1.本发明属于飞机起落架筒电镀技术领域,具体涉及一种飞机起落架筒电镀辅助工装。
背景技术:
2.起落架是飞机滑行、起降、支撑飞机整体的部件,其中起落架筒是主要零件,与飞机减震系统的减震性能密切相关。起落架筒在使用过程中,由于内部进入空气或填充了压缩空气,在飞机起降过程中环境温度的变化会引起空气冷凝成水蒸汽附着在筒壁上形成局部微电池,从而会引起腐蚀,同时使用过程中作动筒的频繁伸缩会引起筒壁的磨损和划伤。为恢复起落架筒密封性能,需要进行电镀修复。飞机起落架筒一般包括主起落架和前起落架,其中,主起落架包括主起内筒和主起外筒,前起落架包括前起内筒和前起外筒。
3.主起内筒筒口朝上,底端具有一u字型底部支架,该底部支架开有两个共轴的横向通孔,以供一横轴穿过,从而安装主起落架的四轮轮架。主起外筒筒口朝下,与主起内筒的筒身相配合,使主起内筒和主起外筒滑动安装,筒口一旁开有横向的筒端孔,用于安装连杆;主起外筒的顶端连接飞机的机身,带有一三角的加强支架,以提高主起落架的力学强度和稳定性。前起内筒上下贯通,底端垂直设置有一固定的轮轴,整体呈现t字型,轮轴两端安装前起落架轮。前起外筒筒口朝下,与前起内筒的筒身相配合,使前起内筒和前起外筒滑动安装;前起外筒的顶端连接飞机的机身,带有一三角的加强支架,以提高前起落架的力学强度和稳定性。
4.在对起落架筒进行电镀时,由于其体积较大,零件的夹持固定较为困难,同时电流强弱和表面接触面积也会直接影响筒壁电镀是否均匀和完全。为在有限条件下高效完成起落架筒的修复,需要设计一种操作方便夹持牢固的吊装夹具,并采用辅助阳极为电镀区域提供持续强电流。
技术实现要素:
5.本发明所要解决的技术问题,就是提供一种飞机起落架筒电镀辅助工装,该辅助工装可以在起落架筒壁电镀时的固定装置及保持电流强度,优化电镀效果,提高生产效率。
6.解决上述技术问题,本发明所采用的技术方案如下:
7.一种飞机起落架筒电镀辅助工装,其特征在于,包括主起内筒辅助工装、主起外筒辅助工装、前起内筒辅助工装和前起外筒辅助工装中的至少一者,其中:
8.所述的主起内筒辅助工装包括电镀内表面时用于将主起内筒正向吊挂的第一吊装夹具,以及辅助阳极,还包括电镀外表面时用于将主起内筒倒挂的第二吊装夹具;
9.所述的主起外筒辅助工装包括用于将主起外筒倒挂的第三吊装夹具,以及辅助阳极;
10.所述的前起内筒辅助工装包括电镀外表面时用于将前起内筒倒挂的第四吊装夹具,还包括电镀内表面时用于将前起内筒正向吊挂的第五吊装夹具,以及辅助阳极;
11.所述的前起外筒辅助工装包括用于将前起外筒倒挂的第六吊装夹具,以及辅助阳极;
12.所述的第一吊装夹具、第二吊装夹具、第三吊装夹具、第四吊装夹具、第五吊装夹具和第六吊装夹具均具有用于将起落架筒吊挂的挂钩机构;
13.所述的第一吊装夹具、第二吊装夹具、第三吊装夹具、第四吊装夹具、第五吊装夹具和第六吊装夹具均为导电件,用于传导阴极电流;所述的辅助阳极伸入筒内,用于传导阳极电流并电镀筒体内表面的特定区域。
14.所述的主起内筒辅助工装、主起外筒辅助工装、前起内筒辅助工装和前起外筒辅助工装的安装方式分别为:
15.所述的第一吊装夹具安装在主起内筒的筒口端外侧并与筒体电连接,所述的第二吊装夹具安装于主起内筒底部支架的两侧并电连接,所述辅助阳极的顶端与所述第一吊装夹具固定连接,两者之间绝缘连接,底端伸入主起内筒内,且与主起内筒的内表面之间留有间距;
