本发明属于铜箔生产技术领域,涉及一种led灯条板用铜箔、成套生产设备及生产方法。
背景技术:
覆铜箔层压板(coppercladlaminate,ccl)是将电子玻纤布或其它增强材料浸以树脂,一面或双面覆以铜箔并经热压而制成的一种板状材料;聚酰亚胺薄膜(pi膜)是由均苯四甲酸二酐(pmda)和二胺基二苯醚(dde)在强极性溶剂中经缩聚并流延成膜再经亚胺化而成。
目前市面上并无专门针对灯条板用的铜箔,因其需要考虑到其pi膜和铜箔毛面rz之间胶的流动性外,亦要考虑其在铜箔(亮面)涂上油墨的匹配性,故一般使用在正常的ccl板上的铜箔,较不适用在灯条板用的铜箔上,其会造成涂胶不均造成的外观异常或油墨涂布不均进而有过度蚀刻的异常,现有的技术都是针对ccl来进行生产,其铜箔的适用性并不适合用在灯条板用的铜箔上(因较高的rz和较多的杂项金属镀层),使用原始的生产方式在尚未经过后处理的铜箔(动物性添加剂)其添加剂用量胶较高,而灯条板用的铜箔使用的胶量较低。
技术实现要素:
本发明的目的是针对现有的铜箔因为技术参数的问题导致无法良好的兼容用于led灯条板中的问题,而提出的一种led灯条板用铜箔、成套生产设备及生产方法。
本发明的目的可通过下列技术方案来实现:
一种led灯条板用铜箔、成套生产设备,其特征在于:它包括前端铜箔生成设备和后端铜箔处理设备;前端铜箔生成设备包括用于溶解铜线基材的溶铜塔、用于储存溶铜塔形成的硫酸铜混合溶液的污液塔、用于过滤硫酸铜混合溶液的过滤器、用于储存过滤后的硫酸铜溶液的净液塔、用于电镀生成铜箔的生箔机;后端铜箔处理设备包括用于对铜箔表面进行酸洗处理的酸洗装置、用于对铜箔表面进行打磨粗化处理的粗化装置、用于铜箔进行固化处理的固化装置、用于对铜箔表面进行防氧化电镀金属处理的电镀装置、用于对铜箔的金属氧化层外喷涂硅烷的喷涂装置、用于对铜箔进行烘干处理的烘干装置、用于将成品铜箔收卷包装的绕卷装置。
一种led灯条板用铜箔的生产方法,包括以下步骤:
步骤1:取铜线和硫酸,放入溶铜塔中,溶解后得到混合硫酸铜溶液,其中:硫酸的浓度为340~360g/l,溶铜塔内的环境温度为35~40℃;
步骤2:混合硫酸铜溶液溢流到污液塔内,经过污液泵的抽液效果后先流入到过滤器中进行过滤功效,获得纯净硫酸铜溶液,然后再将纯净硫酸铜溶液压入到净液塔内;
步骤3:通过计量泵将添加剂塔中的添加剂以计量化的形式打入到净液塔内,搅拌均匀,获得电解液,此时净液塔内该添加剂的各项成分浓度为:10~15g/l的整平剂——羟乙基纤维素(hec)、8~15g/l的除应力剂——糖精钠、8~12g/l的光亮剂——聚二硫二丙烷磺酸钠(sps)。
步骤4:通过净液泵将电解液抽至生箔机内,经过电镀生箔工艺后,获得铜箔带,再将铜箔带经开卷装置的绕卷后再进行裁切,得到铜箔半成品,并将该步骤中多余的废料回流到污液塔内;
步骤5:对铜箔半成品的表面进行酸洗工艺,该酸洗过程采用浓度为125~135g/l的稀硫酸;
步骤6:通过粗化装置对铜箔半成品的表面进行打磨粗化处理;
步骤7:通过固化装置对铜箔半成品的表面进行固化处理;
步骤8:以电镀形式对铜箔半成品依次完成镀锌的工艺,其中:锌离子的浓度为4.5~5.5g/l,ph为9~10.5,电镀液的温度为25~30℃,电流密度为0.1~0.7a/dm2;
步骤9:以电镀形式对铜箔半成品依次完成镀铬的工艺,其中:铬离子的浓度为1.8~2.5g/l,ph为9~10.5,电镀液的温度为25~30℃,电流密度为0.1~0.5a/dm2;
步骤10:对铜箔半成品表面的镀锌镍铬防氧化层外喷涂硅烷偶联剂,完成涂硅烷工艺;
