线框架表面的粗化方法及一种粗化的引线框架,从而解决现有技术中粗化引线框架生产过程中成本高、周期长、转化性差,同时存在环境污染的技术问题。
2、本发明是通过以下技术方案来实现:
3、一种引线框架表面的粗化方法,包括以下步骤:
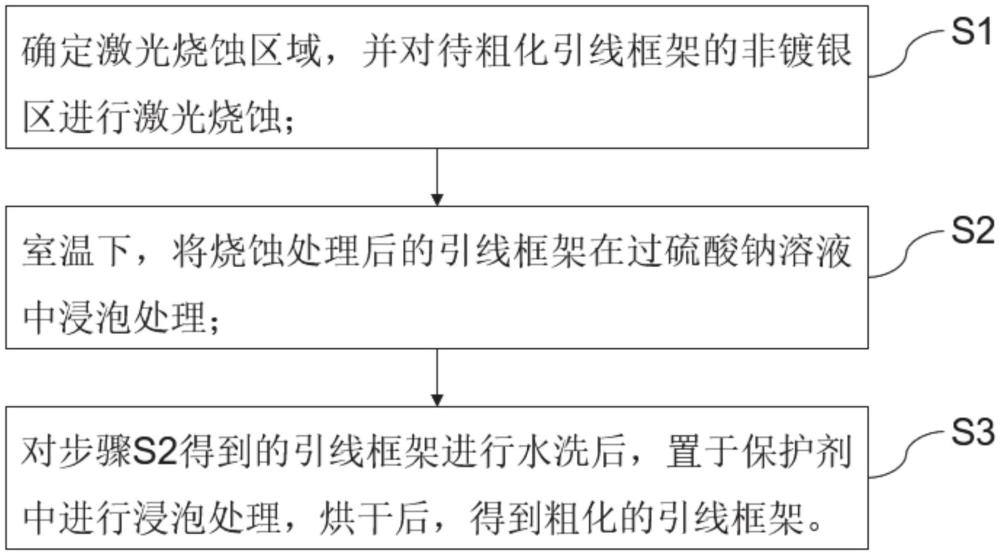
4、s1:确定激光烧蚀区域,并对待粗化引线框架的非镀银区进行激光烧蚀;
5、s2:室温下,将烧蚀处理后的引线框架在过硫酸钠溶液中浸泡处理;
6、s3:对步骤s2得到的引线框架进行水洗后,置于保护剂中进行浸泡处理,烘干后,得到粗化的引线框架。
7、优选的,在待粗化引线框架上设置至少两个视觉参考点,并利用激光设备的视觉识别系统确定激光烧蚀区域。
8、优选的,所述激光烧蚀的区域延伸至塑封体外100um~300um。
9、优选的,所述激光烧蚀的区域延伸至引线框架连筋的内侧。
10、优选的,所述激光烧蚀过程中,激光波长为1064nm,烧蚀功率为10~30w,烧蚀速率为1500~2500mm/s。
11、优选的,所述过硫酸钠的浓度为80~120g/l,并在所述过硫酸钠溶液中浸泡1min~5min。
12、优选的,步骤s3中,采用流动水冲洗20s~80s,完成所述水洗过程。
13、优选的,步骤s3中,所述保护剂的体积浓度为20%~40%,并在所述保护剂中浸泡20s~60s。
14、一种粗化的引线框架,通过上述的方法进行粗化制得。
15、优选的,所述粗化的引线框架表面的粗糙度2um~8um。
16、与现有技术相比,本发明具有以下有益的技术效果:
17、本发明公开一种引线框架表面的粗化方法,首先,确定激光烧蚀区域,并对待粗化引线框架的非镀银区进行激光烧蚀,激光烧蚀技术允许非常精确地控制需要粗化的区域,避免对镀银区(通常是用于封装工艺键合的关键区域)的破坏,激光烧蚀能够在铜基材表面产生微观的凹凸结构,这有助于提高后续处理时与化学试剂的反应活性,从而更容易形成粗糙表面,保留镀银区对于保证封装工艺的可靠性和质量至关重要,激光烧蚀技术能够有效地实现这一目标。然后在室温下,将烧蚀处理后的引线框架在过硫酸钠溶液中浸泡处理,过硫酸钠溶液能够与铜基材发生化学反应,进一步腐蚀和粗化激光烧蚀后的表面,形成更加粗糙的结构,室温下进行操作有利于减少能源消耗和设备成本,同时也有助于保持处理过程的稳定性和可控性。对过硫酸钠处理后的引线框架进行水洗,置于保护剂中进行浸泡处理,烘干后,得到粗化的引线框架,水洗步骤能够去除引线框架表面的残留过硫酸钠和其他杂质,确保后续处理的纯净性。保护剂浸泡处理能够在粗化后的铜基材表面形成一层保护膜,防止其被进一步氧化或腐蚀,同时也有助于提高与塑粉料的结合力。烘干过程使保护剂在铜基材表面固化,增强保护效果,同时确保引线框架的干燥状态,为后续的封装工艺做好准备。本发明通过激光烧蚀和化学腐蚀的协同作用,显著提高了铜基材表面与塑粉料的结合力,有助于提升封装器件的可靠性,该方法具有快速、简易的特点,能够降低生产成本并缩短加工周期。同时,相比传统的化学腐蚀方法,该方法减少了对环境的污染,该方法实现了对引线框架表面的精确粗化,同时保留了关键镀层,并提升了封装器件的可靠性和环保性。