16.所述的第三吊装夹具安装于主起外筒的筒口端外侧并与筒体电连接,所述的辅助阳极的顶端与所述第三吊装夹具固定连接,两者之间绝缘连接,底端伸入主起外筒内,且与主起外筒的内表面之间留有间距;
17.所述的第四吊装夹具贯穿并安装于前起内筒底端筒口和顶端筒口并与筒体电连接;所述的第五吊装夹具安装于前起内筒的顶端筒口端外侧并与筒体电连接,所述的辅助阳极的顶端与所述第五吊装夹具固定连接,两者之间绝缘连接,底端伸入前起内筒内,且与前起内筒的内表面之间留有间距;
18.所述的第六吊装夹具安装在前起外筒的筒口端外侧并与筒体电连接,所述辅助阳极的顶端与所述第六吊装夹具固定连接,两者之间绝缘连接,底端伸入前起外筒内,且与前起外筒的内表面之间留有间距。
19.所述的第一吊装夹具、第五吊装夹具和第六吊装夹具包括一安装座,顶端为倒钩状的第一导电杆和第二导电杆的底端连接于所述的安装座上、且位于筒口的两侧,所述的第一导电杆和第二导电杆构成所述的挂钩机构。所述的第一导电杆和第二导电杆设置为并列的挂钩,且所述的第一导电杆和第二导电杆朝向相同/相反。
20.所述的安装座为一抱箍,所述的第一导电杆和第二导电杆的底端分别连接在抱箍的两个连接端上。
21.所述的第二吊装夹具包括安装于主起内筒底部支架两侧的直角导电块,所述的直角导电块包括通过导套固定安装于主起内筒底部支架横向通孔处的垂直段,以及与所述垂直段成直角且水平凸出于主起内筒两侧的水平段,所述的水平段构成所述的挂钩机构。
22.所述的第三吊装夹具包括安装于主起外筒筒口的左支架和右支架,所述的左支架和右支架的底端固定连接于筒口的两侧,所述左支架和右支架的顶端分别设置有导电片,所述的导电片与左支架、右支架之间形成直角/倒钩状,构成所述的挂钩机构。
23.所述的左支架和右支架各包含并列的两个挂钩机构,并列的两个挂钩机构之间通过上螺杆连接,以防止发生相对运动。所述的左支架和右支架经穿过导套和主起外筒筒口旁的横向筒端口的下螺杆进行安装。所述的上螺杆设置有吊环,用于吊起主起外筒。
24.所述的第四吊装夹具包括分别安装于前起内筒底端筒口和顶端筒口的第一导电
块和第二导电块,一导电螺杆的两端分别穿过所述第一导电块和第二导电块并与两者固定安装,所述第三导电块上安装有第三导电杆,所述第三导电杆的顶端呈倒钩状,构成所述的挂钩机构。
25.所述的辅助阳极包括一阳极导电杆,所述的阳极导电杆包括顶端裸露的导电段和被绝缘材料包覆的绝缘段,所述的阳极导电杆通过一绝缘的限位块固定连接第一吊装夹具/第三吊装夹具/第五吊装夹具/第六吊装夹具,从而固定所述阳极导电杆伸入筒内的位置,所述的阳极导电杆底端固定有一阳极桶,所述阳极桶的顶面和底面设置电镀区域限定板/与筒内台阶接触,所述阳极桶的外表面与起落架筒的内表面留有间距,所述的电镀区域限定板与起落架筒的内表面留有间隙。两电镀区域限定板之间/垫片与筒内台阶之间的区域即为内表面的电镀区域。
26.所述的阳极导电杆上固定连接有第二阳极,所述的第二阳极位于筒口处,且与起落架筒的内表面留有间距。所述的第二阳极能对筒口处的内表面实现电镀。
27.与现有技术相比,本发明具有以下有益效果:
28.本发明所述的飞机起落架筒电镀辅助工装能够方便可靠地完成起落架筒的吊挂固定,可分别对主起内筒、主起外筒、前起内筒和前起外筒的外表面、以及内表面的指定区域完成电镀作业,装配简单、操作方便;通过辅助阳极可为电镀区域提供持续强电流,使得电镀效果更佳均匀和完全。
