本发明涉及一种铜箔生产线,更具体地说,尤其涉及一种具有铜箔端部翘曲在线检测处理装置的生产线。
背景技术:
铜箔生产过程中,会因工艺参数或配方参数等因素产生翘曲且经常出现偏翘的现象。因生产过程是连续的,无法取样检测,只能等到下卷才可以检测翘曲具体数值。生产一卷铜箔的时长在15-30个小时,生产过程中的翘曲波动范围无法测试,过程稳健性较差。在实际生产中,经常会因卷首和卷尾翘曲不一致而导致无法出货,造成的经济损失非常大。
技术实现要素:
本发明的目的在于针对上述现有技术的不足,提供一种结构紧凑、使用方便且效果良好的一种具有铜箔端部翘曲在线检测处理装置的生产线。
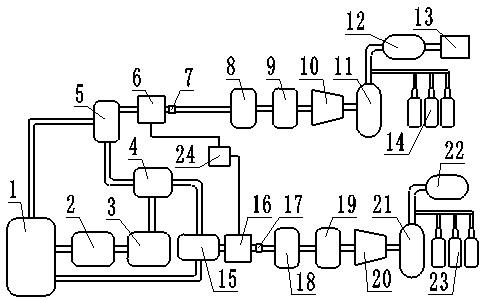
本发明的技术方案是这样实现的:一种具有铜箔端部翘曲在线检测处理装置的生产线,包括生箔机和沿铜箔输出方向设置的支架,在生箔机上侧的支架上设置有剥离辊,在剥离辊侧边的支架上依序设置有第一导向辊和第二导向辊,生箔机输出的铜箔依序经过剥离辊、第一导向辊和第二导向辊后进入酸洗工序,所述剥离辊和第二导向辊对称设置在第一导向辊两侧。
在剥离辊、第一导向辊和第二导向辊两侧的支架上均通过找平单元连接有安装架,安装架与铜箔平行设置。
在两侧的安装架上沿铜箔输送方向依序对称设置有第一卷翘检测单元和第一卷翘加热压平单元。
上述的一种具有铜箔端部翘曲在线检测处理装置的生产线中,所述找平单元由三组升降微调机构构成;各升降微调机构分别沿竖向固定设置在剥离辊、第一导向辊和第二导向辊侧边的支架上。
位于铜箔同侧的安装架由两根外六角形安装杆构成;两根外六角形安装杆分别铰接在相邻两个升降微调机构之间。
上述的一种具有铜箔端部翘曲在线检测处理装置的生产线中,所述升降微调机构包括固定在支架上的微调架,在微调架沿水平方向的中心沿竖向通过轴承连接有微调丝杆,微调丝杆其中一端固定连接有手摇柄,微调丝杆的中轴线与对应辊的中轴线位于同一竖直平面上;
所述微调丝杆上螺纹连接有升降调节座,在微调丝杆左右两边的微调架上设置有与升降调节座活动连接的第一导向杆。
在两根第一导向杆与微调丝杆之间的升降调节座上分别设置有让位孔,在让位孔内沿竖向穿设有刻度尺,刻度尺两端固定在微调架上。
所述升降调节座以微调丝杆为中心沿水平方向对称设置,位于第一导向辊侧边的升降调节座两端分别固定连接有第一铰接头,位于剥离辊和第二导向辊侧边的升降调节座与第一铰接头相对的一端沿水平方向活动穿设有微调连杆,在微调连杆自由端设置有第二铰接头,外六角形安装杆两端分别与对应的第一铰接头和第二铰接头铰接。
上述的一种具有铜箔端部翘曲在线检测处理装置的生产线中,所述第一卷翘检测单元包括设置在安装架上的第一卷翘检测悬架,在第一卷翘检测悬架自由端沿竖向设置有第一升降气缸,第一升降气缸活塞杆自由端穿过第一卷翘检测悬架延伸至第一卷翘检测悬架上侧。
在第一卷翘检测悬架上端面设置有第一导向架,在第一导向架中部设置有与第一升降气缸活塞杆相对的让位孔,第一升降气缸活塞杆通过连轴器连接有第一升降杆,在第一导向架上侧设置有第一检测架,在第一检测架上沿水平方向间隔均布有三个与铜箔侧边相对的第一光电传感器,三个第一光电传感器沿竖向间隔设置,各第一光电传感器与外部控制终端电路连接。
