1.本实用新型涉及航空配件技术领域,尤其涉及一种薄壁异形航空氧气支架。
背景技术:
2.飞机供氧系统,是指保证飞机乘员能吸入足够氧气,以防止在高空飞行或应急状况下缺氧的个体防护装备。随乘员的人数、航程、升限(巡航高度)和任务性质的不同而有多种形式,但基本上都由氧源、控制阀、调节器、指示仪表、供氧器、断接器和氧气面罩等组成。氧源主要是气态氧,其次是液态氧,某些大型客机也使用固态氧源。氧气调节器随飞行高度的变化按一定规律自行调节供氧压力、流量和含氧百分比,满足人体呼吸和体表加压的生理需求。在民航机上常备有应急供氧系统。正常飞行时靠机舱增压防止旅客缺氧,一旦机舱增压系统失效,则在飞机下降高度的同时由应急供氧系统在短时间内保证全体乘员和旅客用氧。
3.氧气支架是航空飞机供氧系统的零件,属于超薄壁异形挤压零件,氧气支架使用高强度的7075
‑
t73511铝合金材料。现有技术中的氧气支架存在不足之处,一是结构设计不够合理,使其机械性能无法满足使用要求;二是零件易变形,达不到零件超高的直线度要求。
技术实现要素:
4.本实用新型的目的在于克服现有技术中存在的上述问题,提供一种薄壁异形航空氧气支架。
5.为实现上述技术目的,达到上述技术效果,本实用新型是通过以下技术方案实现:
6.一种薄壁异形航空氧气支架,该氧气支架包括第一板部、第二板部、连接板部和第三板部,所述第二板部的一端与第一板部连接,另一端经连接板部与第三板部连接,所述第一板部的厚度大于第二板部的厚度,所述第二板部的厚度等于第三板部的厚度,所述第一板部的底端设有凸柱,所述第一板部的底部靠近凸柱对称设有第一凸板,所述第一板部的底部沿其长度方向均匀开设有若干拱形通孔,所述第二板部的底部沿其长度方向均匀开设有若干第一圆通孔,顶部沿其长度方向均匀开设有若干条形孔,所述第三板部与第二板部之间的夹角为160
‑
170
°
,所述第三板部位于条形孔的上方处设有凹口,所述第三板部位于高出凹口底面的部分沿其长度方向开设有若干第二圆通孔。
7.进一步地,上述薄壁异形航空氧气支架中,所述第一板部的厚度为2.3
‑
2.5mm,所述凸柱的外径为3.7
‑
3.9mm,所述第一凸板的厚度为1.7
‑
1.9mm。
8.进一步地,上述薄壁异形航空氧气支架中,所述第二板部、第三板部的厚度为1.8
‑
2.0mm。
9.进一步地,上述薄壁异形航空氧气支架中,所述拱形通孔将两侧的第一凸板分隔为多段板体,所述拱形通孔的上部为半圆槽,下部为矩形槽,且矩形槽的宽度为13
‑
15mm,高度为20
‑
22mm。
10.进一步地,上述薄壁异形航空氧气支架中,所述条形孔的长度为120
‑
130mm,宽度为14
‑
16mm;相邻两个条形孔之间的间距为140
‑
150mm。
11.进一步地,上述薄壁异形航空氧气支架中,所述第一圆通孔的直径为3
‑
5mm,所述第二圆通孔的直径为5
‑
7mm。
12.进一步地,上述薄壁异形航空氧气支架中,所述第一板部、第二板部的长度相等,长度为1180
‑
1260mm,所述连接板部、第三板部各自的两端相对于第二板部向内收缩,并形成有两个宽度为10
‑
20mm的缺口。
13.进一步地,上述薄壁异形航空氧气支架中,所述氧气支架由7075
‑
t73511铝合金材料制成。
14.一种薄壁异形航空氧气支架的制备方法,包括如下步骤:
15.(1)铝棒熔铸:将铝锭和辅助材料进行熔炼,得到铝熔液,对所述铝熔液进行铸造,得到铝棒;
16.(2)铝棒加热:将得到的铝棒用工频炉进行加热,得到加热后的铝棒;