18、进一步的,在待粗化引线框架上设置至少两个视觉参考点,并利用激光设备的视觉识别系统确定激光烧蚀,通过视觉识别系统对预设的视觉参考点进行识别,可以精确地确定激光烧蚀的起始位置和边界,避免人工定位可能带来的误差。精确的激光烧蚀能够确保只在非镀银区进行粗化处理,保护镀银区不受损伤,从而提高产品合格率,减少废品率。视觉识别系统与激光设备的集成,实现了从定位到烧蚀的全自动化操作,减少了人工干预,提高了生产效率。自动化操作减少了人为操作带来的错误和不确定性,确保了生产过程的稳定性和一致性。通过设置多个视觉参考点,该系统可以适应不同规格和形状的引线框架,无需对设备进行大量调整。
19、进一步的,所述激光烧蚀的区域延伸至塑封体外100um~300um,激光烧蚀形成的粗糙表面在塑封体外延伸100um~300um,有效增加了塑封体与引线框架之间的接触面积,这种增加的接触面积提供了更多的物理咬合点,从而增强了两者之间的结合力。更紧密的接触有助于减少塑封体与引线框架之间的缝隙,提高封装器件的密封性,防止外部湿气和其他有害物质的侵入。激光烧蚀区域的外延使得引线框架的散热面积得到一定程度的增加,在封装器件工作过程中,产生的热量可以通过更广泛的区域散出,有助于降低器件的工作温度,提高器件的稳定性和可靠性。粗糙的表面结构可能有助于改善热传导性能,使得热量能够更快速地传递至封装体外,进一步降低器件内部的温度梯度。通过调整激光烧蚀区域的外延尺寸(100um~300um),可以适应不同封装工艺和器件设计的需求。这种灵活性有助于满足不同应用场景下的性能要求。在封装过程中,塑封体与引线框架之间的热膨胀系数差异可能导致应力集中和裂纹产生,激光烧蚀区域的外延有助于分散这些应力,减少裂纹产生的风险。粗糙的表面结构有助于提高封装器件的抗冲击性能,在受到外部冲击时,粗糙的表面能够提供更好的能量吸收和分散效果,保护器件内部的结构不受损坏。
20、进一步的,所述激光烧蚀的区域延伸至引线框架连筋的内侧,激光烧蚀在连筋内侧形成的粗糙表面能够增加塑封体与引线框架之间的接触面积,从而增强它们之间的结合力,这种增强的结合力有助于减少封装过程中的脱层、开裂等问题,提高封装器件的可靠性。在封装过程中,由于塑封体与引线框架之间的热膨胀系数差异,可能会产生应力集中,将激光烧蚀区域延伸至连筋内侧,有助于在连筋处形成更加均匀的应力分布,减少应力集中现象,降低裂纹产生的风险。连筋作为引线框架的一部分,也承担着散热的功能,将激光烧蚀区域延伸至连筋内侧,可以增加散热路径的表面积,有利于热量的快速传递和散发,从而提高封装器件的散热性能。粗糙的表面结构有助于改善热传导性能,使得热量能够更高效地通过连筋传递至封装体外,进一步降低器件内部的温度梯度。