在第一升降杆两侧的第一导向架上沿竖向设置有第二导向杆,在第一检测架上设置有与各第二导向杆一一对应的导向孔,在两个第二导向杆上端连接有第一限位块,第一检测架在第一升降气缸驱动下在第一导向架和第一限位块之间升降移动。
上述的一种具有铜箔端部翘曲在线检测处理装置的生产线中,所述第一卷翘加热压平单元由三个并排设置的热压机构组成;各热压机构均包括设置在安装架上的热压架,在热压架朝向铜箔的一侧面上分别相对设置有上悬架和下悬架,上悬架和下悬架分别位于铜箔上下两侧面。
在上悬架上设置有凸轮热压组件,在下悬架上设置有与凸轮热压组件相配合的凹轮热压组件。
沿铜箔输送方向设置的三个热压机构上的凸轮热压组件中的凸轮轮面弧长相同且弧度逐渐增大,所述凸轮轮面弧长l为2.5-4cm,第一个凸轮轮面圆弧对应其所在圆的圆心角α为22-28°,第二个凸轮轮面圆弧对应其所在圆的圆心角β为43-48°,第三个凸轮轮面圆弧对应其所在圆的圆心角θ为52-60°。
上述的一种具有铜箔端部翘曲在线检测处理装置的生产线中,所述第一卷翘检测单元和第一卷翘加热压平单元位于剥离辊和第一导向辊之间的安装架上。
在第一导向辊和第二导向辊之间的安装架上沿铜箔输送方向依序对称设置有用于辅助检测及压平的第二卷翘检测单元和第二卷翘加热压平单元;当第二卷翘检测单元检测到铜箔存在卷翘时时,第二卷翘加热压平单元工作;所述第二卷翘检测单元与铜箔之间的检测间距为1-4mm。
上述的一种具有铜箔端部翘曲在线检测处理装置的生产线中,所述第二卷翘检测单元包括设置在安装架上的第二卷翘检测悬架,在第二卷翘检测悬架自由端沿竖向设置有第二升降气缸,第二升降气缸活塞杆自由端穿过第二卷翘检测悬架延伸至第二卷翘检测悬架上侧;
在第二卷翘检测悬架上端面设置有第二导向架,在第二导向架中部设置有与第二升降气缸活塞杆相对的让位孔,第二升降气缸活塞杆通过连轴器连接有第二升降杆,在第二导向架上侧设置有第二检测架,在第二检测架上沿水平方向间隔均布有三个与铜箔侧边相对的第二光电传感器,各第二光电传感器与外部控制终端电路连接;
在第二升降杆两侧的第二导向架上沿竖向设置有第三导向杆,在第二检测架上设置有与各第三导向杆一一对应的导向孔,在两个第三导向杆上端连接有第二限位块。
上述的一种具有铜箔端部翘曲在线检测处理装置的生产线中,所述凸轮热压组件包括沿竖固定在上悬架上的上气缸,在上气缸活塞杆自由端连接有上安装座,在上安装座相对的其中两侧端分别沿水平方向焊接有上安装板,在各上安装板两端近端部分别设置有导向孔,在导向孔上端的上安装板上设置有第一导向套,在各第一导向套内活动穿设有竖向截面呈t形的第一导向连杆,在上安装座下方设置有上保温罩,各第一导向连杆下端与上保温罩背面固定连接。
在上保温罩与上安装板之间的第一导向连杆外围套设有第一复位弹簧,在上保温罩背面相对设置有两个呈倒l形的第一限位钩部,在上悬架上设置有与两个第一限位钩部一一对应的第二限位钩部。
在上安装座底部固定连接有上u形架,在上保温罩上设置有与上u形架相适应的让位通孔,在上保温罩内设置有上压轮架,在上压轮架上通过轴承连接有凸压轮,凸压轮连接有上减速微电机;在凸压轮沿铜箔前进方向的前后两边的上保温罩内分别设置有上第一加热棒,两个第一加热棒的中轴线与凸压轮的中轴线相互垂直。
