1.本发明涉及喷釉设备技术领域,尤其涉及一种喷釉通道及喷釉设备。
背景技术:
2.喷釉是指用喷枪或喷雾器使釉浆均匀地喷到坯体表面,为满足大批量生产需要,一般采用喷釉设备进行。
3.目前的喷釉设备,包括输送带和喷釉通道,喷釉通道横跨输送带且其两侧固定在机座上,喷釉通道的喷釉模块位于输送带表面上方,喷釉通道与输送带表面之间限定喷釉腔。喷釉工作时,待喷釉工件放置在输送带上向前输送穿过喷釉腔,在喷釉腔中,喷釉通道上的喷釉模组对待喷釉工件进行喷釉。
4.目前的喷釉模组包括用于分配釉料的分配器以及设于分配器上的喷釉阀门,分配器上设有釉料流道以及连通釉料流道的喷孔,喷釉阀门用于打开或关闭喷孔,以控制喷釉工作。工作时,喷釉阀门的工作频率相当高,因而导致喷釉阀门经常面临维修或更换,喷釉阀门属于易损坏件。此外,喷釉通道内部的各种电气零件和机械零件也具有维修需求。而喷釉模组安装在喷釉通道内部,若需要对其维修,则面临对喷釉通道进行拆卸,相当不便。且喷釉通道一般还要与输送带位置配合,拆卸时,输送带对拆卸操作造成进一步的干扰,导致维修维护困难。
技术实现要素:
5.本发明实施例为了解决现有技术中的喷釉模组维修维护困难的技术问题,提供一种喷釉通道及喷釉设备。
6.为了解决上述技术问题,一方面,本发明实施例提供了一种喷釉通道,与输送带配合,所述喷釉通道包括:
7.第一支撑结构,其限定安装腔体;
8.第二支撑结构,其活动设置在所述安装腔体内并通过第一线性引导件滑动连接所述第一支撑结构;以及
9.至少一个喷釉模组,其设置在所述第二支撑结构靠近所述输送带的一侧上,所述喷釉模组具有釉料流道,所述釉料流道上设有朝向所述输送带的喷釉孔;
10.其中,所述安装腔体的一端设有出口,所述第二支撑结构具有收容位置和伸出位置,位于收容位置的所述第二支撑结构收容在所述安装腔体内,以使所述喷釉模组位于所述输送带表面的上方;所述第二支撑结构经所述出口从所述收容位置移动至所述伸出位置;位于所述伸出位置的第二支撑结构从所述安装腔体部分或整体伸出,以使至少一个所述喷釉模组相对于所述输送带向外伸出而悬空。
11.在一些实施例中,所述第二支撑结构靠近所述输送带的一侧上设有第一安装梁以及与所述第一安装梁平行设置的第二安装梁,所述第一安装梁和所述第二安装梁之间形成安装间隔;
12.至少一个所述喷釉模组安装在所述安装间隔中且其两侧分别可拆卸连接在所述第一安装梁和所述第二安装梁上。
13.在一些实施例中,所述喷釉模组包括釉料分配器、喷釉阀门以及设于所述釉料分配器上侧的盒体;所述釉料流道和所述喷釉孔设置在所述釉料分配器中,所述釉料分配器上还具有安装位,所述喷釉阀门的头部嵌装在安装位且所述喷釉阀门其余部分伸出所述安装位并收容在所述盒体内;
14.所述釉料分配器的两侧分别相对于所述盒体的两侧突出;所述釉料分配器的两侧分别螺接并限位于所述第一安装梁和所述第二安装梁的下侧,所述盒体穿过所述安装间隔而向上伸出。
15.在一些实施例中,所述喷釉通道还包括设于所述第二支撑结构上的主容器和副容器;
16.所述釉料流道的两端分别通过连接管道可拆卸连接所述主容器和所述副容器。
17.在一些实施例中,所述喷釉通道还包括调压装置、阀门组件以及输液装置;所述第二支撑结构的一端设有电气箱,所述电气箱位于所述出口的外侧;所述调压装置和所述阀门组件中至少一者设于所述电气箱内;
18.所述主容器设有第一进气接口、第一排气接口以及进液接口;
19.所述副容器设有第二进气接口以及第二排气接口;
20.所述调压装置通过所述阀门组件连接所述第一进气接口和所述第二进气接口;所述第一排气接口和所述第二排气接口均连接所述阀门组件;
21.所述输液装置连接所述进液接口。
22.在一些实施例中,所述阀门组件包括第一阀门结构和第二阀门结构;