21、进一步的,所述激光烧蚀过程中,激光波长为1064nm,烧蚀功率为10~30w,烧蚀速率为1500~2500mm/s,1064nm波长激光的穿透深度可达5~10mm,较深的穿透深度意味着激光能量能够更有效地作用于目标材料的深层,从而实现更彻底的烧蚀效果。由于1064nm激光的波长较长,其热扩散区域相对较小,有助于减少烧蚀过程中对周围组织的热损伤,提高加工精度。在10~30w的范围内调节烧蚀功率,可以根据具体材料和加工需求进行精确控制,较低的功率适用于精细加工,而较高的功率则适用于快速去除大量材料。适当的功率设定可以减少激光烧蚀过程中的热效应,降低对周围组织的热损伤,保护非加工区域。在保证加工质量的前提下,提高烧蚀功率可以加快加工速度,提高生产效率。较高的烧蚀速率意味着更快的加工速度,有助于缩短生产周期,提高生产效率。快速的烧蚀过程可以减少激光在目标材料上的停留时间,从而减少热累积效应,降低对材料的热损伤。适当的烧蚀速率可以确保激光能量在目标材料上的均匀分布,提高加工表面的平整度和一致性。该设置通过精确控制激光波长、烧蚀功率和烧蚀速率,实现了对激光烧蚀过程的精细调控,确保了加工质量和效率。
22、进一步的,所述过硫酸钠的浓度为80~120g/l,并在所述过硫酸钠溶液中浸泡1min~5min,过硫酸钠是一种强氧化剂,在设定的浓度范围内,过硫酸钠能够充分发挥其氧化性能,有效去除待处理物体表面的污垢、油脂、有机物残留等。适当的浸泡时间(1min~5min)确保了过硫酸钠溶液能够充分渗透到待处理物体的表面和微小缝隙中,从而实现更全面的清洁效果。过硫酸钠浸泡处理能够去除表面的氧化物和杂质,提高表面的光洁度和附着力,从而有利于提高后续加工的质量。
23、进一步的,步骤s3中,采用流动水冲洗20s~80s,完成所述水洗过程,流动水能够持续、稳定地冲洗待处理物体表面,有效去除残留在表面的过硫酸钠溶液,这种持续的冲洗作用确保了表面清洁的彻底性,通过足够长时间的冲洗(20s~80s),可以显著降低表面残留物对后续处理步骤或最终产品质量的潜在影响,减少污染风险。
24、进一步的,步骤s3中,所述保护剂的体积浓度为20%~40%,并在所述保护剂中浸泡20s~60s,保护剂的体积浓度设定为20%~40%,这一范围能够确保保护剂在浸泡过程中充分发挥其保护作用,浓度过低无法达到预期的保护效果,而浓度过高则增加成本并对物体表面造成不必要的损害。浸泡时间设定为20s~60s,这一时间段内保护剂能够充分渗透到物体表面及微小缝隙中,与物体表面形成有效的保护层,防止后续处理或储存过程中可能发生的腐蚀、氧化等不良反应。通过设定合理的浸泡时间,可以在保证保护效果的同时缩短整个处理流程的时间,提高生产效率。在适当的浸泡时间内,保护剂能够均匀地分布在物体表面,形成一层均匀的保护膜,这有助于确保处理质量的稳定性和一致性,避免因处理不均而导致的质量问题。过短的浸泡时间导致保护剂无法充分渗透,从而在物体表面留下未受保护的区域;而过长的浸泡时间则增加处理成本并导致不必要的浪费。因此,合理的浸泡时间设置有助于减少处理缺陷并提高产品质量。
本文地址:https://www.jishuxx.com/zhuanli/20241120/334182.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
移动通信装置的制作方法
下一篇
返回列表