用于检查卷绕纱线筒子的方法和装置
1.本发明涉及根据权利要求1的前序部分的用于检查卷绕纱线筒子的方法以及根据权利要求9的前序部分的用于在熔纺工艺或纱线变形工艺中检查卷绕纱线筒子的装置。
2.在合成纱线的熔纺生产中或者在合成纱线在纱线变形工艺的进一步处理中,常见的是卷绕待储备纱线以形成多个纱线筒子。这种纱线筒子于是可以被供给进一步处理。一方面为了在进一步处理中允许不中断地从卷绕纱线筒子中退绕出纱线,另一方面为了具有相同质量的纱线筒子相互组合,还常见的是在进一步处理之前使卷绕纱线筒子接受筒子检查。纱线筒子的外观特征尤其在筒子检查过程中被检测和分析。例如,在两端侧的隆凸或在周面上形成鞍形可以通过纱线筒子的光学监测来确定。为了能够确定纱线筒子的所有筒子参数,在进一步处理之前,纱线筒子接受筒子检查。用于检查纱线筒子的通用方法和通用装置例如已由de20218115u1公开。
3.在已知的方法和装置中,在熔纺工艺中在许多纺丝位置中生产纱线筒子。卷绕好的纱线筒子自纺丝位置通过落筒装置被送走且被转送至输送系统。纱线筒子的筒子参数在此被检测的测量装置和称重站被设置在输送系统内。纱线筒子的表面和轮廓在测量装置中被光学检测。测量筒子参数被分配给每个筒子并且做质量评估判断。用于光学检测纱线筒子周面以及纱线筒子端面的专用装置尤其在已知方法和已知装置中设置用于目测检查纱线筒子。除了就设备而言的额外复杂性外,还需要额外的测试时间以执行纱线筒子的材料流。
4.因此,本发明的目的是如此改善用于在通用类型的熔纺工艺或纱线变形工艺中检查纱线筒子的方法和装置,即,尽管进行筒子检查,但尽可能获得纱线筒子的连续的材料流。
5.本发明的另一目的在于提供用于检查纱线筒子的方法和装置,借此可以实现高度自动化。
6.根据本发明,该目的通过一种具有如权利要求1所述的特征的检查方法和一种具有如权利要求9所述的特征的检查装置来实现。
7.由各自从属权利要求的特征和特征组合来限定本发明的有利改进方案。
8.本发明不同于中央检查站(在此集中检测所有筒子参数)的概念。与之相反,发明人打算采用在输送纱线筒子期间的材料流和在其中产生的状况来检测个别筒子参数。因此当纱线筒子通过落筒装置从纺丝站或卷绕位置被送走时,纱线筒子的至少其中一个筒子参数被确定。
9.根据本发明,为此,其中一个用于检测其中一个筒子参数的测量设备被固定至落筒装置。借助落筒装置将纱线筒子从纺丝位置或卷绕位置送走于是已经可以被用于确定该纱线筒子的至少其至一个筒子参数。
10.因为在卷绕在卷绕锭子上的纱线筒子被落筒装置的支承芯轴获得时可自由接近纱线筒子的侧表面,故优选实现以下方法变型,在此,当将纱线筒子从卷绕机的卷绕锭子转送到落筒装置的支承芯轴时,纱线筒子的侧表面在纱线筒子上被依次光学检测。在纱线筒子上的形状的偏差于是可以在早期阶段被识别,以便在必要时也触发对纺丝过程的抢先干
预。
11.在纱线筒子在纱线变形工艺的许多卷绕位置中被单独卷绕情况下,以下的发明改进方案特别有利,其中,在将纱线筒子从变形机的卷绕位置转送至落筒装置的接收装置后,纱线筒子的外表面被光学检测。因此,卷绕纱线筒子的潜在的形状缺陷可以被直接分配给卷绕位置,以便按照既定方式启动可能的修正。
12.为此,如此实现根据本发明的装置,即,该测量设备由相机形成,该相机被分配给落筒装置的支承芯轴或落筒装置的接收装置。于是,纱线筒子在被推装到支承芯轴上时或在被安放在接收保持杆中时就已经能够被目视检测,以便在早期确定例如纱线筒子是否因为横动错误而形成鞍形。
13.因为在包装之前或直接进一步处理之前输送纱线筒子时需要不同的处理,故以下方法变型是特别有利的,在此,纱线筒子的其它筒子参数在其它测量位置上被检测,所述其它测量位置被设计成沿纱线筒子的输送路径分散。纱线筒子的其它视觉特征于是已经可以在输送期间被检测。
14.通过将纱线筒子从落筒装置的支承芯轴上分离出来或者在纱线筒子已从落筒装置被交出或取出之后,纱线筒子端面于是变得可见。