23.所述第一阀门结构包括第一阀门件和第二阀门件,所述调压装置通过第一阀门件连接所述第一进气接口,所述第一排气接口连接第二阀门件;所述第二阀门结构包括第三阀门件和第四阀门件,所述调压装置通过所述第三阀门件连接第二进气接口,所述第二排气接口连接所述第四阀门件;
24.或,所述第一阀门结构和所述第二阀门结构包括三位四通阀。
25.在一些实施例中,所述喷釉通道还包括:
26.驱动部,所述驱动部设于所述第一支撑结构上并驱动连接所述第二支撑结构,以驱动所述第二支撑结构沿所述第一线性引导件滑动。
27.在一些实施例中,所述喷釉通道还包括:
28.升降机构,所述升降机构包括第一动力源以及导向结构,所述第二支撑结构包括主体支架以及位于所述主体支架下方的升降支架,所述喷釉模组设于所述升降支架上;
29.所述主体支架通过所述第一线性引导件滑动连接所述第一支撑结构,所述第一动力源设于所述主体支架上并驱动连接所述升降支架;
30.所述导向结构设于所述主体支架并连接所述升降支架,以引导所述升降支架垂直移动。
31.另一方面,本发明实施例还提供了一种喷釉设备,包括输送带以及所述的喷釉通道,所述喷釉通道与所述输送带表面形成喷釉工作腔,待喷釉工件置于所述输送带上并沿输送方向输送以穿过所述喷釉工作腔。
32.在一些实施例中,该喷釉设备还包括:
33.调距机构,所述喷釉通道为至少两个,所述调距机构连接其中两个所述喷釉通道以使两者相向运动或背向运动;
34.所述调距机构包括第二动力源、传动结构、第一传动连接件、第二传动连接件以及第二线性引导件,所述第二动力源通过所述传动结构驱动连接所述第一传动连接件和所述第二传动连接件,以驱动所述第一传动连接件和所述第二传动连接件相向运动或背向运动;
35.所述第二线性引导件沿所述输送带的输送方向延伸,其中两个所述喷釉通道分别连接所述第一传动连接件和所述第二传动连接件并沿第二线性引导件运动。
36.实施本发明实施例,具有如下有益效果:该喷釉通道,当第二支撑结构从安装腔体部分或整体伸出而位于伸出位置,以使至少一个喷釉模组相对于输送带向外伸出而悬空,从而方便对喷釉模组进行维护或维修操作,而无需对喷釉通道进行拆卸,极大简化了维护步骤和降低了维护难度。
附图说明
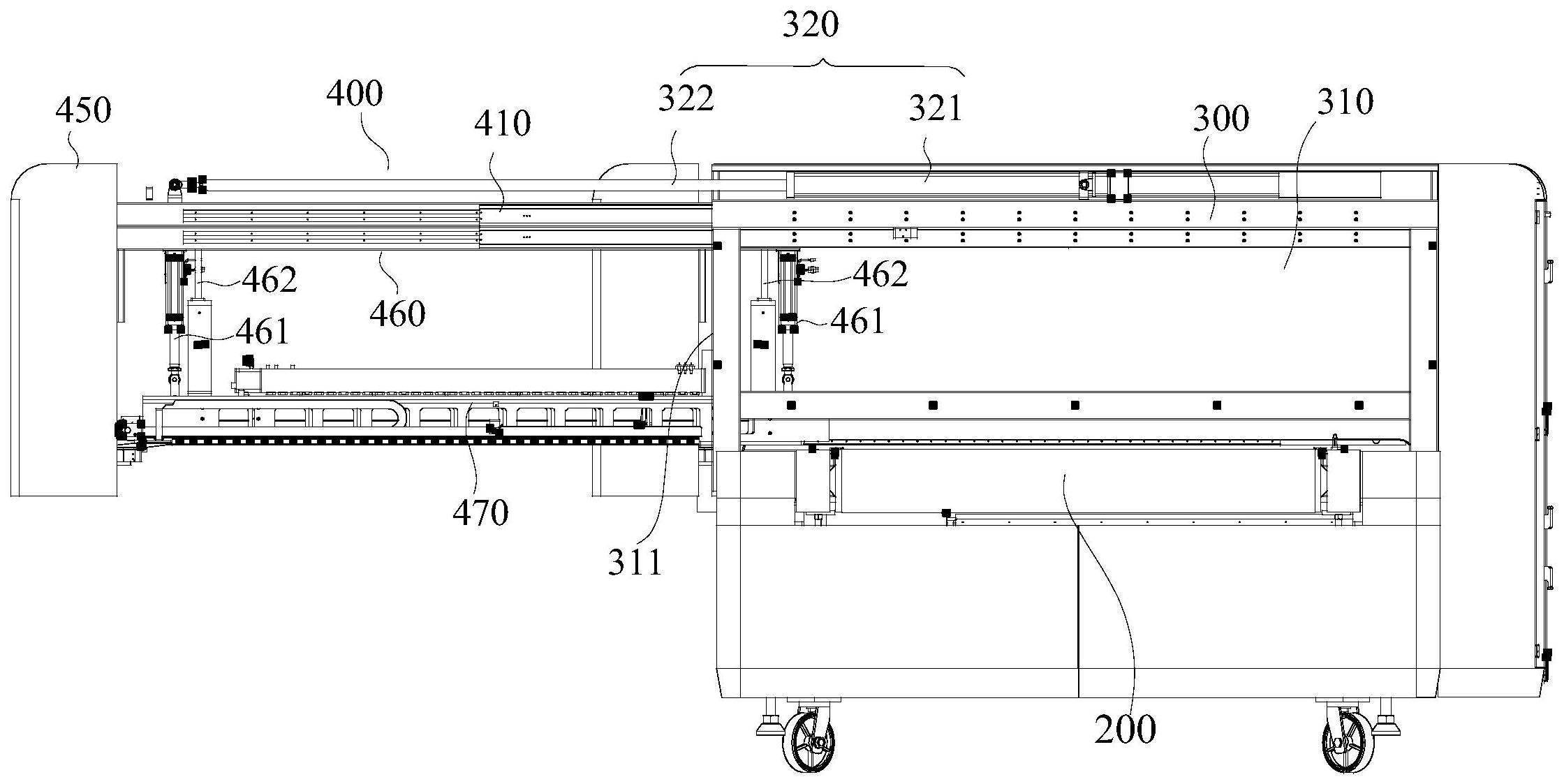
37.图1是本发明一种喷釉通道及喷釉设备的第一实施例结构示意图;
38.图2是图1中第二支撑结构位于伸出位置的示意图;
39.图3是图2的仰视图;
40.图4是本发明中的喷釉模组与第一安装梁以及第二安装梁的装配图;
41.图5是本发明中的喷釉模组与主容器以及副容器的装配图;
42.图6是沿图5中所示a-a线的剖视图;
43.图7是图6中所示b区域的局部放大图;
44.图8是本发明中的调压装置、第一阀门、第二阀门、主容器以及副容器的装配图;
45.图9是发明中的调压装置、第一阀门、第二阀门以及输液装置的连接示意图;
46.图10是发明中的调距机构与喷釉通道的装配图。
47.附图标号说明:
48.100、喷釉通道;110、调压装置;120、第一阀门结构;121、第一阀门件;122、第二阀门件;130、第二阀门结构;131、第三阀门件;132、第四阀门件;140、输液装置;200、输送带;300、第一支撑结构;310、安装腔体;311、出口;320、气缸;321、缸体;322、活塞杆;400、第二支撑结构;410、第一线性引导件;420、第一安装梁;430、第二安装梁;440、安装间隔;450、电气箱;460、主体支架;461、第一动力源;462、导向结构;470、升降支架;500、喷釉模组;510、釉料流道;520、喷釉孔;530、喷釉阀门;531、阀体;532、线圈;533、阀芯;534、弹簧;535、封堵件;540、釉料分配器;550、盒体;600、主容器;610、第一进气接口;620、第一排气接口;630、进液接口;700、副容器;710、第二进气接口;720、第二排气接口;800、控制装置;900、调距机构;910、第二动力源;930、第一传动连接件;940、第二传动连接件;950、第二线性引导件;960、第一丝杆;970、第二丝杆。
