1.本实用新型属于无人机技术领域,尤其涉及一种电动大载重多旋翼无人机机身。
背景技术:
2.目前,无人驾驶飞机简称无人机,即uav(unmanned aerial vehicle)或uas(unmanned aircraft system),是利用无线电遥控设备和自主程序控制装置操纵的不载人飞机。较之载人飞机,无人机的应用能够有效扩大活动范围,提高工作时间,在军事、科研、政府、商业活动及个人消费品等领域都有很大的应用空间。其中多旋翼无人机由于结构简单,成本低,且能垂直起降活动方便,因而有很多应用场景和很大发展前景。
3.由于近几年来无刷电机及锂电池的大力发展,电动多旋翼无人机得到了快速发展和广泛应用。市场上的电动多旋翼无人机大都是最大起飞重量100kg以下的电动多旋翼无人机,具有少量300kg级别的电动多旋翼无人机。为了保证轻量化,结构主要材质为碳纤维复合材料,但是由此造成了模具加工成本高、复合材料加工工艺复杂、质量无法保证等主要问题,且碳纤维复合材料部分单次损坏后无法维修只能整机报废。
4.现有大型电动多旋翼无人机机身采用碳纤维复合材料制作而成,具有以下缺点。
5.a.加工成本高:原材料方面碳布或者预浸布制作复杂且成本高,成型制造方面需要模具,模具制作一般为金属材质需要单独设计加工,大型模具制作具有较高的加工成本。且碳纤维复合材料加工设备成本和大量人工成本也较高;
6.b.加工工艺复杂:复合材料制品加工正常在模具上制作需要经历预处理、裁剪、铺覆、密封、真空加压、加热固话、脱模、打磨修剪、工装在此成型、喷漆等工艺环节,工艺流程环节众多且无法脱离大量人工,加工工艺比较复杂;
7.c.质量问题:受加工工艺复杂和人工参与影响较多,整机复合材料制作成品废品率较高;
8.d.检验及维修困难:碳纤维复合材料因其易加工性可以根据成品形状进行多样化设计,因此整机制作时碳纤维复合材料成品都是一体铺覆成型的,另外技术方面在碳纤维复合材料检验和维修方面整体比较落后。这就造成一旦结构上出现部分损坏,无法进行有效的维修,只能整机报废,造成很大浪费。
9.通过上述分析,现有技术存在的问题及缺陷为:
10.(1)加工成本高;
11.(2)加工工艺复杂;
12.(3)废品率较高;
13.(4)检验及维修困难。
14.(5)尚无较好的成型的机身机械结构可选。
15.解决以上问题及缺陷的难度为:
16.目前,大型多旋翼无人机机身复材结构难以降低成本、降低加工工艺复杂性、降低废品率、降低维修困难度及维修成本,且尚无较好的成型的机身机械结构可选。
17.解决以上问题及缺陷的意义为:
18.可以提供一种具有易加工、成本低、质量轻、强度高、结构性能好、稳定性强、工艺成熟、加工成本低、易于装配及后期维修等优点的无人机机身,填补当前大型多旋翼无人机机身结构的一部分技术空缺。
技术实现要素:
19.为了解决现有技术存在的问题,本实用新型提供了一种电动大载重多旋翼无人机机身。
20.本实用新型是这样实现的,一种电动大载重多旋翼无人机机身设置有:
21.主梁;
22.框,两端通过铆钉与两根主梁铆接固定;
23.底板,通过铆钉铆接固定于两根主梁下部;
24.连接组件,通过铆钉铆接固定于所述底板下部拐角处,该连接组件用于安装无人机起落架,如常见的滑撬式起落架。
25.连接件,通过铆钉铆接固定于所述主梁外侧,该连接件用于安装无人机旋翼支臂或涵道。
26.本实用新型的机身材料不局限于铝合金材料,也可以为钛合金、钢、尼龙等金属或非金属材料。
27.进一步,所述主梁设置有两根,两根主梁平行设置,贯穿机头至机尾;所述主梁中部设置有减重孔和加强筋。
28.进一步,所述框设置有八个,由机头向机尾有序排列分布,中部设置有多个减重孔。该框与主梁包围的空间可以防止航电设备。