在上u形架下端设置有让位通孔,在让位通孔上端的上u形架内设置有第二导向套,在第二导向套内活动穿设有轴向截面呈t形的第二导向连杆,所述第二导向连杆下端与上压轮架固定连接;在上u形架与上压轮架之间的第二导向连杆外围套设有缓冲弹簧。
待机状态下,凸压轮位于上保温罩内且第一限位钩部与对应的第二限位钩部处于分开状态;当处理铜箔卷翘时,上气缸带动上保温罩和凸压轮同时下行,当第一限位钩部和第二限位钩部接触时,上保温罩悬停在铜箔上侧同时上气缸带动凸压轮继续下行与铜箔端部卷翘位置接触。
上述的一种具有铜箔端部翘曲在线检测处理装置的生产线中,所述凹轮热压组件包括沿竖固定在下悬架上的下气缸,在下气缸活塞杆自由端连接有下安装座,在下安装座相对的其中两侧端分别沿水平方向焊接有下安装板,在各下安装板两端近端部分别设置有导向孔,在导向孔下端的下安装板上设置有第二导向套,在各第二导向套内活动穿设有竖向截面呈t形的第三导向连杆,在下安装座上方设置有下保温罩,各第三导向连杆上端与下保温罩背面固定连接。
在下保温罩与下安装板之间的第三导向连杆外围套设有第二复位弹簧,在下保温罩背面相对设置有两个呈倒l形的第三限位钩部,在下悬架上设置有与两个第三限位钩部一一对应的第四限位钩部。
在下安装座底部固定连接有下u形架,在下保温罩上设置有与下u形架相适应的让位通孔,在下保温罩内设置有下压轮架,在下压轮架上通过轴承连接有与凸压轮相配合的凹压轮,凹压轮连接有下减速微电机;在凹压轮沿铜箔前进方向的前后两边的下保温罩内分别设置有上第二加热棒,两个第二加热棒的中轴线与凹压轮的中轴线相互垂直;所述下u形架上端通过连接杆与下压轮架固定连接。
待机状态下,凹压轮位于下保温罩内且第三限位钩部与对应的第四限位钩部处于分开状态;当处理铜箔卷翘时,下气缸带动下保温罩和凹压轮同时上行,当第三限位钩部和第四限位钩部接触时,下保温罩悬停在铜箔下侧同时下气缸带动凹压轮继续上行与铜箔端部卷翘位置接触。
上述的一种具有铜箔端部翘曲在线检测处理装置的生产线中,所述第二卷翘加热压平单元的结构与第一卷翘加热压平单元中位于中间的热压机构的结构相同。
本发明采用上述结构后,首先将剥离辊、第一导向辊和第二导向辊设置为对称排列,目的是为便于找平单元找平,使安装架与铜箔保持平行,以利于后续检测及热压操作。由于所生产的铜箔极薄,规格在4.5-8μm之间,需要保证工作时安装架与铜箔的平行度,否则易造成铜箔在热压时撕裂。
同时,通过设置第一卷翘检测单元对铜箔端部卷翘进行在线检测,当检测到卷翘时,通过独创的第一卷翘加热压平单元对铜箔端部进行加热去除应力并压平修复,极大地提高了铜箔的品质,有效地保证了铜箔的正常出货。
附图说明
下面结合附图中的实施例对本发明作进一步的详细说明,但并不构成对本发明的任何限制。
图1是本发明的结构示意图;
图2是本发明第一卷翘检测单元的结构示意图;
图3是图2中a处的局部放大示意图;
图4是本发明第二卷翘检测单元的结构示意图;
图5是图4中b处的局部放大示意图;
图6是本发明升降微调机构的正面结构示意图;
图7是本发明升降微调机构的立体结构示意图;
图8是本发明第一卷翘加热压平单元的结构示意图;
图9是本发明凸轮热压组件的结构示意图;
