1.本发明涉及屋面施工技术领域,尤其涉及一种大跨度多曲率异型钢桁架屋面模块化拼装施工方法。
背景技术:
2.随着我国经济实力的增强,人们对于建筑的造型、空间提出了越来越高的要求,建筑结构理论的不断发展和大型工程实践的积累使混凝土结构型式由平面规则、空间平直向空间异型、造型美观、高净空发展,对于空间异型结构,选用合理、安全模板支撑设计方式和先进的施工工艺是保证结构质量效果的关键,大跨度、多曲率、形体复杂的空间结构即美观又大气,越来越收到投资者们的青睐。
3.在大跨度多曲异型的钢桁架檐口檩条施工中,最重的是要保证施工质量,减少返工造成的经济损失,降低难度,加快施工速度,鉴于上述情况,现发明一种大跨度多曲率异型钢桁架屋面檐口檩条模块化拼装施工方法。
技术实现要素:
4.针对现有技术中所存在的不足,本发明提供了一种大跨度多曲率异型钢桁架屋面模块化拼装施工方法,其解决了现有技术中存在施工质量低,返工造成的经济损失,难度高,施工速度慢的问题。
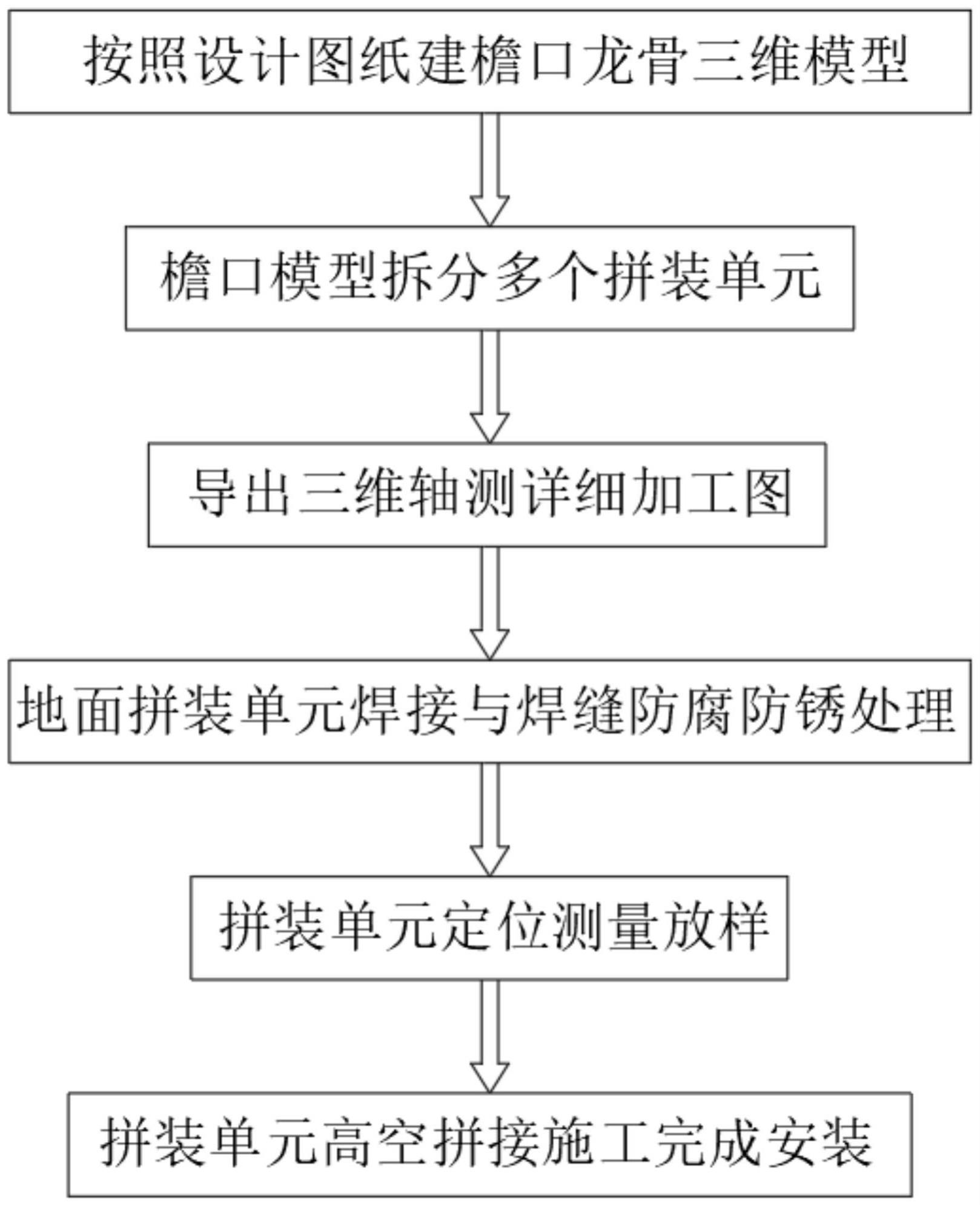
5.根据本发明的实施例,一种大跨度多曲率异型钢桁架屋面模块化拼装施工方法,包括以下步骤:
6.步骤1:按照设计图纸建檐口龙骨三维模型;
7.步骤2:檐口模型拆分多个拼装单元;
8.步骤3:导出三维轴测详细加工图;
9.步骤4:地面拼装单元焊接与焊缝防腐防锈处理;
10.步骤5:拼装单元定位测量放样;
11.步骤6:拼装单元高空拼接施工完成安装。
12.优选地,所述步骤1中通过利用tekla钢结构工程建模软件配合rhino软件,根据设计图纸建立檐口主次檩条及龙骨的三维模型。
13.优选地,所述步骤2中通过利用tekla钢结构工程建模软件配合rhino软件根据不同曲率半径和实际施工难度对檐口模型分成多个拼装单元。
14.优选地,所述步骤3将步骤2中划分好的拼装单元逐一导出至三维轴测图,三维轴测图标注具体尺寸、三维坐标和加工信息。
15.优选地,所述步骤4中地面拼装单元焊接步骤如下:
16.s1:根据三维轴测图标注的尺寸和加工信息,对主次檀条和龙骨材料进行加工处理;
17.s2:将主次檀条及龙骨在地面焊接施工;
18.s3:对已完成焊接的单个主次檀条及龙骨进行组装成拼装单元。
19.优选地,所述步骤4中对檐口龙骨地面焊接完成后进行焊缝防腐防锈处理,具体包括以下步骤:
20.1):先对焊缝表面焊渣、凸起、尘土进行清理;
21.2):在使用砂轮机轻微打磨平整;
22.3):完成后依次在焊缝两边涂刷宽度不低于50mm的使环氧富锌底漆和环氧云铁面漆。