步骤11:铜箔半成品进行烘烤处理,得到铜箔成品;
步骤12:通过绕卷包装机对铜箔成品进行收卷包装。
在上述的一种led灯条板用铜箔的生产方法中,步骤8中所述的锌离子的浓度为5.2g/l,ph为10,电镀液的温度为28℃,电流密度为0.2a/dm2。
在上述的一种led灯条板用铜箔的生产方法中,步骤9中所述的铬离子的浓度为2.1g/l,ph为10,电镀液的温度为28℃,电流密度为0.2a/dm2。
在上述的一种led灯条板用铜箔的生产方法中,步骤5中所述的酸洗环境温度为45~55℃。
在上述的一种led灯条板用铜箔的生产方法中,步骤11所获得的铜箔成品的表面锌、铬含量在20mg/m2以下,毛面粗糙度在8.5um以下,高温抗拉强度在160n/mm2以上,高温延伸性在5%以上,常温抗拉强度应在320n/mm2以上,常温延伸性在5%以上。
在上述的一种led灯条板用铜箔的生产方法中,步骤4中所述的开卷装置包括卷绕辊以及固定设置的左支架、右支架、抬高驱动元件;卷绕辊的两端固定设有架轴,架轴的端部设有架盘,架盘外端面中心开设有对接槽,架盘的外圈尺寸大于架轴;抬高驱动元件向外设有一可升降杆,可升降杆的端部设有支撑座,支撑座上的横向两端分别设有支撑件,支撑件的上方开设有用于支撑卷绕辊的半圆形支撑口;左支架上开设有用于架轴放入的缺口,缺口的中心开设有一圈用于使架盘塞入的弧形环槽;左支架上还固定设有左横板,左横板上设有左横向滑轨,左横向滑轨上滑动设有从动块,左横板上还设有用于驱动从动块进行滑动的从动驱动元件,从动块朝向缺口的一端转动设有左托轴,左托轴的端部设有用于与对接槽完成对接固定的对接体;右支架上固定设有右横板,右横板上设有右横向滑轨,右横向滑轨上滑动设有主动块,右横板上还设有用于驱动从动块进行滑动的主动驱动元件,主动块上固定设有一主轴电机,主轴电机输出轴为右托轴,右托轴的端部也设有对接体,左托轴和右托轴同线;左支架上还固定设有高度限位板,支撑座上固定设有高度拨板,高度拨板被高度限位板阻挡时半圆形支撑口的中心点位于左托轴、右托轴所在的直线上;对接体包括对接盘和中心对称固定设置在对接盘四周的四个对接杆,对接槽包括与对接盘形状一致的盘形槽和与四个对接杆形状一致的杆形槽。
在上述的一种led灯条板用铜箔的生产方法中,步骤4中多余的废料通过回收系统回流至溶铜塔或污液塔内,该回收系统包括入料泵组件、颗粒过滤装置、第一出料泵组件、第二出料泵组件,入料泵组件用于将含铜冲洗水抽至颗粒过滤装置中;该颗粒过滤装置包括具有内腔的过滤箱,过滤箱的中部固定设有一具有若干过滤孔的过滤盘,过滤盘将内腔分为上腔和下腔,上腔的侧壁开设有方槽形的第一出口,下腔的侧壁开设有第二出口,第一出口与第一出料泵组件对接,第二出口与第二出料泵组件对接,第一出料泵组件将物料运送至溶铜塔内,第二出料泵组件将物料运送至污液塔内,过滤箱的内部纵向滑动设有与第一出口对齐的刮料板,刮料板通过一刮料驱动组件驱动移动,刮料板能将过滤板上方的杂质从第一出口中刮出;刮料驱动组件包括横向转动设置在过滤箱上的刮料驱动丝杆、固定设置在过滤箱上并用于驱动刮料驱动丝杆旋转的刮料驱动电机,刮料板的侧端固定设有刮料驱动块,刮料驱动块上开设有刮料螺纹,刮料螺纹与刮料驱动丝杆对接;下腔侧壁还纵向滑动设有从动块,从动块与驱动块对齐,且从动块与驱动块之间转动设有一清料辊,清料辊上设有毛刷,清料辊上方的毛刷贴合在过滤盘的下表面,驱动块上固定设有清料驱动电机,清料驱动电机的输出轴与清料辊对接。
与现有技术相比,本led灯条板用铜箔加工出来的金属镀层低,铜箔毛面的流动性低,适用于led灯条板使用。