17.(3)挤压:将加热后的铝棒放置到预热后的模具中,采用挤压设备对模具进行挤压,得到挤压后的铝型材;工频炉和模具之间设有保温装置,铝棒在加热及转移过程中,温度保持为460℃;
18.(4)淬火:对挤压后的铝型材进行淬火,淬火速率为120
‑
130℃/s,得到淬火后的铝型材;
19.(5)校直:对淬火后的铝型材通过校直设备进行校直,得到校直后的铝型材半成品;
20.(6)分段冲压:先对加工后的铝型材进行锯切分段,再利用冲压设备对铝型材分段进行四次冲压成型加工;
21.(7)二次时效:对分段冲压后的铝型材进行二次时效处理,先加热到110
‑
130℃后,保温6
‑
8个小时;再升温至160
‑
180℃,保温8
‑
10小时,开炉得到处理后的铝型材。
22.进一步地,上述薄壁异形航空氧气支架的制备方法,步骤(6)分段冲压中,四次冲压成型加工为:第一次冲压成型带凹口和缺口的第三板部,第二次冲压在第三板部上成型第二圆通孔,第三次冲压在第二板部上成型第一圆通孔,第四次冲压在第一板部上成型拱形通孔。
23.本实用新型的有益效果是:
24.1、本实用新型提供的薄壁异形航空氧气支架结构设计合理,利于挤压成型,降低整体生产制造成本的同时,其机械性能够满足氧气支架的使用要求。
25.2、本实用新型在对薄壁异形航空氧气支架挤压成型过程中,增设有保温装置,并提高淬火速率,使得铝型材产品质量稳定,具有较好的耐腐蚀性能,分段冲压后经二次时效处理,消除铝型材内部产生的残余应力作用,稳固形状尺寸、强度以及硬度,使铝型材的最终力学性能得到稳定提高。
26.当然,实施本实用新型的任一产品并不一定需要同时达到以上的所有优点。
附图说明
27.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使
用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
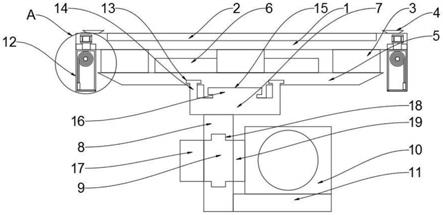
28.图1为本实用新型薄壁异形航空氧气支架的主视结构示意图;
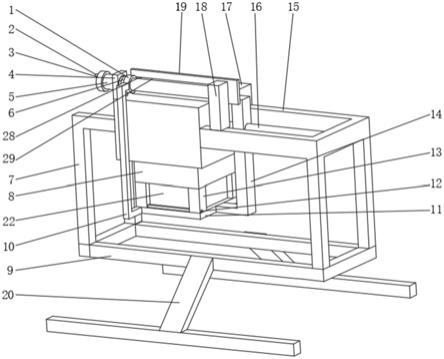
29.图2为本实用新型薄壁异形航空氧气支架的侧视结构示意图;
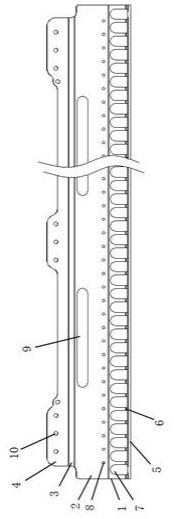
30.图3为本实用新型挤压件分段后未冲压前的主视结构示意图;
31.图4为本实用新型挤压件分段后未冲压前的侧视结构示意图;
32.附图中,各标号所代表的部件列表如下:
[0033]1‑
第一板部,2
‑
第二板部,3
‑
连接板部,4
‑
第三板部,5
‑
凸柱,6
‑
第一凸板,7
‑
拱形通孔,8
‑
第一圆通孔,9
‑
条形孔,10
‑
第二圆通孔。
具体实施方式
[0034]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
[0035]
请参阅图1
‑
4所示,本实施例为一种薄壁异形航空氧气支架,该氧气支架包括第一板部1、第二板部2、连接板部3和第三板部4,第二板部2的一端与第一板部1连接,另一端经连接板部3与第三板部4连接。第一板部1的厚度大于第二板部2的厚度,第二板部2的厚度等于第三板部4的厚度,第一板部1的底端设有凸柱5,第一板部1的底部靠近凸柱5对称设有第一凸板6。第一板部1的底部沿其长度方向均匀开设有若干拱形通孔7,第二板部2的底部沿其长度方向均匀开设有若干第一圆通孔8,顶部沿其长度方向均匀开设有若干条形孔9,第三板部4与第二板部2之间的夹角为160