23.优选地,所述步骤5根据步骤2中导出的拼装单元定位三维坐标进行现场放样定位。
24.优选地,所述步骤6根据步骤5中现场测量的放样定位,对各拼装单元完成高空焊接拼装。
25.优选地,所述步骤6中拼装单元高空焊接拼装施工,其中焊接拼装后焊缝通过步骤4中焊缝防腐防锈处理的同样步骤做防腐防锈处理。
26.相比于现有技术,本发明具有如下有益效果:通过采用了模块化拼装,有效减少檐口檩条安装中的返工、报废,提高施工质量,避免返工造成的经济损失,降低大跨度钢桁架屋面檩条下料施工难度大、施工不准确的问题,加快施工速度,造价成本低,施工操作方便简单,步骤简洁。
附图说明
27.图1为本发明的施工步骤流程示意图。
28.图2为本发明实施例的三维建模整体示意图。
29.图3为图2的拼装单元划分局部示意图。
30.图4为图3单个划分完成拼装单元建模示意。
31.图5为图4带数据的拼装单位三维轴测加工图。
具体实施方式
32.下面结合附图及实施例对本发明中的技术方案进一步说明。
33.以机场多曲檐口施工为例,如图1所示,本发明实施例提出了一种大跨度多曲率异型钢桁架屋面模块化拼装施工方法,包括包括以下步骤:
34.步骤1:按照设计图纸建檐口龙骨三维模型;
35.步骤2:檐口模型拆分多个拼装单元;
36.步骤3:导出三维轴测详细加工图;
37.步骤4:地面拼装单元焊接与焊缝防腐防锈处理;
38.步骤5:拼装单元定位测量放样;
39.步骤6:拼装单元高空拼接施工完成安装。
40.本发明通过,将设计图纸建檐口龙骨三维模型,通过檐口模型拆分多个拼装单元,导出拆分的多个拼装单元的三维轴测详细加工图,通过导出的多个拼装单元的三维轴测详细加工图,在地面对拼装单元进行焊接与焊缝防腐防锈处理,在施工现场通过拼装单元的测量放样,拼装单元高空拼接施工完成安装,通过采用了模块化拼装,有效减少檐口檩条安
装中的返工、报废,提高施工质量,避免返工造成的经济损失,降低大跨度钢桁架屋面檩条下料施工难度大、施工不准确的问题,加快施工速度,造价成本低,施工操作方便简单,步骤简洁。
41.进一步的,步骤1中通过利用tekla钢结构工程建模软件配合rhino软件,根据设计图纸建立檐口主次檩条及龙骨的三维模型。
42.利用tekla钢结构工程建模软件配合rhino软件,根据设计图纸建立檐口主次檩条及龙骨的三维模型,建好的模型如图2所示。
43.此外,步骤2中通过利用tekla钢结构工程建模软件配合rhino软件根据不同曲率半径和实际施工难度对檐口模型分成多个拼装单元,如附图3和图4所示。