附图说明
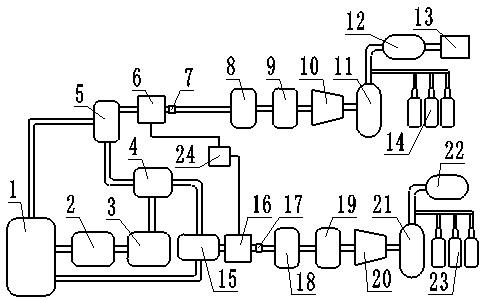
图1是生产常规铜箔的流程图以及生产本灯条板专用铜箔的流程图;
图2是一般铜箔的扫描电子显微镜的sem图以及本灯条板专用铜箔的扫描电子显微镜的sem图;
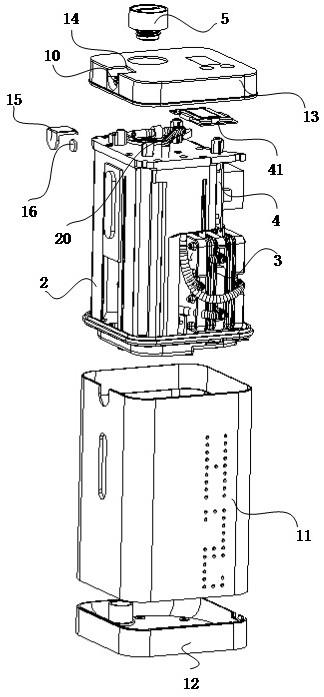
图3是开卷装置的右侧视角结构示意图;
图4是开卷装置的左侧视角结构示意图;
图5是过滤箱在隐藏部分外壳后的上侧视角结构示意图;
图6是过滤箱在隐藏部分外壳后的下侧视角结构示意图;
图中,1、过滤箱;2、过滤盘;3、过滤孔;4、第一出口;5、第二出口;6、刮料板;7、刮料驱动丝杆;8、刮料驱动电机;9、刮料驱动块;10、清料辊;11、毛刷;12、清料驱动电机;13、卷绕辊;14、左支架;15、右支架;16、抬高驱动元件;17、架盘;18、对接槽;19、可升降杆;20、支撑座;21、支撑件;22、半圆形支撑口;23、缺口;24、弧形环槽;25、从动块;26、从动驱动元件;27、左托轴;28、对接体;29、主动块;30、主动驱动元件;31、右托轴;32、主轴电机;33、高度限位板;34、高度拨板。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
本led灯条板用铜箔、成套生产设备包括前端铜箔生成设备和后端铜箔处理设备;前端铜箔生成设备包括用于溶解铜线基材的溶铜塔、用于储存溶铜塔形成的硫酸铜混合溶液的污液塔、用于过滤硫酸铜混合溶液的过滤器、用于储存过滤后的硫酸铜溶液的净液塔、用于电镀生成铜箔的生箔机;后端铜箔处理设备包括用于对铜箔表面进行酸洗处理的酸洗装置、用于对铜箔表面进行打磨粗化处理的粗化装置、用于铜箔进行固化处理的固化装置、用于对铜箔表面进行防氧化电镀金属处理的电镀装置、用于对铜箔的金属氧化层外喷涂硅烷的喷涂装置、用于对铜箔进行烘干处理的烘干装置、用于将成品铜箔收卷包装的绕卷装置。
首先,对本发明生产流程各个步骤的因果做出一个详细地阐述,然后区分出关键步骤相对于现有技术做出的改进。
灯条板用铜箔的生产方法,包括以下步骤:
步骤1:取铜线和硫酸,放入溶铜塔中,溶解后得到混合硫酸铜溶液,其中:硫酸的浓度为340~360g/l,溶铜塔内的环境温度为35~40℃;
该步骤用以将固体化的原料铜线溶解成硫酸铜溶液,主要目的是使cu2 处于游离状态,便于形成后续电解液;
步骤2:混合硫酸铜溶液溢流到污液塔内,经过污液泵的抽液效果后先流入到过滤器中进行过滤功效,获得纯净硫酸铜溶液,然后再将纯净硫酸铜溶液压入到净液塔内;
该步骤是因为原料铜线中含有杂质,所以需要将杂质先尽可能过滤掉,过滤器一般除了配备过滤网外,还会配备活性炭以将杂质吸附;
步骤3:通过计量泵将添加剂塔中的添加剂以计量化的形式打入到净液塔内,搅拌均匀,获得电解液,此时净液塔内该添加剂的各项成分浓度为:10~15g/l的整平剂——羟乙基纤维素(hec)、8~15g/l的除应力剂——糖精钠、8~12g/l的光亮剂——聚二硫二丙烷磺酸钠(sps)。
通过该步骤能使最终得到的铜箔抗拉强度、表面光泽度有恒高的提升;
步骤4:通过净液泵将电解液抽至生箔机内,经过电镀生箔工艺后,获得铜箔带,再将铜箔带经开卷装置的绕卷后再进行裁切,得到铜箔半成品,并将该步骤中多余的废料回流到污液塔内;
该步骤后原料就已经生产了铜箔,后续就要对铜箔进行处理加工;
步骤5:对铜箔半成品的表面进行酸洗工艺,该酸洗过程采用浓度为125~135g/l的稀硫酸;