29.进一步,所述框与主梁连接处上部通过铆钉铆接固定有连接角片,所述连接角片共设置有十个。
30.进一步,所述成对角位置的连接角片上部通过铆钉铆接固定有支撑杆,所述支撑杆设置有四个。
31.进一步,所述底板下部通过铆钉铆接有挂载横梁,所述挂载横梁共设置有六个,由机头向机尾均匀有序布置。该挂载横梁可用于挂载电池组。
32.进一步,所述连接组件共设置有四个,分别通过铆钉铆接于地板下部拐角处。
33.进一步,所述连接件共设置有六个,布置在机身结构中部、两主梁外侧、在主梁的头部、正中、尾部均匀对称布置。
34.本实用新型的另一目的在于提供一种利用上述无人机机身制造的无人机。
35.结合上述的所有技术方案,本实用新型所具备的优点及积极效果为:
36.(1)本实用新型提供一种电动大载重多旋翼无人机结构方案。机身主要材质为铝合金,铝合金具有易加工、质量轻、比强度高的性能特点,但不局限于铝合金材料,可根据实际的载重进行材料更换。通过机加工、钣金、铆接等生产装配工艺制作而成,具有结构性能好、稳定性强、工艺成熟、质量轻、加工成本低、易于装配及后期维修等优点。
37.(2)降低成本:铝合金材料目前主要采用电解铝工艺,原材料成本低廉,且行业内铝本实用新型采用的加工工艺为机械加工和钣金加工,加工工艺简单且成熟。本实用新型
装配工艺为铆钉铆接和螺栓螺接,装配简单成本低廉。
38.(3)简化加工工艺,提高生产效率:相比于复合材料,本实用新型的结构在零部件成型之后仅需少量工装定位即可完成机身整体装配,采用铆接和螺接均为成熟简便的装配工艺,可以有效简化加工工艺和提高生产效率。
39.(4)保证质量:通过本实用新型可以将质量控制分布在两个环节,第一个环节是零部件加工环节,机加工和钣金加工的零部件成品进行质检保证质量;第二个环节是机身装配环节,在机身装配环节进行适时地质量检验保证质量。质检环节清晰且有效,可以保证产品质量。
40.(5)方便检验和维修:本实用新型的结构基于铝合金材料本身的金属性能和装配时防松等标记定位,可以通过目测、手触、敲击等形式进行快速的检验发现问题。当出现部分损坏时,可以通过直接拆卸并替换相关零部件的形式,进行有效维修。
附图说明
41.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图做简单的介绍,显而易见地,下面所描述的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下还可以根据这些附图获得其他的附图。
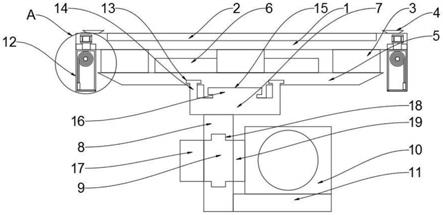
42.图1是本实用新型实施例提供的电动大载重多旋翼无人机机身的结构示意图;
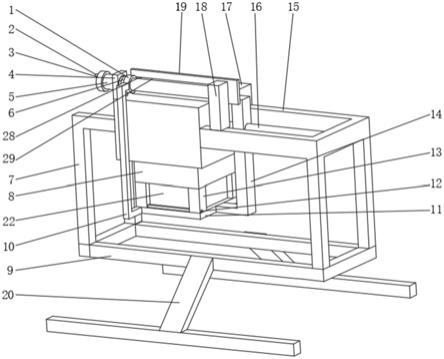
43.图2是本实用新型实施例提供的电动大载重多旋翼无人机机身的另一侧结构示意图;
44.图中:1、主梁;2、框;3、底板;4、连接角片;5、支撑杆;6、挂载横梁;7、连接组件;8、连接件。
具体实施方式
45.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
46.针对现有技术存在的问题,本实用新型提供了一种电动大载重多旋翼无人机机身,下面结合附图对本实用新型作详细的描述。
47.如图1至图2所示,本实用新型提供的电动大载重多旋翼无人机机身包括:主梁1、框2、底板3、连接角片4、支撑杆5、挂载横梁6、连接组件7、连接件8。
48.实施例1
