技术特征:
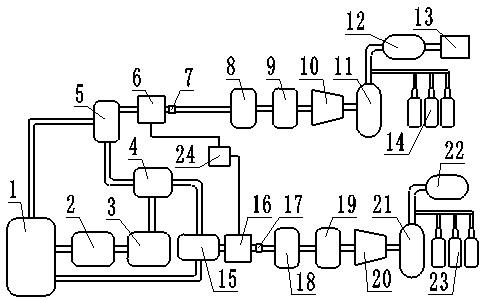
1.一种具有铜箔端部翘曲在线检测处理装置的生产线,包括生箔机(1)和沿铜箔输出方向设置的支架(2),其特征在于,所述生箔机(1)上侧的支架(2)上设置有剥离辊(2a),在剥离辊(2a)侧边的支架(2)上依序设置有第一导向辊(2b)和第二导向辊(2c),生箔机(1)输出的铜箔依序经过剥离辊(2a)、第一导向辊(2b)和第二导向辊(2c)后进入酸洗工序,所述剥离辊(2a)和第二导向辊(2c)对称设置在第一导向辊(2b)两侧;
在剥离辊(2a)、第一导向辊(2b)和第二导向辊(2c)两侧的支架(2)上均通过找平单元连接有安装架(3),安装架(3)与铜箔平行设置;
在两侧的安装架(3)上沿铜箔输送方向依序对称设置有第一卷翘检测单元(4)和第一卷翘加热压平单元(5)。
2.根据权利要求1所述的一种具有铜箔端部翘曲在线检测处理装置的生产线,其特征在于,所述找平单元由三组升降微调机构(6)构成;各升降微调机构(6)分别沿竖向固定设置在剥离辊(2a)、第一导向辊(2b)和第二导向辊(2c)侧边的支架(2)上;
位于铜箔同侧的安装架(3)由两根外六角形安装杆构成;两根外六角形安装杆分别铰接在相邻两个升降微调机构(6)之间。
3.根据权利要求2所述的一种具有铜箔端部翘曲在线检测处理装置的生产线,其特征在于,所述升降微调机构(6)包括固定在支架(2)上的微调架(6a),在微调架(6a)沿水平方向的中心沿竖向通过轴承连接有微调丝杆(6b),微调丝杆(6b)其中一端固定连接有手摇柄(6c),微调丝杆(6b)的中轴线与对应辊的中轴线位于同一竖直平面上;
所述微调丝杆(6b)上螺纹连接有升降调节座(6d),在微调丝杆(6b)左右两边的微调架(6a)上设置有与升降调节座(6d)活动连接的第一导向杆(6e);
在两根第一导向杆(6e)与微调丝杆(6b)之间的升降调节座(6d)上分别设置有让位孔,在让位孔内沿竖向穿设有刻度尺(6f),刻度尺(6f)两端固定在微调架(6a)上;
所述升降调节座(6d)以微调丝杆(6b)为中心沿水平方向对称设置,位于第一导向辊(2b)侧边的升降调节座(6d)两端分别固定连接有第一铰接头(6g),位于剥离辊(2a)和第二导向辊(2c)侧边的升降调节座(6d)与第一铰接头(6g)相对的一端沿水平方向活动穿设有微调连杆(6h),在微调连杆(6h)自由端设置有第二铰接头(6i),外六角形安装杆两端分别与对应的第一铰接头(6g)和第二铰接头(6i)铰接。
4.根据权利要求1所述的一种具有铜箔端部翘曲在线检测处理装置的生产线,其特征在于,所述第一卷翘检测单元(4)包括设置在安装架(3)上的第一卷翘检测悬架(4a),在第一卷翘检测悬架(4a)自由端沿竖向设置有第一升降气缸(4b),第一升降气缸(4b)活塞杆自由端穿过第一卷翘检测悬架(4a)延伸至第一卷翘检测悬架(4a)上侧;
在第一卷翘检测悬架(4a)上端面设置有第一导向架(4c),在第一导向架(4c)中部设置有与第一升降气缸(4b)活塞杆相对的让位孔,第一升降气缸(4b)活塞杆通过连轴器连接有第一升降杆(4d),在第一导向架(4c)上侧设置有第一检测架(4e),在第一检测架(4e)上沿水平方向间隔均布有三个与铜箔侧边相对的第一光电传感器(4f),三个第一光电传感器(4f)沿竖向间隔设置,各第一光电传感器(4f)与外部控制终端电路连接;
在第一升降杆(4d)两侧的第一导向架(4c)上沿竖向设置有第二导向杆(4g),在第一检测架(4e)上设置有与各第二导向杆(4g)一一对应的导向孔,在两个第二导向杆(4g)上端连接有第一限位块(4h)。