‑
170
°
,第三板部4位于条形孔9的上方处设有凹口,第三板部4位于高出凹口底面的部分沿其长度方向开设有若干第二圆通孔10。
[0036]
本实施例中,第一板部1的厚度为2.3
‑
2.5mm,凸柱5的外径为3.7
‑
3.9mm,第一凸板6的厚度为1.7
‑
1.9mm。第二板部2、第三板部4的厚度为1.8
‑
2.0mm。
[0037]
本实施例中,拱形通孔7将两侧的第一凸板6分隔为多段板体,拱形通孔7的上部为半圆槽,下部为矩形槽,且矩形槽的宽度为13
‑
15mm,高度为20
‑
22mm。
[0038]
本实施例中,条形孔9的长度为120
‑
130mm,宽度为14
‑
16mm;相邻两个条形孔之间的间距为140
‑
150mm。
[0039]
本实施例中,第一圆通孔8的直径为3
‑
5mm,第二圆通孔10的直径为5
‑
7mm。
[0040]
本实施例中,第一板部1、第二板部2的长度相等,长度为1180
‑
1260mm,连接板部3、第三板部4各自的两端相对于第二板部向内收缩,并形成有两个宽度为10
‑
20mm的缺口。
[0041]
本实施例中,氧气支架由7075
‑
t73511铝合金材料制成。
[0042]
上述薄壁异形航空氧气支架的制备方法包括如下步骤:
[0043]
(1)铝棒熔铸:将铝锭和辅助材料进行熔炼,得到铝熔液,对铝熔液进行铸造,得到铝棒;
[0044]
(2)铝棒加热:将得到的铝棒用工频炉进行加热,得到加热后的铝棒;
[0045]
(3)挤压:将加热后的铝棒放置到预热后的模具中,采用挤压设备对模具进行挤
压,得到挤压后的铝型材;工频炉和模具之间设有保温装置,铝棒在加热及转移过程中,温度保持为460℃;
[0046]
(4)淬火:对挤压后的铝型材全封闭的喷水、喷气装置进行淬火,淬火速率为120
‑
130℃/s,得到淬火后的铝型材;
[0047]
(5)校直:对淬火后的铝型材通过校直设备进行校直,得到校直后的铝型材半成品;
[0048]
(6)分段冲压:先对加工后的铝型材进行锯切分段,得到如图3
‑
4所示的结构,再利用冲压设备对铝型材分段进行四次冲压成型加工;
[0049]
(7)二次时效:对分段冲压后的铝型材进行二次时效处理,先加热到110
‑
130℃后,保温6
‑
8个小时;再升温至160
‑
180℃,保温8
‑
10小时,开炉得到处理后的铝型材。铝型材最终达到机械性能中抗压强度为512mpa,屈服强度428mpa,延伸率为9.5%,硬度hrb 80的要求。
[0050]
进一步地,上述薄壁异形航空氧气支架的制备方法,其步骤(6)分段冲压中,四次冲压成型加工为:
[0051]
第一次冲压成型带凹口和缺口的第三板部;
[0052]
第二次冲压在第三板部上成型第二圆通孔;
[0053]
第三次冲压在第二板部上成型第一圆通孔;
[0054]
第四次冲压在第一板部上成型拱形通孔。
[0055]
本实施例提供的薄壁异形航空氧气支架结构设计合理,利于挤压成型,降低整体生产制造成本的同时,其机械性能够满足氧气支架的使用要求。本实施例在对薄壁异形航空氧气支架挤压成型过程中,增设有保温装置,并提高淬火速率,使得铝型材产品质量稳定,具有较好的耐腐蚀性能,分段冲压后经二次时效处理,消除铝型材内部产生的残余应力作用,稳固形状尺寸、强度以及硬度,使铝型材的最终力学性能得到稳定提高。
[0056]
以上公开的本实用新型优选实施例只是利于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。