该过程用于将铜箔半成品表面的氧化层进行处理,以保证后序对铜箔半成品表面表面电镀过程中,其表面处于光滑无杂质的状态;
步骤6:通过粗化装置对铜箔半成品的表面进行打磨粗化处理;
同样,打磨处理是为了提高铜箔表面的光滑度,清除其表面的氧化层;
步骤7:通过固化装置对铜箔半成品的表面进行固化处理;
固化处理可以使铜箔能防止粗化形成的“树枝”状的结晶层脱落,固化之后形成“瘤状”结构,可提高铜箔与基材的结合力;
步骤8:以电镀形式对铜箔半成品依次完成镀锌的工艺,其中:锌离子的浓度为4.5~5.5g/l,ph为9~10.5,电镀液的温度为25~30℃,电流密度为0.1~0.7a/dm2;
步骤9:以电镀形式对铜箔半成品依次完成镀铬的工艺,其中:铬离子的浓度为1.8~2.5g/l,ph为9~10.5,电镀液的温度为25~30℃,电流密度为0.1~0.5a/dm2;
以上两个步骤电镀后是铜箔表面不再容易被氧化,但是区别与本技术,现有技术还多了一项镀镍的工艺,但是这又会导致铜箔光面杂项金属含量都达到23mg/m2甚至25mg/m2以上,对于led灯条板来说,如此高的镀金属氧化层很难适应于灯条板,所以该工艺省略了镀镍的工艺,并且将电流密度作出了大幅度下降的调整,以降低耗电量,进而降低成本;
步骤10:对铜箔半成品表面的镀锌镍铬防氧化层外喷涂硅烷偶联剂,完成涂硅烷工艺;
该步骤在铜箔外层具有硅烷层后,耐腐蚀性提高;
步骤11:铜箔半成品进行烘烤处理,得到铜箔成品;
该步骤将铜箔多余的水份烘干,然后就可以进行包装出货了;
步骤12:通过绕卷包装机对铜箔成品进行收卷包装;
包装成卷带状的成品铜箔,正式可以出货销售。
以上就是本发明整个工艺过程的步骤,为了便于了解电镀工艺调整后后所达到的效果,申请人特意做出了一些试验,并将试验得到的铜箔性能进行了测试。
试验1(常规技术):
步骤1:取铜线和硫酸,放入溶铜塔中,溶解后得到混合硫酸铜溶液,其中:硫酸的浓度为350g/l,溶铜塔内的环境温度为40℃;
步骤2:混合硫酸铜溶液溢流到污液塔内,经过污液泵的抽液效果后先流入到过滤器中进行过滤功效,获得纯净硫酸铜溶液,然后再将纯净硫酸铜溶液压入到净液塔内;
步骤3:通过计量泵将添加剂塔中的添加剂以计量化的形式打入到净液塔内,搅拌均匀,获得电解液,此时净液塔内该添加剂的各项成分浓度为:15g/l的羟乙基纤维素(hec)、12g/l的糖精钠、10g/l的聚二硫二丙烷磺酸钠(sps)。
步骤4:通过净液泵将电解液抽至生箔机内,经过电镀生箔工艺后,获得铜箔带,再将铜箔带经开卷装置的绕卷后再进行裁切,得到铜箔半成品,并将该步骤中多余的废料回流到污液塔内;
步骤5:对铜箔半成品的表面进行酸洗工艺,该酸洗过程采用浓度为130g/l的稀硫酸;
步骤6:通过粗化装置对铜箔半成品的表面进行打磨粗化处理;
步骤7:通过固化装置对铜箔半成品的表面进行固化处理;
步骤8:以电镀形式对铜箔半成品依次完成镀镍的工艺,其中:镍离子的浓度为4.0g/l,ph为10.5,电镀液的温度为30℃,电流密度为1.5a/dm2;
步骤9:以电镀形式对铜箔半成品依次完成镀锌的工艺,其中:锌离子的浓度为5.5g/l,ph为10,电镀液的温度为30℃,电流密度为1.5a/dm2;
步骤10:以电镀形式对铜箔半成品依次完成镀铬的工艺,其中:铬离子的浓度为2.0g/l,ph为10,电镀液的温度为30℃,电流密度为1.5a/dm2;
步骤11:对铜箔半成品表面的镀锌镍铬防氧化层外喷涂硅烷偶联剂,完成涂硅烷工艺;
步骤12:铜箔半成品进行烘烤处理,得到铜箔成品;