49.本实施的机身结构中含有两根主梁1,贯穿机头至机尾,由铝合金块整体机加工制作,中间含有多个减重孔和相关加强筋。其中减重孔可以进行结构减重和配合航电走线。主梁1与框2、底板3、连接角片4、连接组件7、连接件8相互连接,构成机身整体结构,主要承受整机的弯矩和扭力。主梁1与框2多颗铆钉铆接,主梁1与底板3多颗铆钉铆接,主梁1与连接角片4多颗铆钉铆接,主梁1与连接组件7多颗螺钉连接,主梁1与连接件8多颗螺钉连接。
50.实施例2
51.在实施例1的基础上,本实施例的机身结构中含有八个框2,由机头向机尾有序排
列分布,由铝合金薄板钣金制作,中间含有多个减重孔,其中减重孔可以进行结构减重和配合航电走线。框2与主梁1、连接角片4连接,构成机身整体结构,主要支撑机身横向宽度和增强机身结构的抗弯和抗扭能力,传递两主梁1之间的力矩。框2与主梁1多颗铆钉铆接,框2与连接角片4多颗铆钉铆接。
52.实施例3
53.在实施例1的基础上,本实施例的机身结构中含有一块底板3,布置在主梁1和框2的下面,由一整块薄铝板机加工制作。底板3上可以安装布置航电设备和线缆走线,承受无人机飞行时航电设备带来的惯性力。底板3与主梁1、连接角片4连接,构成机身整体结构,底板3对机身结构下底面进行封闭,可以有效提高整机刚度和增强整机弯抗扭能力,传递两主梁1、机身框2之间的力矩。底板3与主梁1多颗铆钉铆接,底板3与连接角片4多颗铆钉铆接。
54.实施例4
55.在实施例1的基础上,本实施例的机身结构中含有十个连接角片4,随着框2的位置连接角片4进行有序分布,由铝合金薄板钣金制作。连接角片4与主梁1、框2、支撑杆5连接,构成机身整体结构,传递主梁1、框2、支撑杆5之间的力矩。连接角片4与主梁1多颗铆钉铆接,连接角片4与框2多颗铆钉铆接,连接角片4与支撑杆5多颗螺钉连接。
56.实施例5
57.在实施例1的基础上,本实施例的机身结构中含有四个支撑杆5,布置在机身结构最上方,由铝合金薄板钣金制作。支撑杆5与连接角片4连接,构成机身整体结构,支撑杆5提高整机刚度的同时,又可以保证机身的开口结构,有利于机身结构内部的航电设备安装和线缆走线布置。支撑杆5与角片多颗螺栓连接。
58.实施例6
59.在实施例1的基础上,本实施例的机身结构中含有六个挂载横梁6,由机头向机尾均匀有序布置,由铝合金薄板钣金制作。挂载横梁6与底板3连接,构成机身整体结构,主要作用是挂载动力电池。挂载横梁6和底板3多颗铆钉铆接。
60.实施例7
61.在实施例1的基础上,本实施例的机身结构中含有四个连接组件7,布置在机身结构底部的四端,由铝合金块机加工制作。连接组件7与主梁1连接,构成机身整体结构,主要作用是连接起落架结构。连接组件7和主梁1多颗螺钉连接。
62.实施例7
63.在实施例1的基础上,本实施例的机身结构中含有六个连接件8,布置在机身结构中部、两主梁1外侧、在主梁1的头部、正中、尾部均匀对称布置,由铝合金块机加工制作。连接件8与主梁1连接,构成机身整体结构,主要作用是连接动力单元,传递无人机飞行时由单个动力单元产生的升力、扭力、震动及无人机静置时动力单元的重力。连接件8与主梁1多颗螺钉连接。
64.本实用新型连接组件用于安装起落架,连接件位置可以根据设计要求任意调整位置和数量满足多种机臂的安装,挂载横梁可以挂在电池组及其它任务设备。本实用新型各个零件通过机加工完成,加工工艺简单且成熟,成本低廉;装配工艺为铆钉铆接和螺栓螺接,装配简单成本低廉,有效简化加工工艺和提高生产效率;本实用新型结构基于机加工的零件和常规连接件连接,当出现部分损坏时,可以通过直接拆卸并替换相关零部件的形式,
进行有效维修,维修费用低。
65.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
66.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。