44.另外,步骤3将步骤2中划分好的拼装单元逐一导出至三维轴测图,三维轴测图标注具体尺寸、三维坐标和加工信息。
45.本发明通过将划分好的拼装单元逐一导出至三维轴测图,并标注好尺寸和加工信息,方便现场加工施工,导出的轴测图如附图5所示。
46.进一步的,根据轴测图现场进行拼装单元的主次檩条和龙骨的下料和拼装焊接施工,步骤4中地面拼装单元焊接步骤如下:
47.s1:根据三维轴测图标注的尺寸和加工信息,对主次檀条和龙骨材料进行加工处理;
48.s2:将主次檀条及龙骨在地面焊接施工;
49.s3:对已完成焊接的单个主次檀条及龙骨进行组装成拼装单元。
50.具体的是,步骤4中对檐口龙骨地面焊接完成后进行焊缝防腐防锈处理,具体包括以下步骤:
51.1):先对焊缝表面焊渣、凸起、尘土进行清理;
52.2):再使用砂轮机轻微打磨平整;
53.3):完成后依次在焊缝两边涂刷宽度不低于50mm的使环氧富锌底漆和环氧云铁面漆。
54.檐口龙骨地面焊接完成后进行焊缝的防腐防锈处理,具体如下:先对焊缝表面焊渣、凸起、尘土进行清理,在使用砂轮机轻微打磨平整,完成后依次在焊缝两边涂刷宽度不低于50mm的使环氧富锌底漆和环氧云铁面漆;高空模块单元之间拼装完成后也采用上述同样方法做防腐防锈处理。
55.进一步的,步骤5根据步骤2中导出的拼装单元定位三维坐标进行现场放样定位。
56.本实施方式中,根据导出的拼装单元定位三维坐标进行现场放样定位,以便吊装焊接时能快速就位焊接。
57.进一步的,步骤6根据步骤5中现场测量的放样定位,对各拼装单元完成高空焊接拼装。
58.本实施方式中,利用汽车吊或塔吊将地面焊接完成的拼装单元吊运至安装位置,根据测量定位完成高空焊接拼装固定完成安装。
59.需要说明的是,步骤6中拼装单元高空焊接拼装施工,其中焊接拼装后焊缝通过步骤4中焊缝防腐防锈处理的同样步骤做防腐防锈处理。
60.基于上述改进:
61.1、降低大跨度钢桁架屋面檩条下料施工难度大、施工不准确的问题,加快施工速度。
62.2、施工过程中,由于是模块化拼装,有效减少檐口檩条安装中的返工、报废,提高施工质量,避免返工造成的经济损失。
63.3、该方法,造价成本低,施工操作方便简单,步骤简洁,技术成熟可靠;
64.4、该方法不仅适用于各类造型奇异的各类钢檩条檐口施工,也适用于造型奇特的幕墙面板施工。
65.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。