步骤13:通过绕卷包装机对铜箔成品进行收卷包装。
试验2:
相比于试验1,将步骤8省略。
试验3:
相比于试验1,步骤8中镍离子的电流密度改为0.5a/dm2,步骤9中锌离子的电流密度改为0.5a/dm2,步骤10中铬离子的电流密度为1.5a/dm2。
试验4:
相比于试验1,将步骤8省略,同时,将步骤9中锌离子的电流密度改为0.5a/dm2,步骤10中铬离子的电流密度为1.5a/dm2。
然后,发明人对4个试验所获得的铜箔成品进行了各方面的属性检测,得到了以下表格。
从该表数据可看出,省略镀镍工艺后,表面镀金属含量就会低于20mg/m2,这就切合了灯条板的应用,而且适当降低电流密度对电镀产生的表面镀金属含量和毛面粗糙度参数不会产生很大的影响,所以降低电流以节能在一定程度上具有必要性。
最终,该工艺流程之下形成的铜箔成品的表面锌、铬含量在20mg/m2以下(可见图2中sem图),毛面粗糙度在8.5um以下,高温抗拉强度在160n/mm2以上,高温延伸性在5%以上,常温抗拉强度应在320n/mm2以上,常温延伸性在5%以上,达到了灯条板的专用需求。
另外,因为步骤4中铜箔带在绕卷过程中,开卷装置所应用的收卷轴与基座的相互安装过程繁杂,且不具有较高的的稳定性,有待改进,针对该问题,申请人还对开卷装置进行了设计改进:
如图3和图4所示,开卷装置包括卷绕辊13以及固定设置的左支架14、右支架15、抬高驱动元件16;
其中:
卷绕辊13的两端固定设有架轴,架轴的端部设有架盘17,架盘17外端面中心开设有对接槽18,架盘17的外圈尺寸大于架轴;
抬高驱动元件向外设有一可升降杆19,可升降杆19的端部设有支撑座20,支撑座20上的横向两端分别设有支撑件21,支撑件21的上方开设有用于支撑卷绕辊13的半圆形支撑口22;
左支架14上开设有用于架轴放入的缺口23,缺口23的中心开设有一圈用于使架盘17塞入的弧形环槽24;左支架14上还固定设有左横板,左横板上设有左横向滑轨,左横向滑轨上滑动设有从动块25,左横板上还设有用于驱动从动块进行滑动的从动驱动元件26,从动块朝向缺口23的一端转动设有左托轴27,左托轴27的端部设有用于与对接槽18完成对接固定的对接体28;
右支架15上固定设有右横板,右横板上设有右横向滑轨,右横向滑轨上滑动设有主动块29,右横板上还设有用于驱动从动块进行滑动的主动驱动元件30,主动块29上固定设有一主轴电机32,主轴电机32输出轴为右托轴31,右托轴31的端部也设有对接体28,左托轴27和右托轴31同线;
左支架14上还固定设有高度限位板33,支撑座20上固定设有高度拨板34,高度拨板34被高度限位板33阻挡时半圆形支撑口22的中心点位于左托轴27、右托轴31所在的直线上;
对接体28包括对接盘和中心对称固定设置在对接盘四周的四个对接杆,对接槽18包括与对接盘形状一致的盘形槽和与四个对接杆形状一致的杆形槽。
安装卷绕辊13过程之前,需要先通过从动驱动元件26和主动驱动元件30(这两个驱动元件要么采用可控气缸,要么采用手工的推杆也行,目的是为了使从动块和主动块29滑动),将在左托轴27和右托轴31进行退位,然后再启动抬高驱动元件,让支撑座20上移,直到高度拨板34触碰到高度限位板33后证明支撑座20已经达到了合适位置,然后放上卷绕辊13,卷绕辊13卡在两个半圆形支撑口22内被两个支撑件21支撑着,同时卷绕轴左侧的架盘17插入到弧形环槽24内完成限位,然后先启动从动驱动元件26,使左托轴27上的对接体28插入到卷绕辊13左侧架盘17的对接槽18内(当然为了使对接体28和对接槽18完全对应上需要人们手工调整左托轴27的角度,使对接体28和对接槽18侧向对齐),接着再启动主动驱动元件30,使右托轴31上的对接体28插入到卷绕辊13右侧架盘17的对接槽18内,之后通过抬高驱动元件将支撑座20下移归位防止阻碍影响铜箔的绕卷工作。