附图说明
29.以下通过附图对本发明作进一步的说明。
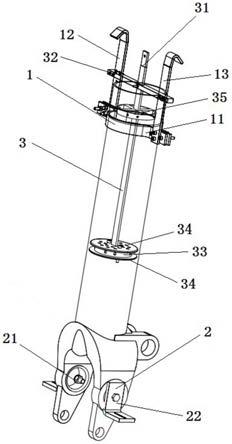
30.图1主起内筒辅助工装结构示意图。
31.图2主起外筒辅助工装结构示意图。
32.图3前起内筒外表面电镀辅助工装结构示意图。
33.图4前起内筒内表面电镀辅助工装结构示意图。
34.图5前起外筒辅助工装结构示意图。
35.附图标记:1
‑
第一吊装夹具;11
‑
第一导电座;12
‑
第一导电杆;13
‑
第二导电杆;2
‑
第二吊装夹具;21
‑
导套;22
‑
直角导电块;3
‑
辅助阳极;31
‑
阳极导电杆;32
‑
限位块;33
‑
阳极桶;34
‑
电镀区域限定板;35
‑
第二阳极;4
‑
第三吊装夹具;41
‑
左吊装机构;42
‑
右吊装机构;43
‑
支架;44
‑
导电片;45
‑
上螺杆;46
‑
下螺杆;47
‑
导套;48
‑
吊环;5
‑
第四吊装夹具;51
‑
第三导电杆;52
‑
第一导电块;53
‑
导电螺杆;54
‑
第二导电块;6
‑
第五吊装夹具;61
‑
第四导电杆;62
‑
安装架;7
‑
第六吊装夹具;71
‑
第二导电座;72
‑
第五导电杆;73
‑
第六导电杆。
具体实施方式
36.以下通过具体的实施例对本发明作进一步的说明。
37.飞机起落架筒电镀辅助工装包括主起内筒辅助工装、主起外筒辅助工装、前起内筒辅助工装和前起外筒辅助工装。
38.如图1所示,主起内筒筒口朝上放置,主起内筒辅助工装包括第一吊装夹具1、第二吊装夹具2和辅助阳极3。
39.第一吊装夹具1固定安装于主起内筒的筒口端外侧并与筒体电连接,包括第一导
电座11,第一导电座11为一抱箍,顶端为倒钩状的第一导电杆12和第二导电杆13的底端分别连接在第一导电座11的两个连接端上,第一导电杆12和第二导电杆13形成并列的挂钩结构且两者朝向相反;辅助阳极3包括一固定在第一导电杆12和第二导电杆13之间的绝缘的限位块32,阳极导电杆31穿过限位块32并与之固定,使阳极导电杆31固定于主起内筒的轴心上,阳极导电杆31的顶端部分为裸露的导电段,余下部分包覆有绝缘的环氧树脂,阳极导电杆31的下端伸入主起内筒之内,位于筒口处的第二阳极35固定连接在阳极导电杆31上,且第二阳极35的外表面与主起内筒的内表面留有间距,阳极导电杆31底端焊接有一顶面和底面均设置有电镀区域限定板34的阳极桶33,阳极桶33的外表面与主起内筒的内表面留有间距,电镀区域限定板34与主起内筒的内表面留有间隙;第二吊装夹具2包括两个直角导电块22,于主起内筒底部支架的两个横向通孔内设置导套21,螺栓穿过直角导电块22和导套21,将直角导电块22的一端固定安装于底部支架上并电连接,另一端水平悬空设置。
40.在电镀主起内筒的内表面时,在电镀池上方设置横杆,将主起内筒通过倒钩状的第一导电杆12和第二导电杆13将主起内筒吊挂在该横杆上,使主起内筒的筒体整体浸泡于电镀液中,第一导电杆12、第二导电杆13、限位块32以及阳极导电杆31顶端的导电段露出电镀液面,电源的正极连通阳极导电杆31的导电段,负极连通第一导电杆12和第二导电杆13,通电开始电镀后,两电镀区域限定板34之间的区域即为内表面实际电镀的区域,可根据实际的内表面电镀区域的位置需要选择适合长度的阳极导电杆31;第二阳极35对筒口位置的内表面实现电镀。