15.这种输送中的情况尤其被以下的方法变型所采用,其中,当从落筒装置的支承芯轴上取下纱线筒子时和/或当将纱线筒子从落筒装置转送至输送装置时,端面作为其中一个筒子参数被光学检测。
16.因此,其它测量设备以沿纱线筒子的输送路径分散在多个测量位置中的方式布置。
17.为了检测纱线筒子的端面,设有被分配给转送站(纱线筒子在此能从落筒装置被转送至输送系统)的另一个相机。其中一个端面因此可以在从支承芯轴被取下时被检测,对置的端面可以在被转送至输送装置时通过另一相机被检测。
18.现在,在输送装置内引导单分出的纱线筒子尤其适用于在称重站确定纱线筒子的筒子重量。
19.为了保持确保纱线筒子与各自测量筒子参数之间的对应分配,以下方法变型是特别有利的,在此,在测量位置上所产生的多个测量结果以被分配给纱线筒子的身份识别码被存储在中央数据库中。因此还保证了所有检测到的筒子参数被分配给各自纱线筒子。
20.为了能够执行质量评估,还规定了纱线筒子的筒子参数通过至少一个分析程序被联合分析。因此可以在包装或进一步处理时执行纱线筒子的分类。
21.在分析中所确定的质量在此也可以有利地被用于控制分拣装置,以包装纱线筒子或装填粗纱架以便进一步处理。
22.为了允许这种评估,规定根据本发明的装置的改进方案,在此,测量设备被连接至中央数据库以储存筒子参数,其中该数据库被分配给评估单元。
23.评估单元在输送路径的末尾被连接至分拣装置以便能够执行自动化质量分类。
24.根据本发明的用于检查纱线筒子的方法和根据本发明的用于检查纱线筒子的装置允许纱线筒子输送与纱线筒子质量测试之间的整合。输送至中央检查站和与之相关的纱线筒子的专门处理被放弃。通过将筒子检查整合在纱线筒子的材料流中,可以实现有效且划算的自动化。
25.以下将通过根据本发明的用于检查卷绕纱线筒子的装置的实施例并参照附图来更详细解释根据本发明的用于检查卷绕纱线筒子的方法,在附图中:
26.图1示意性示出用于从多个纺丝位置送走纱线筒子的整个系统的平面图;
27.图2示意性示出在转送纱线筒子时的纺丝位置的侧视图;
28.图3示意性示出在分开纱线筒子时的转送位置的平面图;
29.图4示意性示出称重站的侧视图;
30.图5示意性示出分拣站的侧视图;
31.图6示意性示出在转送纱线筒子时的变形机的多个卷绕位置的侧视图。
32.用于从熔纺装置的多个纺丝位置送走纱线筒子的整个系统在图1中被示意性示出。熔纺装置具有多个纺丝站1,纺丝站在用于接收并卷绕纱线的过程的末尾均具有一个卷绕机5。就此而言,仅通过在纺丝站1内的卷绕机5的平面图来示出熔纺装置。多个纺丝站1在此彼此对置安置,并形成落筒廊道25。用于接收并送走卷绕的纱线筒子的移动式落筒装置8被安置在落筒廊道25内。在纺丝站1中生产的纱线筒子通过落筒装置8被接收和送走。此过程在图2中被示出,因此以下说明涉及图1和图2。
33.在图2中示意性示出在通过落筒装置8获取纱线筒子时的纺丝站1的侧视图。
34.卷绕机5在纺丝站1内被实现为具有两个卷绕锭子7.1和7.2,其中,卷绕锭子7.2连同卷绕好的纱线筒子6被保持在更换位置中。在熔纺工艺中生产的纱线被连续卷绕而在被驱动的卷绕锭子7.1上形成筒子。
35.为了落筒装置8的支承芯轴9从卷绕锭子7.2获得纱线筒子6,所述支承芯轴9首先直接位于卷绕机5前面。一旦支承芯轴9被保持在卷绕锭子7.2的高度上,在卷绕机5上的推出装置10被启动,所述推出装置10将纱线筒子6推离卷绕锭子7.2且在此将纱线筒子6推装到落筒装置8的支承芯轴9上。落筒装置8在行走机构8.1上具有突出的支座8.2,其在自由端处支承第一测量设备11.1。测量设备11.1以相机12.1形式实现,其通过无线通信被连接至数据库18。每个纱线筒子6在此具有可读代码,其通过扫描仪13被检测且被输送至数据库18。就此而言,相机12.1所采集的图像可以直接在数据库18中通过纱线筒子的身份识别码被相互关联。在所有的纱线筒子6已被套装到落筒装置8的支承芯轴9上之后,落筒装置8就被引导至转送站2。