具体实施方式
49.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一
步地详细描述。仅此声明,本发明在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本发明的附图为基准,其并不是对本发明的具体限定。
50.在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
51.在本发明中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
52.本发明的一实施例,提供了一种喷釉通道100,与输送带200配合,即喷釉通道100设置在能够与输送带200配合的位置,优选地,喷釉通道100的部分或整体横跨在输送带200上方。
53.该喷釉通道100包括第一支撑结构300、第二支撑结构400以及至少一个喷釉模组500。
54.第一支撑结构300限定安装腔体310。第一支撑结构300的具体结构可以是支架、箱体或框体,或是上述结构中一种以上的结合,但不限于上述形式。
55.第二支撑结构400活动设置在安装腔体310内并通过第一线性引导件410滑动连接第一支撑结构300。即第一支撑结构300与第二支撑结构400具有不同的配合状态,两者可相对活动。具体地,第二支撑结构400的具体结构可以是支架、箱体或框体,或是上述结构中一种以上的结合。第一线性引导件410优选是伸缩导轨,但不限于上述形式。
56.至少一个喷釉模组500设置在第二支撑结构400靠近输送带200的一侧上。喷釉模组500具有釉料流道510,釉料流道510上设有朝向输送带200的喷釉孔520。
57.其中,安装腔体310的一端设有出口311,第二支撑结构400具有收容位置和伸出位置,位于收容位置的第二支撑结构400收容在安装腔体310内,以使喷釉模组500位于输送带200表面的上方,此时喷釉模组500为喷釉工作状态,能够对输送带200表面的工件喷釉。
58.第二支撑结构400经出口311从收容位置移动至伸出位置。位于伸出位置的第二支撑结构400从安装腔体310部分或整体伸出,以使至少一个喷釉模组500相对于输送带200向外伸出而悬空,从而方便对喷釉模组500进行维护或维修操作,而无需对喷釉通道100进行拆卸,避免了输送带200对维护工作造成干扰,极大简化了维护步骤和降低了维护难度。
59.在一些实施例中,为了方便对喷釉模组500进行拆卸,第二支撑结构400靠近输送带200的一侧上设有第一安装梁420以及与第一安装梁420平行设置的第二安装梁430,第一安装梁420和第二安装梁430之间形成安装间隔440。至少一个喷釉模组500安装在安装间隔440中且其两侧分别可拆卸连接在第一安装梁420和第二安装梁430上。
60.优选地,沿第一安装梁420和第二安装梁430的长度方向,多个喷釉模组500直线布置,以实现数码控制喷釉。
61.在一些实施例中,该喷釉模组500包括釉料分配器540、喷釉阀门530以及设于釉料分配器540上侧的盒体550。