图10是本发明凹轮热压组件的结构示意图;
图11是本发明沿铜箔输送方向第一个热压机构中凸压轮和凹压轮的结构示意图;
图12是本发明沿铜箔输送方向第二个热压机构中凸压轮和凹压轮的结构示意图;
图13是本发明沿铜箔输送方向第三个热压机构中凸压轮和凹压轮的结构示意图。
图中:1、生箔机;2、支架;2a、剥离辊;2b、第一导向辊;2c、第二导向辊;3、安装架;4、第一卷翘检测单元;4a、第一卷翘检测悬架;4b、第一升降气缸;4c、第一导向架;4d、第一升降杆;4e、第一检测架;4f、第一光电传感器;4g、第二导向杆;4h、第一限位块;5、第一卷翘加热压平单元;5a、热压架;5b、上悬架;5c、下悬架;6、升降微调机构;6a、微调架;6b、微调丝杆;6c、手摇柄;6d、升降调节座;6e、第一导向杆;6f、刻度尺;6g、第一铰接头;6h、微调连杆;6i、第二铰接头;7、凸轮热压组件;7a、上气缸;7b、上安装座;7c、上安装板;7d、第一导向套;7e、第一导向连杆;7f、上保温罩;7g、第一复位弹簧;7h、第一限位钩部;7i、第二限位钩部;7j、上u形架;7k、上压轮架;7l、凸压轮;7m、第一加热棒;7n、第二导向套;7o、第二导向连杆;7p、缓冲弹簧;8、凹轮热压组件;8a、下气缸;8b、下安装座;8c、下安装板;8d、第三导向连杆;8e、下保温罩;8f、第二复位弹簧;8g、第三限位钩部;8h、第四限位钩部;8i、下u形架;8j、下压轮架;8k、凹压轮;8l、第二加热棒;8m、连接杆;9、第二卷翘检测单元;9a、第二卷翘检测悬架;9b、第二升降气缸;9c、第二导向架;9d、第二升降杆;9e、第二检测架;9f、第二光电传感器;9g、第三导向杆;9h、第二限位块;10、第二卷翘加热压平单元。
具体实施方式
参阅图1所示,本发明的一种具有铜箔端部翘曲在线检测处理装置的生产线,包括生箔机1和沿铜箔输出方向设置的支架2,在生箔机1上侧的支架2上设置有剥离辊2a,在剥离辊2a侧边的支架2上依序设置有第一导向辊2b和第二导向辊2c,生箔机1输出的铜箔依序经过剥离辊2a、第一导向辊2b和第二导向辊2c后进入酸洗工序,所述剥离辊2a和第二导向辊2c对称设置在第一导向辊2b两侧。
在剥离辊2a、第一导向辊2b和第二导向辊2c两侧的支架2上均通过找平单元连接有安装架3,安装架3与铜箔平行设置。剥离辊2a和第二导向辊2c以第一导向辊2b为中心对称设置,可以方便找平单元的调节,快速且准确地实现安装架与铜箔之间平行调节。
参阅图6和图7所示,在本实施例中,所述找平单元由三组升降微调机构6构成;各升降微调机构6分别沿竖向固定设置在剥离辊2a、第一导向辊2b和第二导向辊2c侧边的支架2上。
位于铜箔同侧的安装架3由两根外六角形安装杆构成;两根外六角形安装杆分别铰接在相邻两个升降微调机构6之间。外六角形的安装杆,可以为第一卷翘检测单元4和第一卷翘加热压平单元5提供平稳的安装环境且易于调节位置。
优选地,所述升降微调机构6包括固定在支架2上的微调架6a,在微调架6a沿水平方向的中心沿竖向通过轴承连接有微调丝杆6b,微调丝杆6b其中一端固定连接有手摇柄6c,微调丝杆6b的中轴线与对应辊的中轴线位于同一竖直平面上。位于两边的升降微调机构以中间的升降微调机构为中心对称设置,这样可以快速调节。