至此,卷绕辊13两侧架盘17分别被左托轴27和右托轴31压紧,且两侧的对接槽18均与对接体28完成了配合,那么此时再启动主轴电机32,右托轴31进行转动,卷绕辊13就会随之转动进行绕卷的作业。
还有,因为回流过程中的物料主要成分是固态cu、硫酸铜、硫酸的混合液,此次回流主要的目的是将固态cu和硫酸回流到溶铜池内进行二次反应。经过申请人的经验得知,该混合液中固态cu有大颗粒状态和小颗粒状态。其中,大颗粒状的固态cu需要回流到溶铜池进行二次溶铜反应,因为大颗粒状的固态cu体积大所以溶解过程比较缓慢,而小颗粒状的固态cu实际上直接回流到溶铜之后的输送通道中经过较短时间的溶解过程就会转化成游离的cu2 。所以,将物料进行筛选处理,将大颗粒状的固态cu分离开后送往溶铜池中,并将小颗粒状的固态cu分离开并直接送入输送通道中,会更为高效地提高产率。
对此,发明还提出了以下技术方案:
如图5和图6所示,步骤4中余废料通过回收系统回流至溶铜塔或污液塔内,该回收系统包括入料泵组件、颗粒过滤装置、第一出料泵组件、第二出料泵组件,入料泵组件用于将含铜冲洗水抽至颗粒过滤装置中;该颗粒过滤装置包括具有内腔的过滤箱1,过滤箱1的中部固定设有一具有若干过滤孔3的过滤盘2,过滤盘2将内腔分为上腔和下腔,上腔的侧壁开设有方槽形的第一出口4,下腔的侧壁开设有第二出口5,第一出口4与第一出料泵组件对接,第二出口5与第二出料泵组件对接,第一出料泵组件将物料运送至溶铜塔内,第二出料泵组件将物料运送至污液塔内,过滤箱1的内部纵向滑动设有与第一出口4对齐的刮料板6,刮料板6通过一刮料驱动组件驱动移动,刮料板6能将过滤板上方的杂质从第一出口4中刮出;刮料驱动组件包括横向转动设置在过滤箱1上的刮料驱动丝杆7、固定设置在过滤箱1上并用于驱动刮料驱动丝杆7旋转的刮料驱动电机8,刮料板6的侧端固定设有刮料驱动块9,刮料驱动块9上开设有刮料螺纹,刮料螺纹与刮料驱动丝杆7对接;下腔侧壁还纵向滑动设有从动块,从动块与驱动块对齐,且从动块与驱动块之间转动设有一清料辊10,清料辊10上设有毛刷11,清料辊10上方的毛刷11贴合在过滤盘2的下表面,驱动块上固定设有清料驱动电机12,清料驱动电机12的输出轴与清料辊10对接。
运作过程中,过滤盘2作为过滤媒介会使小颗粒的固态铜以及硫酸铜混合液从过滤孔3流过,然后从第二出口5流出以送回至溶铜池之后的流通通道中(也可以直接流入到污液塔内),而大颗粒的固态铜会被过滤盘2阻挡,然后间隔一定时间就需要通过刮料板6将遗留在过滤盘2上的固态铜从第一出口4扫出,然后送回至溶铜池内,这两个回流过程中,将余料中固态铜根据大小筛分,以最优选地进行反应。
同时,因为固态铜有可能会堵住过滤孔3,所以本设计还在过滤盘2的下方设计了清料辊10,清料辊10的移动过程与刮料板6同步,且清料辊10在移动的过程中还会转动,以将过滤孔3内的固态铜由下往上顶出。
应该理解,在本发明的权利要求书、说明书中,所有“包括……”均应理解为开放式的含义,也就是其含义等同于“至少含有……”,而不应理解为封闭式的含义,即其含义不应该理解为“仅包含……”。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。