62.釉料分配器540可以是板状结构(优选是两个板层叠而成),釉料流道510和喷釉孔520设置在釉料分配器540中,釉料分配器540上还具有安装位541,喷釉阀门530的头部嵌装在安装位541,使位于喷釉阀门530头部的封堵件535伸入釉料流道510并对应至喷釉孔520,喷釉阀门530其余部分伸出安装位541并收容在盒体550内,以使喷釉阀门530隔离,釉料分配器540和盒体550可以采用螺接方式结合,分离釉料分配器540和盒体550后,即可取出喷釉阀门530,方便更换维修喷釉阀门530。
63.该喷釉阀门530为顶针阀。示例性地,该喷釉阀门530包括阀体531、线圈532、阀芯533以及弹簧534,线圈532和阀芯533设于阀体531内且两者驱动连接,以使线圈532通电后驱动阀芯533运动,而弹簧534的两端连接阀体531和阀芯533,以在线圈532断电后驱动阀芯533复位,阀芯533的前端设有封堵件535,封堵件535对应至喷釉孔520,当阀芯533靠近喷釉孔520运动时,封堵件535堵住喷釉孔520,喷釉孔520停止喷釉,当阀芯533远离喷釉孔520运动时,封堵件535打开喷釉孔520,喷釉孔520恢复喷釉。应理解,上述结构并不是喷釉阀门530的唯一结构。
64.喷釉阀门530的数量与喷釉孔520的数量相等。喷釉孔520的数量优选为多个并以阵列的形式分布,相应地,多个喷釉阀门530以阵列的形式分布。安装位是外露于釉料分配器540表面的孔位且连通釉料流道510,喷釉阀门530的头部嵌装在安装位后与安装位密封配合,以避免釉料流道510中的釉料泄露。
65.釉料分配器540的两侧分别相对于盒体550的两侧突出。釉料分配器540的两侧分别螺接并限位于第一安装梁420和第二安装梁430的下侧,盒体550穿过安装间隔440而向上伸出,以使釉料分配器540的两侧分别与第一安装梁420和第二安装梁430分离后,盒体550可向下抽出,从而取出喷釉模组500,方便维护,进一步简化操作。
66.在一些实施例中,该喷釉通道100还包括设于第二支撑结构400上的主容器600和副容器700。釉料流道510的两端分别通过连接管道可拆卸连接主容器600和副容器700,从而方便喷釉模组500与用于供釉的主容器600以及副容器700分离,进一步简化维护操作。
67.在一些实施例中,该喷釉通道100还包括调压装置110、阀门组件以及输液装置140。第二支撑结构400的一端设有电气箱450,电气箱450位于出口311的外侧。调压装置110和阀门组件中至少一者设于电气箱450内,以方便对调压装置110、阀门组件等电气部件进行维护。
68.主容器600设有第一进气接口610、第一排气接口620以及进液接口630。副容器700设有第二进气接口710以及第二排气接口720。
69.调压装置110通过阀门组件接第一进气接口610和第二进气接口710,第一排气接口620和第二排气接口720连接阀门组件。输液装置140连接进液接口630。
70.更详细地,调压装置110连接至气源,以接入加压空气并调整气压。可选地,调压装置110为比例阀或其它调压元件,还可以是由调压元件组成的调压机构。输液装置140为输液泵或其它输液机器,只需实现输入液体即可。
71.在一些实施例中,阀门组件包括第一阀门结构和第二阀门结构;
72.可选地,第一阀门结构120包括第一阀门件121和第二阀门件122,调压装置110通
过第一阀门件121连接第一进气接口610,第一排气接口620连接第二阀门件122;第一阀门件121和第二阀门件122可以是二通阀,第一阀门件121和第二阀门件122分别控制主容器600的进气和排气;第二阀门结构130包括第三阀门件131和第四阀门件132,调压装置110通过第三阀门件131连接第二进气接口710,第二排气接口720连接第四阀门件132;第三阀门件131和第四阀门件132可以是二通阀,第三阀门件131和第四阀门件132分别控制副容器700的进气和排气;