所述微调丝杆6b上螺纹连接有升降调节座6d,在微调丝杆6b左右两边的微调架6a上设置有与升降调节座6d活动连接的第一导向杆6e。
在两根第一导向杆6e与微调丝杆6b之间的升降调节座6d上分别设置有让位孔,在让位孔内沿竖向穿设有刻度尺6f,刻度尺6f两端固定在微调架6a上。刻度尺可以为升降调节座的调节量提供精准的参考值。鉴于铜箔的高价值及其一旦出现卷翘而无法及时检测处理所带来的损失,刻度尺的设置,为安装架与铜箔的找平提代了极大地保证并显著地提升调节的速度。
所述升降调节座6d以微调丝杆6b为中心沿水平方向对称设置,位于第一导向辊2b侧边的升降调节座6d两端分别固定连接有第一铰接头6g,位于剥离辊2a和第二导向辊2c侧边的升降调节座6d与第一铰接头6g相对的一端沿水平方向活动穿设有微调连杆6h,在微调连杆6h自由端设置有第二铰接头6i,外六角形安装杆两端分别与对应的第一铰接头6g和第二铰接头6i铰接。通过巧妙地在三组升降微调机构上设计第一铰接头、第二铰接头和微调连杆,使微调连杆与安装架呈三角形设置,在调节时,以调节两边的升降微调机构为主,中间的升降微调机构只在铜箔的导向角度随各辊的尺寸变化而出现较大变化时进行粗调,只要通过手摇柄调节两边升降微调机构上的升降调节座,即可自动调整安装架的角度,从而快速完成调节。采用手摇柄是保证调节精度,采用常规电机较难进行毫米级以内的细微调节,且由于调节的频率并不高,因此优选为人工调节,既节省成本,又可有效保证精度。
在两侧的安装架3上沿铜箔输送方向依序对称设置有第一卷翘检测单元4和第一卷翘加热压平单元5。
参阅图2和图3所示,优选地,所述第一卷翘检测单元4包括设置在安装架3上的第一卷翘检测悬架4a,在第一卷翘检测悬架4a自由端沿竖向设置有第一升降气缸4b,第一升降气缸4b活塞杆自由端穿过第一卷翘检测悬架4a延伸至第一卷翘检测悬架4a上侧。
在第一卷翘检测悬架4a上端面设置有第一导向架4c,在第一导向架4c中部设置有与第一升降气缸4b活塞杆相对的让位孔,第一升降气缸4b活塞杆通过连轴器连接有第一升降杆4d,在第一导向架4c上侧设置有第一检测架4e,在第一检测架4e上沿水平方向间隔均布有三个与铜箔侧边相对的第一光电传感器4f,各第一光电传感器沿竖向间隔设置,各第一光电传感器4f与外部控制终端电路连接。第一光电传感器也可采用现有常规的其他同类传感器代替。三个第一光电传感器既沿水平方向间隔,可避免在同一位置检测出现误检,沿竖向间隔设置,可检测卷翘的程度。
在第一升降杆4d两侧的第一导向架4c上沿竖向设置有第二导向杆4g,在第一检测架4e上设置有与各第二导向杆4g一一对应的导向孔,在两个第二导向杆4g上端连接有第一限位块4h,第一检测架4e在第一升降气缸4b驱动下在第一导向架4c和第一限位块4h之间升降移动。
参阅图8、图11至图13所示,优选地,所述第一卷翘加热压平单元5由三个并排设置的热压机构组成;各热压机构均包括设置在安装架3上的热压架5a,在热压架5a朝向铜箔的一侧面上分别相对设置有上悬架5b和下悬架5c,上悬架5b和下悬架5c分别位于铜箔上下两侧面。
在上悬架5b上设置有凸轮热压组件7,在下悬架5c上设置有与凸轮热压组件7相配合的凹轮热压组件8。