41.在电镀主起内筒的外表面时,将主起内筒上下颠倒、筒口朝下,通过直角导电块22将主起内筒吊挂在两根横杆之间,使主起内筒的筒体整体浸泡于电镀液中,主起内筒的底部支架和直角导电块22露出电镀液面,电源的正极接入电镀池,直接对电镀液通电,负极连通直角导电块22,即可方便地进行外表面的电镀作业。
42.如图2所示,主起外筒上下颠倒,筒口朝上放置,主起外筒辅助工装包括第三吊装夹具4和辅助阳极3。
43.第三吊装夹具4固定安装于主起外筒的筒口端外侧并与筒体电连接,包括位于主起外筒筒口两侧的左吊装机构41和右吊装机构42,左吊装机构41和右吊装机构42分别包括两个底端垂直安装于主起外筒筒口的支架43,支架43具有导电能力,下螺杆46穿过导套47和主起外筒筒口旁边的横向筒端孔,将支架43固定安装在主起外筒筒口的两侧;支架43的顶端设置有水平的导电片44,使支架43和导电片44形成直角的倒钩;上螺杆45穿过支架43的上段,将两个支架43固定连接,以防止两个支架43之间发生相对运动;右吊装机构42的上螺杆45设置有一吊环48,用于吊起主起外筒;辅助阳极3包括一固定在主起外筒筒口的绝缘的限位块32,阳极导电杆31穿过限位块32并与之固定,阳极导电杆31的顶端部分为裸露的导电段,余下部分包覆有绝缘的环氧树脂,阳极导电杆31的下端伸入主起外筒之内,固定设置有第二阳极35,使第二阳极35处于筒口的位置,且第二阳极35的外表面与主起外筒的内表面留有间距,阳极导电杆31底端焊接有一顶面和底面均设置有电镀区域限定板34的阳极桶33,阳极桶33的外表面与主起外筒的内表面留有间距,电镀区域限定板34与主起外筒的内表面留有间隙。
44.在电镀主起外筒的内表面时,将主起外筒上下颠倒,筒口朝上,通过吊环48将主起外筒吊起,并放置到两根横杆之间,通过支架43和导电片44形成的直角倒钩将主起外筒吊
挂起来进行电镀作业,使主起外筒的筒体整体浸泡于电镀液中,导电片44、限位块32以及阳极导电杆31顶端的导电段露出电镀液面,电源的正极连通阳极导电杆31的导电段,负极连通导电片44,两电镀区域限定板34之间的区域即为内表面实际电镀的区域,可根据实际的内表面电镀区域的位置需要选择适合长度的阳极导电杆31;第二阳极35对筒口位置的内表面实现电镀。
45.在电镀主起外筒的外表面时,使用同样的吊挂方式,电源的正极接入电镀池,直接对电镀液通电,即可方便地进行外表面的电镀作业。
46.如图3、4所示,前起内筒辅助工装包括电镀外表面时所使用的第四吊装夹具5,以及电镀内表面时所使用的第五吊装夹具6和辅助阳极3。
47.需要电镀外表面时,前起内筒上下颠倒放置,第四吊装夹具5包括分别位于前起内筒底端筒口和顶端筒口的第一导电块52、第二导电块54,第一导电块52与前起内筒的底端筒口螺纹连接并电连接,导电螺杆53的两端分别穿过第一导电块52和第二导电块54并与两者固定安装,第二导电块54与前起内筒的顶端筒口电连接;第三导电杆51垂直安装在第一导电块52的正面,顶端呈倒钩状。
48.需要电镀内表面时,将前起内筒正向放置,第五吊装夹具6包括固定安装于前起内筒的顶端筒口端外侧并与筒体电连接的安装架62,顶端为倒钩状的第四导电杆61底端安装在安装架62上,两个第四导电杆61形成并列的挂钩结构且两者朝向相同;辅助阳极3包括一固定在前起内筒底端筒口的绝缘的限位块32,阳极导电杆31穿过限位块32并与之固定,阳极导电杆31的顶端部分为裸露的导电段,余下部分包覆有绝缘的环氧树脂,阳极导电杆31的下端伸入前起内筒内部,底端焊接有一底面设置有电镀区域限定板34的阳极桶33,阳极桶33的顶面与前起内筒内部台阶相接触,阳极桶33的外表面与前起内筒的内表面留有间距,电镀区域限定板34与前起内筒的内表面留有间隙。