73.或,第一阀门结构和第二阀门结构包括三位四通阀。应理解,也可以是与三位四通阀等同的其他阀门。
74.通过控制主容器600和副容器700的进气和排气,可实现多种工作模式,具体工作模式如下:
75.釉料输入:主容器600的进气关闭,排气打开;副容器700的进气和排气均关闭,输液装置140用于输入釉料。
76.喷釉打印:主容器600的进气打开且排气关闭,同时副容器700进气关闭且排气关闭,加压气体使主容器600中的釉料经过釉料流道510流向副容器700,釉料流道510中的釉料可经喷釉孔520喷出。打印过程中,调压装置110通过第一阀门件121对主容器600输入气压进行调节。当主容器600消耗至低液位时,执行上述釉料输入步骤。
77.清洗:输液装置140向主容器600输入水,此时,主容器600的排气打开且进气关闭,副容器的进气和排气均关闭。注水至预设水位后,主容器600的排气关闭且进气打开,副容器700的进气关闭且排气打开,以使主容器600内的水压入副容器700。当水转移到副容器700后,副容器700进气打开且排气关闭,主容器600的进气关闭且排气打开,使得水从副容器700压入主容器600,如此往复数次,直至主容器600和副容器700清洗完毕。
78.在一些实施例中,该喷釉通道100还包括驱动部,驱动部设于第一支撑结构300上并驱动连接第二支撑结构400,以驱动第二支撑结构400沿第一线性引导件410滑动。优选地,第一线性引导件410的布置方向输送带200的侧向平行。
79.在其中一个实施例中,该驱动部包括气缸320,该气缸320具有缸体321和活塞杆322,缸体321设于第一支撑结构300上,活塞杆322连接第二支撑结构400上,活塞杆322伸出至行程末端时驱动第二支撑结构400沿第一线性引导件410滑动而到达伸出位置,反之,活塞杆322收缩至另一行程末端时第二支撑结构400到达收容位置。应理解,上述结构只是驱动部的其中一种实施方式。此外,驱动部还可以是电动驱动组件(例如电动丝杆螺母组件)或液压驱动组件(例如油缸),甚至还可以是手动驱动组件(例如手动丝杆螺母组件),只要能够实现往复移动即可。
80.在一些实施例中,在加工过程中,不同批次的待喷釉工件的厚度存在差异,当下一次喷釉的待喷釉工件的厚度改变后,为了保证喷釉效果,喷釉模组500应当相应调整其高度,以使喷釉孔520与待喷釉工件表面的距离保持在合适的范围内。为了根据待喷釉工件的厚度调节喷釉模组500的高度,该喷釉通道100还包括升降机构,升降机构包括第一动力源461以及导向结构462,第二支撑结构400包括主体支架460以及位于主体支架460下方的升降支架470,喷釉模组500设于升降支架470上。主体支架460通过第一线性引导件410滑动连接第一支撑结构300,第一动力源461设于主体支架460上并驱动连接升降支架470。导向结构462设于主体支架460上并连接升降支架470,以引导升降支架470垂直移动。
81.优选地,该第一动力源461包括电动升降杆,其包括第一电机以及杆体。第一电机驱动杆体的末端升降,第一电机设于主体支架460上,杆体的末端连接升降支架470,从而能够根据预设的运动量驱动升降支架470升降。该导向结构462包括第一导柱和第一导套,第一导柱设于主体支架460上并向下延伸,第一导套设于升降支架470上,第一导柱穿设第一导套,以实现导向。进一步地,两组升降机构对称布置在第二支撑结构400两侧,以实现两侧同步升降。同样地,两组导向结构462对称布置在第二支撑结构400两侧,以使第二支撑结构400保持平衡,避免第二支撑结构400不平衡而影响喷釉效果。
