一种柔性膜螺旋焊滤芯成型机构的制作方法
- 国知局
- 2024-11-21 12:15:51
本发明涉及金属管件加工,尤其涉及一种柔性膜螺旋焊滤芯成型机构。
背景技术:
1、金属管状滤网在石油天然气、农业、医疗、航天航海、化工、食品加工等行业中应用广泛,通常用于输送管道、过滤系统及高精度设备中。这些领域对滤网的强度、耐腐蚀性、过滤精度及耐久性有着严格要求,随着行业技术的发展和需求的不断增长,滤网的性能提升已成为市场的焦点。
2、在相关技术中,如图9和图10所示,金属管状结构由胚体10和功能体20构成,胚体10的两侧均设置有连接槽11,功能体20的两侧均可以插入连接槽11内。在管状结构的横截面上,功能体20的一侧连接于胚体10一侧的连接槽11内,功能体20的另一侧连接于胚体10另一侧的连接槽11内。
3、然而,这种金属管状结构的生产工艺较为复杂,导致生产成本居高不下。高成本不仅限制了大规模生产的效率,还削弱了产品的市场竞争力,阻碍其在各行业的推广和应用。
技术实现思路
1、为了解决上述的问题,本申请提供一种柔性膜螺旋焊滤芯成型机构。
2、本申请提供一种柔性膜螺旋焊滤芯成型机构,采用如下的技术方案:
3、一种柔性膜螺旋焊滤芯成型机构,用于将带状的物料成型为螺旋管材,包括:
4、绕卷轴;
5、绕卷带,部分螺旋缠绕于所述绕卷轴,缠绕于所述绕卷轴的所述绕卷带与所述绕卷轴之间形成用于卷制物料的绕卷空间,螺旋缠绕于所述绕卷轴的所述绕卷带在所述绕卷轴的轴向上相互接触,所述绕卷带的宽度小于物料的宽度;
6、张紧机构,用于将所述绕卷带张紧于所述绕卷轴;以及
7、第一驱动机构,与所述绕卷带配合,用于驱动所述绕卷带传动;
8、其中,所述绕卷带传动方向的上游侧与所述绕卷带之间形成有进料口,螺旋缠绕于所述绕卷轴的所述绕卷带与所述绕卷轴之间形成出料口,所述出料口的出料方向沿所述绕卷轴轴向设置。
9、优选的,所述绕卷带螺旋缠绕于所述绕卷轴的圈数为至少一圈。
10、优选的,所述绕卷带包括张紧段,所述张紧段部分缠绕于所述绕卷轴,所述张紧机构包括第一张紧部和第二张紧部,所述第一张紧部和第二张紧部用于将所述张紧段张紧。
11、优选的,所述第一张紧部包括可旋转的第一辊轴和第二辊轴,所述绕卷带的至少部分夹紧于所述第一辊轴和所述第二辊轴之间;
12、所述第二张紧部包括可旋转的第三辊轴和第四辊轴,所述绕卷带的至少部分夹紧于所述第三辊轴和所述第四辊轴之间。
13、优选的,所述第一驱动机构包括驱动件,所述第一辊轴、第二辊轴、第三辊轴和第四辊轴中的至少一者与所述驱动件相连。
14、优选的,还包括第二驱动机构,所述第二驱动机构用于驱动所述绕卷轴转动。
15、优选的,还包括送料架,所述送料架位于所述进料口侧,所述送料架设置有用于放置物料的传送工位;
16、所述物料包括胚体和功能体,所述胚体两侧设置有与所述功能体配合的连接槽,所述连接槽可在所述绕卷带作用下形变,以将所述功能体夹持于所述连接槽;
17、沿垂直所述进料口进料方向,所述传送工位包括第一工位和第二工位,所述第一工位用于放置胚体,所述第二工位用于放置功能体,所述第一工位靠近所述第二工位侧与所述第二工位重合。
18、优选的,所述物料可在所述绕卷带的带动下向所述进料口移动;其中,
19、所述第二工位位于靠近所述出料口侧,所述绕卷带至少部分位于所述第二工位的上方,位于所述第二工位上方的所述绕卷带至少将所述第一工位和所述第二工位重合的区域覆盖;
20、或,所述第一工位位于靠近所述出料口侧,所述绕卷带至少部位于所述传送工位的上方,位于所述传送工位上方的所述绕卷带至少将所述第一工位覆盖。
21、优选的,还包括压紧机构,所述压紧机构用于将所述进料口处的所述绕卷带压紧于所述绕卷轴。
22、优选的,所述绕卷带螺旋缠绕于所述绕卷轴的圈数为一圈;
23、和/或,所述绕卷轴表面光滑设置;
24、和/或,所述绕卷带的表面粗糙度大于所述绕卷轴的表面粗糙度;
25、和/或,还包括引导辊,所述绕卷带的至少部分与所述引导辊接触,以引导所述绕卷带沿预设路线运动;
26、和/或,所述绕卷轴的转动速度小于所述绕卷带的绕卷速度。
27、本发明具有以下优点及有益效果:
28、在生产过程中,功能体的一侧被插入胚体一侧的连接槽,从而将功能体与胚体组合成完整的物料。该物料随后通过进料口送入绕卷空间,并在绕卷轴与绕卷带的共同作用下逐步弯曲并螺旋缠绕,最终形成螺旋管状结构。由于螺旋缠绕的绕卷带在轴向上相互接触,且其宽度小于物料的宽度,因此,当物料在螺旋弯曲成型时,绕卷带的推动作用会促使物料在螺旋缠绕过程中产生有效的轴向挤压。这一挤压不仅使功能体的另一侧能够顺利插入胚体另一侧的连接槽内,还确保形成的螺旋管状结构在轴向上相互贴合。
29、具体而言,在绕卷轴和绕卷带的挤压下,胚体和功能体将以螺旋方式成型。在此过程中,功能体的另一侧将自动插入胚体的另一侧连接槽,形成紧密结合。同时,在绕卷带和绕卷轴的共同作用下,连接槽将发生塑性形变,使功能体的两侧牢固地固定在胚体的连接槽内,最终形成稳定的管状结构。这一工艺不仅保证了管件在成型过程中的质量,防止了因贴合不足而导致的缝隙问题,还显著提高了生产效率。
30、该生产方式的流程简单,无需复杂的设备或操作步骤,显著降低了生产成本。此外,由于工艺的高效性和经济性,此方法不仅适合大规模生产,也增强了产品的市场竞争力。通过优化工艺流程,产品在保持高品质的同时,进一步降低了制造成本,促进了其在各行业中的广泛推广与应用。整体而言,该工艺为管件制造提供了可靠、有效且具有竞争力的解决方案。
技术特征:1.一种柔性膜螺旋焊滤芯成型机构,用于将带状的物料成型为螺旋管材,其特征在于,包括:
2.根据权利要求1所述的一种柔性膜螺旋焊滤芯成型机构,其特征在于,所述绕卷带(200)螺旋缠绕于所述绕卷轴(100)的圈数为至少一圈。
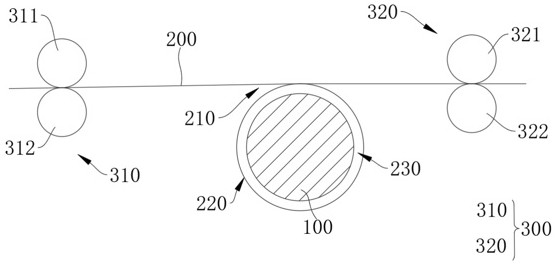
3.根据权利要求1所述的一种柔性膜螺旋焊滤芯成型机构,其特征在于,所述绕卷带(200)包括张紧段(240),所述张紧段(240)部分缠绕于所述绕卷轴(100),所述张紧机构(300)包括第一张紧部(310)和第二张紧部(320),所述第一张紧部(310)和第二张紧部(320)用于将所述张紧段(240)张紧。
4.根据权利要求3所述的一种柔性膜螺旋焊滤芯成型机构,其特征在于,所述第一张紧部(310)包括可旋转的第一辊轴(311)和第二辊轴(312),所述绕卷带(200)的至少部分夹紧于所述第一辊轴(311)和所述第二辊轴(312)之间;
5.根据权利要求4所述的一种柔性膜螺旋焊滤芯成型机构,其特征在于,所述第一驱动机构包括驱动件,所述第一辊轴(311)、第二辊轴(312)、第三辊轴(321)和第四辊轴(322)中的至少一者与所述驱动件相连。
6.根据权利要求1所述的一种柔性膜螺旋焊滤芯成型机构,其特征在于,还包括第二驱动机构,所述第二驱动机构用于驱动所述绕卷轴(100)转动。
7.根据权利要求1所述的一种柔性膜螺旋焊滤芯成型机构,其特征在于,还包括送料架(400),所述送料架(400)位于所述进料口(210)侧,所述送料架(400)设置有用于放置物料的传送工位(410);
8.根据权利要求7所述的一种柔性膜螺旋焊滤芯成型机构,其特征在于,所述物料可在所述绕卷带(200)的带动下向所述进料口(210)移动;其中,
9.根据权利要求1或7所述的一种柔性膜螺旋焊滤芯成型机构,其特征在于,还包括压紧机构(500),所述压紧机构(500)用于将所述进料口(210)处的所述绕卷带(200)压紧于所述绕卷轴(100)。
10.根据权利要求6所述的一种柔性膜螺旋焊滤芯成型机构,其特征在于,所述绕卷带(200)螺旋缠绕于所述绕卷轴(100)的圈数为一圈;
技术总结本发明提供了一种柔性膜螺旋焊滤芯成型机构,涉及金属管件加工技术领域,本发明包括绕卷轴;绕卷带,部分螺旋缠绕于绕卷轴,缠绕于绕卷轴的绕卷带与绕卷轴之间形成用于卷制物料的绕卷空间,螺旋缠绕于绕卷轴的绕卷带在绕卷轴的轴向上相互接触,绕卷带的宽度小于物料的宽度;张紧机构,用于将绕卷带张紧于绕卷轴;以及第一驱动机构,与绕卷带配合,用于驱动绕卷带传动;其中,绕卷带传动方向的上游侧与绕卷带之间形成有进料口,螺旋缠绕于绕卷轴的绕卷带与绕卷轴之间形成出料口,出料口的出料方向沿绕卷轴轴向设置。本发明与现有技术相比,具有工艺流程简单、生产效率高、成本低的优点。技术研发人员:徐健,高颖珊受保护的技术使用者:四川意聚维科技有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/335060.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表