沿铜箔输送方向设置的三个热压机构上的凸轮热压组件7中的凸轮轮面弧长相同且弧度逐渐增大,所述凸轮轮面弧长l为2.5-4cm,第一个凸轮轮面圆弧对应其所在圆的圆心角α为22-28°,第二个凸轮轮面圆弧对应其所在圆的圆心角β为43-48°,第三个凸轮轮面圆弧对应其所在圆的圆心角θ为52-60°。为避免凸轮和凹轮对铜箔造成损伤,其弧面与侧面的接触部为倒圆角设置,且圆角所在圆的半径为轮面圆弧所在圆半径的0.1-0.3。即当轮面圆弧所在圆半径为20mm时,倒圆角所在圆的半径为2-6mm。
通过不断尝试对铜箔的热压再结合创造性劳动,最终巧妙地得到上述的组合:三组压轮且压轮轮面圆弧不断加大。目的在于实现该处理装置对各规格铜箔各种程度卷翘的处理。目前,根据铜箔厚度,铜箔的卷翘范围主要集中在10-22mm范围内。当卷翘值在10-16mm内时,采用沿铜箔输送方向上的第一和第二个热压机构进行热压校正;当卷翘值在16-22mm内时,采用沿铜箔输送方向上的第一、第二和第三个热压机构进行依次热压校平。通过上述方法进行热压校平,效果显著,极大地保证了铜箔的成品品质,具有显著的经济价值。在实验时发现,如果一次采用深弧度的校正,极易对铜箔造成二次损伤,出现皱褶。
参阅图9所示,在本实施例中,所述凸轮热压组件7包括沿竖固定在上悬架5b上的上气缸7a,在上气缸7a活塞杆自由端连接有上安装座7b,在上安装座7b相对的其中两侧端分别沿水平方向焊接有上安装板7c,在各上安装板7c两端近端部分别设置有导向孔,在导向孔上端的上安装板7c上设置有第一导向套7d,在各第一导向套7d内活动穿设有竖向截面呈t形的第一导向连杆7e,在上安装座7b下方设置有上保温罩7f,各第一导向连杆7e下端与上保温罩7f背面固定连接。
在上保温罩7f与上安装板7c之间的第一导向连杆7e外围套设有第一复位弹簧7g,在上保温罩7f背面相对设置有两个呈倒l形的第一限位钩部7h,在上悬架5b上设置有与两个第一限位钩部7h一一对应的第二限位钩部7i。
在上安装座7b底部固定连接有上u形架7j,在上保温罩7f上设置有与上u形架7j相适应的让位通孔。为了减少热量损耗,在让位通孔上端与上安装座之间设置有风琴结构的伸缩保温套。
在上保温罩7f内设置有上压轮架7k,在上压轮架7k上通过轴承连接有凸压轮7l,凸压轮连接有上减速微电机11,上减速微电机的转速由控制终端控制使其与铜箔的移动线速度相同;在凸压轮7l沿铜箔前进方向的前后两边的上保温罩7f内分别设置有上第一加热棒7m,两个第一加热棒7m的中轴线与凸压轮7l的中轴线相互垂直。第一加热棒沿铜箔方向设置,在相同规格情况下,可延长对卷翘部分的加热,同时避免对其他无卷翘部分的加热造成铜箔的卷翘加重。同时,加热棒的细长结构,在合理间距下,刚好可以对卷翘部分进行加热。
在上u形架7j下端设置有让位通孔,在让位通孔上端的上u形架7j内设置有第二导向套7n,在第二导向套7n内活动穿设有轴向截面呈t形的第二导向连杆7o,所述第二导向连杆7o下端与上压轮架7k固定连接;在上u形架7j与上压轮架7k之间的第二导向连杆7o外围套设有缓冲弹簧7p。