36.为了解释转送站2,除了图1外还参照图3。图1和图3在此示出转送站2的平面图。落筒装置8在转送站2中与输送装置14互动。输送装置14在此实施例中由悬挂轨架15形成,在悬挂轨架上引导多个筒子滑架16。筒子滑架16具有接收芯轴17以分别从落筒装置8获得其中一个纱线筒子6。均分别具有一个测量设备11.2和11.3的另外两个测量位置设置在转送站2中。测量设备11.2和11.3同样由设置用于目视检测筒子参数的其它相机12.2、12.3形成。相机12.2于是被如此分配给落筒装置8的支承芯轴9,即,纱线筒子6的相应一个端侧在分开之前被光学探测。落筒装置8同样具有推出装置(在此未示出),用于单独供应纱线筒子6至筒子滑架16的接收芯轴17。在纱线筒子6已经被推装到接收芯轴17上之后,筒子滑架16移动至具有被设计成其它相机12.3的测量设备11.3的相邻的测量位置。相机12.3指向纱线筒子6的端面,该端面在支承芯轴9上是无法在外面看到的。就此而言,纱线筒子6的端面的视觉特征可以在转送站2内被光学检测。
37.如从图1的视图中得知地,测量设备11.1、11.2和11.3被联合无线连接至数据库
18。在此记录在将纱线筒子转送至输送装置14时的顺序,从而测量设备11.2和11.3的测量结果也以纱线筒子的各自身份识别码被存在数据库18内。
38.如从图1中的视图中得到地,筒子滑架16穿过称重站3。称重站的侧视图在图4中被示意性示出,因而以下描述适用于两幅图。
39.称重站3装有秤20,秤直接作用于具有附接的纱线筒子6的筒子滑架16。每个纱线筒子6可以通过这种方式被称重。秤20同样被无线连接至数据库18。接收筒子重量并将其分配至纱线筒子6的身份识别码通过纱线筒子6的输送顺序来保证。
40.最终,纱线筒子8被引导至分拣装置4。分拣装置4在图5的侧视图中被示意性示出,因此以下描述适用于图1和图5。
41.分拣装置4具有机械手21,它在其机械臂21.1上保持夹取工具22,通过该夹取工具可以将纱线筒子6从接收芯轴17取下并引导入包装容器23中。机械手21在此被控制设备24控制。控制设备24被链接至评估单元19。
42.如从图1的视图中得知地,机械手21配属有多个包装容器23。机械手21在此借助控制设备24被如此控制,即,纱线筒子6与质量评估相关地被放置在其中一个运输容器23中。
43.在用于送走纱线筒子的图1所示的整个系统的实施例中,在多个测量位置上的筒子参数通过分布在纱线筒子的输送路径中的多个测量设备被检测并且被集中存储在数据库18中。第一测量位置位于纺丝位置1,落筒装置8在该纺丝位置1中获取纱线筒子6。当纱线筒子6正被获取时,纱线筒子6的侧表面通过固定至落筒装置6的相机12.1被光学检测。相机12.1被无线连接至数据库18,从而纱线筒子6的侧表面的光学检测结果作为第一筒子参数被存储。
44.在送走纱线筒子6的进一步进程中,落筒装置8到达转送位置2中。在此实施例中,在输送站2内实现另外两个测量位置,用于确定作为筒子参数的纱线筒子其他视觉特征。纱线筒子6的前端面于是可以借助相机12.2被检测,并且纱线端子6的后端面可以通过相机12.3被检测。光学测量设备11.2和11.3也被无线连接至数据库18,从而纱线筒子6的其它记录与侧表面的记录一起以纱线筒子的各自身份识别码被存储。
45.纱线筒子6的筒子重量作为最后的筒子参数被确定。为此在称重站3中设置秤20。秤20同样无线连接至数据库18。于是对于每个纱线筒子,在数据库18内集中存储在筒子检查中所测量的所有筒子参数。数据库18与评估单元19合作,其至少具有分析程序以分析来自数据库18的纱线筒子的所有图像。异常隆凸、鞍状形成、环或螺旋于是例如可被识别。另外,可以从记录中得知由飞绒和断丝造成的对纱线的污染程度或其它纱线损伤。例如也可以识别例如由脱落和外露纱圈产生的卷绕瑕疵。除了图像,筒子重量也被用来由此作出与例如筒子密度相关的推论。分析方法导致就各自纱线筒子的质量评估筒子参数。因此例如可以进行分类以便理想地区分质量分级a和b。