5.根据权利要求1所述的一种具有铜箔端部翘曲在线检测处理装置的生产线,其特征在于,所述第一卷翘加热压平单元(5)由三个并排设置的热压机构组成;各热压机构均包括设置在安装架(3)上的热压架(5a),在热压架(5a)朝向铜箔的一侧面上分别相对设置有上悬架(5b)和下悬架(5c),上悬架(5b)和下悬架(5c)分别位于铜箔上下两侧面;
在上悬架(5b)上设置有凸轮热压组件(7),在下悬架(5c)上设置有与凸轮热压组件(7)相配合的凹轮热压组件(8);
沿铜箔输送方向设置的三个热压机构上的凸轮热压组件(7)中的凸轮轮面弧长相同且弧度逐渐增大,所述凸轮轮面弧长l为2.5-4cm,第一个凸轮轮面圆弧对应其所在圆的圆心角α为22-28°,第二个凸轮轮面圆弧对应其所在圆的圆心角β为43-48°,第三个凸轮轮面圆弧对应其所在圆的圆心角θ为52-60°。
6.根据权利要求5所述的一种具有铜箔端部翘曲在线检测处理装置的生产线,其特征在于,所述第一卷翘检测单元(4)和第一卷翘加热压平单元(5)位于剥离辊(2a)和第一导向辊(2b)之间的安装架(3)上;
在第一导向辊(2b)和第二导向辊(2c)之间的安装架(3)上沿铜箔输送方向依序对称设置有用于辅助检测及压平的第二卷翘检测单元(9)和第二卷翘加热压平单元(10);当第二卷翘检测单元(9)检测到铜箔存在卷翘时时,第二卷翘加热压平单元(10)工作;所述第二卷翘检测单元(9)与铜箔之间的检测间距为1-4mm。
7.根据权利要求6所述的一种具有铜箔端部翘曲在线检测处理装置的生产线,其特征在于,所述第二卷翘检测单元(9)包括设置在安装架(3)上的第二卷翘检测悬架(9a),在第二卷翘检测悬架(9a)自由端沿竖向设置有第二升降气缸(9b),第二升降气缸(9b)活塞杆自由端穿过第二卷翘检测悬架(9a)延伸至第二卷翘检测悬架(9a)上侧;
在第二卷翘检测悬架(9a)上端面设置有第二导向架(9c),在第二导向架(9c)中部设置有与第二升降气缸(9b)活塞杆相对的让位孔,第二升降气缸(9b)活塞杆通过连轴器连接有第二升降杆(9d),在第二导向架(9c)上侧设置有第二检测架(9e),在第二检测架(9e)上沿水平方向间隔均布有三个与铜箔侧边相对的第二光电传感器(9f),各第二光电传感器(9f)与外部控制终端电路连接;
在第二升降杆(9d)两侧的第二导向架(9c)上沿竖向设置有第三导向杆(9g),在第二检测架(9e)上设置有与各第三导向杆(9g)一一对应的导向孔,在两个第三导向杆(9g)上端连接有第二限位块(9h)。
8.根据权利要求5所述的一种具有铜箔端部翘曲在线检测处理装置的生产线,其特征在于,所述凸轮热压组件(7)包括沿竖固定在上悬架(5b)上的上气缸(7a),在上气缸(7a)活塞杆自由端连接有上安装座(7b),在上安装座(7b)相对的其中两侧端分别沿水平方向焊接有上安装板(7c),在各上安装板(7c)两端近端部分别设置有导向孔,在导向孔上端的上安装板(7c)上设置有第一导向套(7d),在各第一导向套(7d)内活动穿设有竖向截面呈t形的第一导向连杆(7e),在上安装座(7b)下方设置有上保温罩(7f),各第一导向连杆(7e)下端与上保温罩(7f)背面固定连接;
在上保温罩(7f)与上安装板(7c)之间的第一导向连杆(7e)外围套设有第一复位弹簧(7g),在上保温罩(7f)背面相对设置有两个呈倒l形的第一限位钩部(7h),在上悬架(5b)上设置有与两个第一限位钩部(7h)一一对应的第二限位钩部(7i);
在上安装座(7b)底部固定连接有上u形架(7j),在上保温罩(7f)上设置有与上u形架(7j)相适应的让位通孔,在上保温罩(7f)内设置有上压轮架(7k),在上压轮架(7k)上通过轴承连接有凸压轮(7l),凸压轮(7l)连接有上减速微电机(11);在凸压轮(7l)沿铜箔前进方向的前后两边的上保温罩(7f)内分别设置有上第一加热棒(7m),两个第一加热棒(7m)的中轴线与凸压轮(7l)的中轴线相互垂直;
