技术特征:
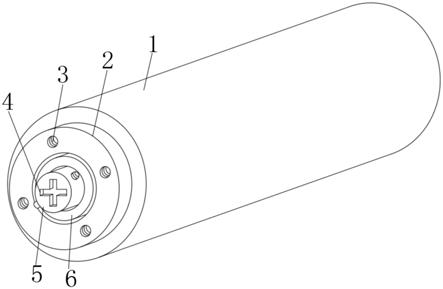
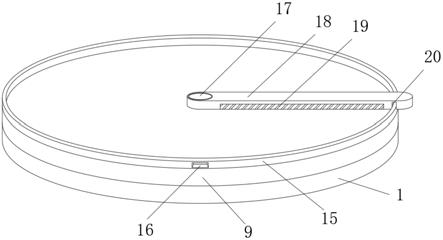
1.一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,包括以下步骤:步骤一、内芯导流架(10)的制备,所述内芯导流架(10)包括储气金属内芯(11)以及连通储气金属内芯(11)的金属分流散气管(12),按照待制备的成品外壳形状将多个金属分流散气管(12)焊接并连通储气金属内芯(11),以得到内芯导流架一;步骤二、塑料的预处理,在塑料原料中加入增强剂、抗氧化剂、阻燃剂以及抗菌剂后进行加热搅拌,以得到熔融塑料一;步骤三、发泡工艺,向熔融塑料一中加入发泡剂,并在搅拌静置后得到熔融塑料二;步骤四、注塑工艺,将内芯导流架一置于模具成型腔后合模,并向成型腔内注射熔融塑料二,加热成型后脱模,以得到注塑件一;步骤五、灭菌气体内注工艺,将注气针头刺入注塑件一内的储气金属内芯(11),通过注气针头将储气金属内芯(11)内的气体置换为灭菌气体,并在灭菌气体置换完成后进行保压处理,保压处理完成后得到塑件二;步骤六、复烘工艺,将塑件二置于烘箱内进行高温复烘,以使塑件二内热固性塑料进行充分的固化交联,即可得到成品外壳。2.根据权利要求1所述的一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,步骤一中,所述储气金属内芯(11)位于成品外壳的顶部或底部中心位置,所述金属分流散气管(12)分布于成品外壳拐点处,以便于金属分流散气管(12)包裹在成品外壳内部的同时便于增强整体结构的支撑强度。3.根据权利要求1所述的一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,步骤二中,塑料原料为热固性塑料,增强剂为邻苯二甲酸二辛酯dop,抗氧化剂为二丁基羟基甲苯,阻燃剂为十溴二苯乙烷,抗菌剂为纳米银抗菌粉。4.根据权利要求3所述的一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,热固性塑料、增强剂、抗氧化剂、阻燃剂以及抗菌剂比例为100:2:5:3:7。5.根据权利要求1所述的一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,步骤二中,加热温度为九十摄氏度,搅拌条件为,以四十五转每分钟的速率搅拌十五分钟。6.根据权利要求1所述的一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,步骤三中,发泡剂为ac发泡剂,搅拌时需在一百摄氏度的条件下,以六十转每分钟的速率搅拌五分钟,搅拌完成后需静置二十分钟。7.根据权利要求1所述的一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,步骤四中,将内芯导流架一放置在模具成型腔内,并通过内芯导流架一的多个金属分流散气管(12)底端进行定位,以使熔融塑料二充分包裹内芯导流架一外壁。8.根据权利要求1所述的一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,步骤四中,注塑温度为九十五摄氏度,注塑压力为六十千克,成型温度为一百五十摄氏度,注塑时间为二十五秒,冷却时间为十五秒。9.根据权利要求1所述的一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,步骤五中,灭菌气体为香樟树枝叶蒸馏后的气化物,保压处理时压力为五千克,保压处理时间为五分钟。10.根据权利要求1所述的一种医疗电子产品塑胶复合外壳的制作方法,其特征在于,步骤六中,高温复烘时,温度为一百七十摄氏度,复烘时间为十五分钟。
技术总结
本发明公开了一种医疗电子产品塑胶复合外壳的制作方法,包括以下步骤:步骤一、按照待制备的成品外壳形状制备内芯导流架一;步骤二、在塑料原料中加入增强剂、抗氧化剂、阻燃剂以及抗菌剂后进行加热搅拌,以得到熔融塑料一;步骤三、向熔融塑料一中加入发泡剂,并在搅拌静置后得到熔融塑料二;步骤四、将内芯导流架一置于模具成型腔后合模,并向成型腔内注射熔融塑料二,以得到注塑件一;步骤五、用注气针头将内芯导流架一内的气体置换为灭菌气体并进行保压处理,以得到塑件二;步骤六、复烘工艺,将塑件二置于烘箱内进行高温复烘。本发明是一种可赋予塑胶复合外壳高强度以及自杀菌能力的制作方法。能力的制作方法。能力的制作方法。
技术研发人员:罗树水 吴杰峰 钟秀珍
受保护的技术使用者:漳州市品源塑胶模具有限公司
技术研发日:2021.07.13
技术公布日:2021/10/11
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。