49.在电镀前起内筒外表面时,前起内筒上下颠倒放置,单独安装第四吊装夹具5,通过第三导电杆51将前起内筒吊挂起来,使前起内筒的筒体整体浸泡于电镀液中,第三导电杆51露出电镀液面,电源的正极接入电镀池,直接对电镀液通电,负极连通第三导电杆51,即可方便地进行外表面的电镀作业。
50.在电镀前起内筒内表面时,将前起内筒正向放置,单独安装第五吊装夹具6和辅助阳极3,通过第四导电杆61将前起内筒吊挂在一横杆之上进行电镀作业,使前起内筒的筒体整体浸泡于电镀液中,第四导电杆61、限位块32以及阳极导电杆31顶端的导电段露出电镀液面,电源的正极连通阳极导电杆31的导电段,负极连通第四导电杆61,通电开始电镀后,前起内筒内部台阶与电镀区域限定板34之间的区域为内表面实际电镀的区域;第二阳极35对筒口位置的内表面实现电镀。
51.如图5所示,前起外筒上下颠倒,筒口朝上放置,前起外筒辅助工装包括第六吊装夹具7和辅助阳极3。
52.第六吊装夹具7的结构与第一吊装夹具1相似,固定安装于前起外筒的筒口端外侧并与筒体电连接,其包括第二导电座71,第二导电座71为一抱箍,顶端为倒钩状的第五导电杆72和第六导电杆73的底端分别连接在第二导电座71的两个连接端上,第五导电杆72和第六导电杆73形成并列的挂钩结构且两者朝向相反;辅助阳极3包括一固定在第五导电杆72和第六导电杆73之间的绝缘的限位块32,阳极导电杆31穿过限位块32并与之固定,阳极导
电杆31的顶端部分为裸露的导电段,余下部分包覆有绝缘的环氧树脂,阳极导电杆31的下端伸入前起外筒之内,位于筒口处的第二阳极35固定连接在阳极导电杆31上,且第二阳极35的外表面与前起外筒的内表面留有间距,阳极导电杆31底端焊接有一顶面和底面均设置有电镀区域限定板34的阳极桶33,阳极桶33的外表面与前起外筒的内表面留有间距,电镀区域限定板34与前起外筒的内表面留有间隙。
53.在电镀前起外筒的内表面时,在电镀池上方设置横杆,将前起外筒通过倒钩状的第五导电杆72和第六导电杆73将前起外筒吊挂在该横杆上,使前起外筒的筒体整体浸泡于电镀液中,第五导电杆72、第六导电杆73、限位块32以及阳极导电杆31顶端的导电段露出电镀液面,电源的正极连通阳极导电杆31的导电段,负极连通第五导电杆72和第六导电杆73,通电开始电镀后,两电镀区域限定板34之间的区域即为内表面实际电镀的区域,可根据实际的内表面电镀区域的位置需要选择适合长度的阳极导电杆31;第二阳极35对筒口位置的内表面实现电镀。
54.在电镀前起外筒的外表面时,使用同样的方式对前起外筒进行吊挂,电源的正极接入电镀池,直接对电镀液通电,负极连通第五导电杆72和第六导电杆73,通电开始电镀后,即可方便地对前起外筒的外表面进行电镀。
55.需要指出的是,上述实施例仅是对本发明的进一步说明,而不是限制,本领域技术人员在与本发明技术方案的相当的含义和范围内的任何调整或改变,都应认为是包括在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。