82.更详细地,该喷釉通道100与一控制装置800连接,控制装置800中输入待喷釉工件的厚度并根据该厚度计算升降支架470的升降位移量,根据该升降位移量,控制装置800控制第一动力源461驱动升降支架470运动。
83.本发明的另一实施例,还提供了一种喷釉设备,包括输送带200以及喷釉通道100。该喷釉通道100的具体结构参照上述实施例,由于本喷釉设备采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
84.喷釉通道100与输送带200表面形成喷釉工作腔,待喷釉工件置于输送带200上并沿输送方向输送以穿过喷釉工作腔,位于喷釉工作腔的待喷釉工件接收喷釉孔520喷出的釉料而上釉。
85.在一些实施例中,该喷釉设备喷釉施工时存在二次喷釉的工艺需求,即在第一次喷釉一段时间后进行第二次喷釉,两次喷釉的时间间隔需要在预设的时间间隔范围中。一般地,输送带200在喷釉时保持速度恒定,为了调整待喷釉工件从上一个喷釉通道100移动至下一个喷釉通道100的时间间隔,该喷釉设备还包括调距机构900,喷釉通道100为至少两个,调距机构900连接其中两个喷釉通道100以使两者相向运动或背向运动,两者相向运动时使得间距缩小,导致待喷釉工件从上一个喷釉通道100移动至下一个喷釉通道100的路程缩小,由于输送带200的输送速度恒定,从而缩小时间间隔。反之,两者背向运动时延长时间间隔。
86.具体地,该调距机构900包括第二动力源910、传动结构、第一传动连接件930、第二传动连接件940以及第二线性引导件950,第二动力源910通过传动结构驱动连接第一传动连接件930和第二传动连接件940,以驱动第一传动连接件930和第二传动连接件940相向运动或背向运动。
87.第二线性引导件950沿输送带200的输送方向延伸,其中两个喷釉通道100分别连接第一传动连接件930和第二传动连接件940并沿第二线性引导件950运动。
88.可选地,该第二动力源910包括第二电机和双轴减速机,第二电机的输出轴连接双轴减速机,传动结构包括第一丝杆960和第二丝杆970,第一丝杆960和第二丝杆970均连接至双轴减速机,第一传动连接件930、第二传动连接件940分别是第一螺母和第二螺母,第一螺母和第二螺母分别螺接第一丝杆960和第二丝杆970,其中一个喷釉通道100的第一支撑结构300连接第一螺母,另一个喷釉通道100的第一支撑结构300连接第二螺母,当第二电机驱动第一丝杆960和第二丝杆970转动时,第一螺母和第二螺母相向运动或背向运动,使得两个喷釉通道100相向运动或背向运动,从而调节间距。
89.更详细地,该调距机构900连接控制装置800,控制装置800中输入该待喷釉工件的
两次喷釉的时间间隔,该控制装置800根据该时间间隔计算两个喷釉通道100之间的间距,并根据两个喷釉通道100的目前间距,计算调距机构900的调节量,根据该调节量该控制装置800控制调距机构900。
90.本发明的另一实施例,还提供了一种喷釉控制方法,包括以下步骤:
91.输入待喷釉工件的厚度并根据该厚度计算升降支架470的升降位移量,根据该升降位移量控制喷釉模组500运动;
92.输入该待喷釉工件的两次喷釉的时间间隔,根据该时间间隔计算两个喷釉通道100之间的间距,并根据两个喷釉通道100的目前间距,计算调距机构900的调节量,根据该调节量控制调距机构900调节两个喷釉通道100之间的间距。
93.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