在上u形架(7j)下端设置有让位通孔,在让位通孔上端的上u形架(7j)内设置有第二导向套(7n),在第二导向套(7n)内活动穿设有轴向截面呈t形的第二导向连杆(7o),所述第二导向连杆(7o)下端与上压轮架(7k)固定连接;在上u形架(7j)与上压轮架(7k)之间的第二导向连杆(7o)外围套设有缓冲弹簧(7p);
待机状态下,凸压轮(7l)位于上保温罩(7f)内且第一限位钩部(7h)与对应的第二限位钩部(7i)处于分开状态;当处理铜箔卷翘时,上气缸(7a)带动上保温罩(7f)和凸压轮(7l)同时下行,当第一限位钩部(7h)和第二限位钩部(7i)接触时,上保温罩(7f)悬停在铜箔上侧同时上气缸(7a)带动凸压轮(7l)继续下行与铜箔端部卷翘位置接触。
9.根据权利要求5所述的一种具有铜箔端部翘曲在线检测处理装置的生产线,其特征在于,所述凹轮热压组件(8)包括沿竖固定在下悬架(5c)上的下气缸(8a),在下气缸(8a)活塞杆自由端连接有下安装座(8b),在下安装座(8b)相对的其中两侧端分别沿水平方向焊接有下安装板(8c),在各下安装板(8c)两端近端部分别设置有导向孔,在导向孔下端的下安装板(8c)上设置有第三导向套,在各第三导向套内活动穿设有竖向截面呈t形的第三导向连杆(8d),在下安装座(8b)上方设置有下保温罩(8e),各第三导向连杆(8d)上端与下保温罩(8e)背面固定连接;
在下保温罩(8e)与下安装板(8c)之间的第三导向连杆(8d)外围套设有第二复位弹簧(8f),在下保温罩(8e)背面相对设置有两个呈倒l形的第三限位钩部(8g),在下悬架(5c)上设置有与两个第三限位钩部(8g)一一对应的第四限位钩部(8h);
在下安装座(8b)底部固定连接有下u形架(8i),在下保温罩(8e)上设置有与下u形架(8i)相适应的让位通孔,在下保温罩(8e)内设置有下压轮架(8j),在下压轮架(8j)上通过轴承连接有与凸压轮(7l)相配合的凹压轮(8k),凹压轮(8k)连接有下减速微电机(12);在凹压轮(8k)沿铜箔前进方向的前后两边的下保温罩(8e)内分别设置有上第二加热棒(8l),两个第二加热棒(8l)的中轴线与凹压轮(8k)的中轴线相互垂直;所述下u形架(8i)上端通过连接杆(8m)与下压轮架(8j)固定连接;
待机状态下,凹压轮(8k)位于下保温罩(8e)内且第三限位钩部(8g)与对应的第四限位钩部(8h)处于分开状态;当处理铜箔卷翘时,下气缸(8a)带动下保温罩(8e)和凹压轮(8k)同时上行,当第三限位钩部(8g)和第四限位钩部(8h)接触时,下保温罩(8e)悬停在铜箔下侧同时下气缸(8a)带动凹压轮(8k)继续上行与铜箔端部卷翘位置接触。
10.根据权利要求6所述的一种具有铜箔端部翘曲在线检测处理装置的生产线,其特征在于,所述第二卷翘加热压平单元(10)的结构与第一卷翘加热压平单元(5)中位于中间的热压机构的结构相同。
技术总结
本发明公开了一种具有铜箔端部翘曲在线检测处理装置的生产线;属于铜箔卷翘技术领域;其技术要点包括生箔机和沿铜箔输出方向设置的支架,在生箔机上侧的支架上设置有剥离辊,在剥离辊侧边的支架上依序设置有第一导向辊和第二导向辊,所述剥离辊和第二导向辊对称设置在第一导向辊两侧;在剥离辊、第一导向辊和第二导向辊两侧的支架上均通过找平单元连接有安装架,安装架与铜箔平行设置;在两侧的安装架上沿铜箔输送方向依序对称设置有接触式的第一卷翘检测单元和第一卷翘加热压平单元;本发明旨在提供一种结构紧凑、使用方便且效果良好的具有铜箔端部翘曲在线检测处理装置的生产线;用于铜箔卷翘的在线检测处理。
技术研发人员:林伟民;郭志航;邹子萍;廖平元;王崇华;钟孟捷
受保护的技术使用者:广东嘉元科技股份有限公司
技术研发日:2021.02.26
技术公布日:2021.06.22
本文用于企业家、创业者技术爱好者查询,结果仅供参考。