待机状态下,凸压轮7l位于上保温罩7f内且第一限位钩部7h与对应的第二限位钩部7i处于分开状态;当处理铜箔卷翘时,上气缸7a带动上保温罩7f和凸压轮7l同时下行,当第一限位钩部7h和第二限位钩部7i接触时,上保温罩7f悬停在铜箔上侧同时上气缸7a带动凸压轮7l继续下行与铜箔端部卷翘位置接触。只要生产线生产,第一加热棒就处于工作状态。
这种结构,在待机时,凸压轮位于上保温罩内,可以由第一加热棒对其进行加热,使其温度基本与加热棒保持一致,同时通过上保温罩对第一加热棒和凸压轮进行保温,减少能耗。并且,此时第一加热棒远离铜箔,由于温度不高,不会对铜箔进行热辐射,在需要热压时,再由上气缸带动上保温罩和第一加热棒根据设计要求靠近铜箔进行加热,使卷翘的铜箔端部应力消除,同时通过热压使铜箔快速复平。
参阅图10所示,在本实施例中,所述凹轮热压组件8包括沿竖固定在下悬架5c上的下气缸8a,在下气缸8a活塞杆自由端连接有下安装座8b,在下安装座8b相对的其中两侧端分别沿水平方向焊接有下安装板8c,在各下安装板8c两端近端部分别设置有导向孔,在导向孔下端的下安装板8c上设置有第三导向套,在各第三导向套内活动穿设有竖向截面呈t形的第三导向连杆8d,在下安装座8b上方设置有下保温罩8e,各第三导向连杆8d上端与下保温罩8e背面固定连接。
在下保温罩8e与下安装板8c之间的第三导向连杆8d外围套设有第二复位弹簧8f,在下保温罩8e背面相对设置有两个呈倒l形的第三限位钩部8g,在下悬架5c上设置有与两个第三限位钩部8g一一对应的第四限位钩部8h;
在下安装座8b底部固定连接有下u形架8i,在下保温罩8e上设置有与下u形架8i相适应的让位通孔。为了减少热量损耗,在让位通孔下端与下安装座之间设置有风琴结构的伸缩保温套。
在下保温罩8e内设置有下压轮架8j,在下压轮架8j上通过轴承连接有与凸压轮7l相配合的凹压轮8k,凹压轮连接有下减速微电机12,下减速微电机的转速由控制终端控制使其与铜箔的移动线速度相同;在凹压轮8k沿铜箔前进方向的前后两边的下保温罩8e内分别设置有上第二加热棒8l,两个第二加热棒8l的中轴线与凹压轮8k的中轴线相互垂直;所述下u形架8i上端通过连接杆8m与下压轮架8j固定连接;
待机状态下,凹压轮8k位于下保温罩8e内且第三限位钩部8g与对应的第四限位钩部8h处于分开状态;当处理铜箔卷翘时,下气缸8a带动下保温罩8e和凹压轮8k同时上行,当第三限位钩部8g和第四限位钩部8h接触时,下保温罩8e悬停在铜箔下侧同时下气缸8a带动凹压轮8k继续上行与铜箔端部卷翘位置接触。
工作时,第一加热棒和第二加热棒的加热温度为40-90℃,根据铜箔的不同厚度进行设置。
凸轮热压组件和凹轮热压组件的结构及工作原理基本相同,除了相配合的轮子结构不同外,凸轮热压组件上有为凸压轮提供缓冲的组件。在设计之初并无该结构,在实验时,存在凸压轮与凹压轮接触时由于接触刚性过大造成铜箔出现皱褶的问题。后经设计缓冲结构,该问题得到有效解决。
进一步优选地,所述第一卷翘检测单元4和第一卷翘加热压平单元5位于剥离辊2a和第一导向辊2b之间的安装架3上。
在第一导向辊2b和第二导向辊2c之间的安装架3上沿铜箔输送方向依序对称设置有用于辅助检测及压平的第二卷翘检测单元9和第二卷翘加热压平单元10;当第二卷翘检测单元9检测到铜箔存在卷翘时时,第二卷翘加热压平单元10工作;所述第二卷翘检测单元9与铜箔之间的检测间距为1-4mm。