46.质量评估由评估单元19被转换为控制指令,控制指令被输送至控制设备24。通过控制设备24,机械手21将根据质量评估来执行纱线筒子的取出和包装。
47.在如图1所示的分拣装置4中,每个纱线筒子6被放置在运输容器23中。但原则上,这种运输容器23也可以被一个粗纱架或多个粗纱架取代,在粗纱架上形成有多个筒子槽座,纱线筒子定位在筒子槽座中。这种粗纱架于是可以被直接分配给进一步处理过程例如变形机。粗纱架的装载于是可以有利地自动进行。
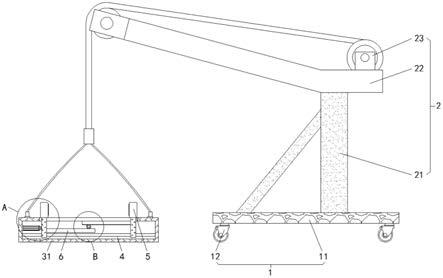
48.在图1所示的实施例中,在熔纺工艺的卷绕机中生产纱线筒子。但是,在纱线变形工艺的进一步处理中也常见的是,落筒装置以自动化方式从多个卷绕位置获得多个纱线筒子并且将所述纱线筒子送至输送系统。在此,纱线筒子的筒子检查可以按照与在根据图1的实施例中示出的一样的方式执行。但在此情况下采用如下落筒装置,即,其具有接收装置以便能够从卷绕位置获得单独卷绕纱线筒子。在图6中示意性示出了这种实施例。
49.图6仅示出如下状况,在此,落筒装置8从变形机的相互重叠安置的多个卷绕位置26接收多个纱线筒子6。这种在纱线变形工艺中以超过400个的处理位置被使用的变形机例如由ep3008232b1公开且在此加以描述。就此而言,在此参照所引用的出版物且仅在此描述与本发明相关的组成部件。
50.如从图6的视图中得知地,多个卷绕位置26相互重叠布置在机架33中。在朝向落筒廊道25的机器纵向侧,每个卷绕位置26具有筒子落放架27和筒管储存器28。由卷绕位置26被卷绕好的纱线筒子6被落放在筒子落放架27中。
51.为了从卷绕位置26的筒子落放架27中取出纱线筒子6,落筒装置8沿落筒廊道25平行于变形机的机器纵向侧移动。落筒装置8在此实施例中具有行走机构8.1和支座8.2。接收装置29(它在面向卷绕位置的一侧具有多个接收夹爪30)安置在支座上。多个接收夹爪30被分配给多个卷绕位置26且彼此重叠安置。落筒装置在此通常也具有多个并排的接收夹爪30,使得接收夹爪30能够在竖向以及水平方向上服务多个卷绕位置26。接收夹爪30被实现为可枢转,以便能够接收保持在筒子落放架27中的纱线筒子。接收夹爪30在此优选被共同驱动机构驱动和枢转。
52.在此实施例中,接收夹爪30与接收保持杆31合作,在接收保持杆中可以安放纱线筒子6。接收保持杆31在此均配属有一个呈相机12.1形式的测量装置11.1。纱线筒子2的周面在此可以通过相机12.1被光学检测。为此,接收保持杆31最好具有摩擦驱动机构以便能够使纱线筒子转动至少360
°
。在此,测量设备11.1优选被直接连接至数据库,如例如在图1中示出的那样。
53.纱线筒子转送至输送系统在此实施例中通过多个转送夹爪32发生,其从接收保持杆31取得纱线筒子6并且将所述纱线筒子6转送至输送系统,例如图1所示。
54.但在如图6所示的实施例中,用于目视检测所述端侧的其它测量设备也可以安置在落筒装置8的支座8.2上。纱线筒子的整个外轮廓于是可以有利地已经在获取期间和在转送至输送系统之前被检测。
55.在此要明确提到的是,如图6所示的用于在变形机的卷绕位置中接收个别纱线筒子的落筒装置的实施例是示例性的。在此重要的是直接在落筒装置处执行用于检查筒子的第一测量。
56.用于送走卷绕纱线筒子的图1所示的整个系统也在落筒装置和输送装置实施例方面是示例性的。原则上也可采用在悬挂轨架上被引导的多个落筒装置。筒子滑架也可配设有多个接收芯轴以便直接引导一组纱线筒子。关于根据本发明的方法和根据本发明的装置,测量设备和测量位置被整合在纱线筒子的输送路径中是重要的。在此不再需要中央检查站。纱线筒子的个别筒子参数可以按照空间分开的方式在不同的测量位置上来检测,以便接着在中央在数据库内被分配给纱线筒子。于是,可以实现高效且划算的自动化解决方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。