该优选方案,是为了进一步保证校平的效果。由于外部温度环境等对热压温度的影响,以及个别铜箔卷翘的严重程度,在第一次校平后,通过第二卷翘检测单元检测,仍然存在不合格的轻微卷翘,此时通过第二卷翘加热压平单元10进行辅助校平。所述第二卷翘加热压平单元10的结构与第一卷翘加热压平单元5中位于中间的热压机构的结构相同。
实验时,通过对4.5-8μm各规格的铜箔卷翘进行热压处理,82%以上具有显著的效果。剩下18%在经第二卷翘检测单元处理后均达标。因此在第二卷翘加热压平单元重复热压后,不再进行卷翘检测。
参阅图4和图5所示,所述第二卷翘检测单元9包括设置在安装架3上的第二卷翘检测悬架9a,在第二卷翘检测悬架9a自由端沿竖向设置有第二升降气缸9b,第二升降气缸9b活塞杆自由端穿过第二卷翘检测悬架9a延伸至第二卷翘检测悬架9a上侧。
在第二卷翘检测悬架9a上端面设置有第二导向架9c,在第二导向架9c中部设置有与第二升降气缸9b活塞杆相对的让位孔,第二升降气缸9b活塞杆通过连轴器连接有第二升降杆9d,在第二导向架9c上侧设置有第二检测架9e,在第二检测架9e上沿水平方向间隔均布有三个与铜箔侧边相对的第二光电传感器9f,各第二光电传感器9f与外部控制终端电路连接;
在第二升降杆9d两侧的第二导向架9c上沿竖向设置有第三导向杆9g,在第二检测架9e上设置有与各第三导向杆9g一一对应的导向孔,在两个第三导向杆9g上端连接有第二限位块9h。
第二卷翘检测单元与第一卷翘检测单元的结构基本相同。唯一的区别在于三个第二光电传感器是沿水平方向水平排列在同一高度。其只要能避免误检即可,不需要检测卷翘的严重程度。
上述各电动或气动执行机构与控制终端连接,由控制终端根据预设指令进行控制。这些是本领域的公知常识,非本发明所要保护的技术点,在此不再赘述其连接方式及工作原理。
工作原理:
首先根据待生产铜箔的厚度,对第一卷翘检测单元和第二卷翘检测单元进行设置,使其与铜箔下端面保持预定距离。然后调节凸轮热压组件和凹轮热压组件的接触位置。即完成生产线启动前的设置。
生产时,首先启动第一加热棒和第二加热棒对相应的凸压轮和凹压轮进行预热。然后生箔机工作。铜箔经剥离辊、第一导向辊和第二导向辊导向后输出。当第一卷翘检测单元检测到卷翘时,根据三个传感器配合所检测到的卷翘程度,控制三个热压机构根据预定组合动作,执行动作的电机首先根据铜箔移动速度控制上下减速微电机的线速度使其一致,然后依序对铜箔进行热压校平。经校平的铜箔经过第一导向辊后,由第二卷翘检测单元进行复检,如果无卷翘或者卷翘小于预计值,则第二卷翘加热压平单元动作,对铜箔进行二次热压校平。
以上所举实施例为本发明的较佳实施方式,仅用来方便说明本发明,并非对本发明作任何形式上的限制,任何所属技术领域中具有通常知识者,若在不脱离本发明所提技术特征的范围内,利用本发明所揭示技术内容所作出局部更动或修饰的等效实施例,并且未脱离本发明的技术特征内容,均仍属于本发明技术特征的范围内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。