:
1.本实用新型涉及陶瓷加工设备技术领域,更具体地说涉及一种陶瓷金属座的陶瓷套自动压紧机构。
背景技术:
2.现有的陶瓷金属座中,一般是在金属座中卡置陶瓷套,而现有的方式是人工将陶瓷套的上部先卡在金属座的顶端中,然后,再通过敲打等方式将陶瓷套卡置进入金属座中,其人工敲打效率低,人工劳动量大。
技术实现要素:
3.本实用新型的目的是克服现有技术的不足,提供一种陶瓷金属座的陶瓷套自动压紧机构,它可以自动将陶瓷套卡置进入金属座中,其自动化程度高,效果好。
4.本实用新型解决所述技术问题的方案是:
5.一种陶瓷金属座的陶瓷套自动压紧机构,包括连接固定底板,所述连接固定底板的顶面中部固定有中间支撑块,中间支撑块的顶面中部成型有圆形凸起部,待加工的金属座压靠在中间支撑块的顶面上,圆形凸起部插套在金属座的中部通孔的底部中;
6.所述中间支撑块的左部和右部的连接固定底板的顶面上固定有侧支撑架,侧支撑架的竖直板的外侧板上固定有推动夹持油缸,推动夹持油缸的推杆穿过竖直板的内侧壁并固定有推动板,推动板的内侧壁上固定有弧形夹持块,金属座夹持在两个弧形夹持块之间;
7.所述连接固定底板的顶面上固定有上支撑架,上支撑架的顶板的顶面上固定有压紧油缸,压紧油缸的推杆穿过上支撑架的顶板的底面并固定有推动连接板,推动连接板的中部底面安装有缓冲机构,缓冲机构的底部压紧板压靠在陶瓷套的顶面上,陶瓷套卡置在金属座的中部通孔的内侧壁上。
8.所述圆形凸起部的顶面中部成型有螺接孔,高度调节板压靠在圆形凸起部的顶面上,高度调节板的底面中部成型有螺接部,螺接部螺接在螺接孔中。
9.所述陶瓷套的底面压靠在高度调节板的边部顶面上。
10.所述底部压紧板的底面中部成型有向下延伸的中间延伸部,中间延伸部的底面固定有耐磨块,耐磨块的底面中部成型有上定位圆形部,陶瓷套的顶面压靠在耐磨块的底面边部上,上定位圆形部插套在陶瓷套的顶部中。
11.所述缓冲机构包括缓冲弹簧和底部压紧板,底部压紧板的顶面中部固定有多个定位导向杆,定位导向杆插套在推动连接板的中部成型有的上竖直导向通孔中,缓冲弹簧插套在对应的定位导向杆上,缓冲弹簧的底面固定在底部压紧板的顶面上,缓冲弹簧的顶端固定在推动连接板的底面上。
12.所述推动连接板的边部顶面固定有上竖直导向杆,上竖直导向杆插套在上支撑架的顶板上具有的导向通孔中。
13.所述导向通孔的内侧壁上固定有上导向套,上竖直导向杆插套在对应的上导向套
中。
14.所述弧形夹持块的弧形壁面上固定有防滑弹性层。
15.所述弧形夹持块的外侧壁上固定有横向导向杆,横向导向杆插套在侧支撑架的竖直板上具有的横向通孔中。
16.所述横向通孔的内侧壁上固定有横向导向套,横向导向杆插套在横向导向套中。
17.本实用新型的突出效果是:
18.它可以自动将陶瓷套卡置进入金属座中,其自动化程度高,效果好。
附图说明:
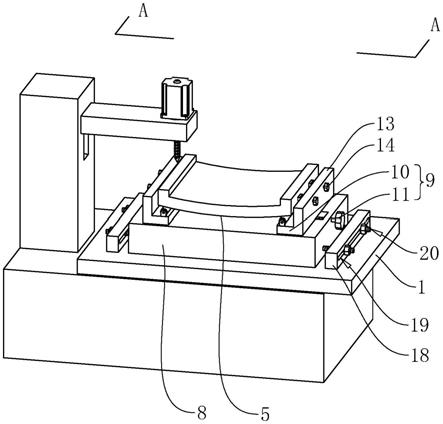
19.图1是本实用新型的结构示意图;
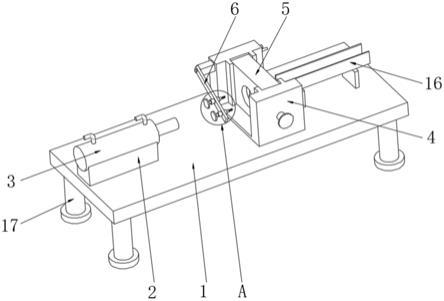
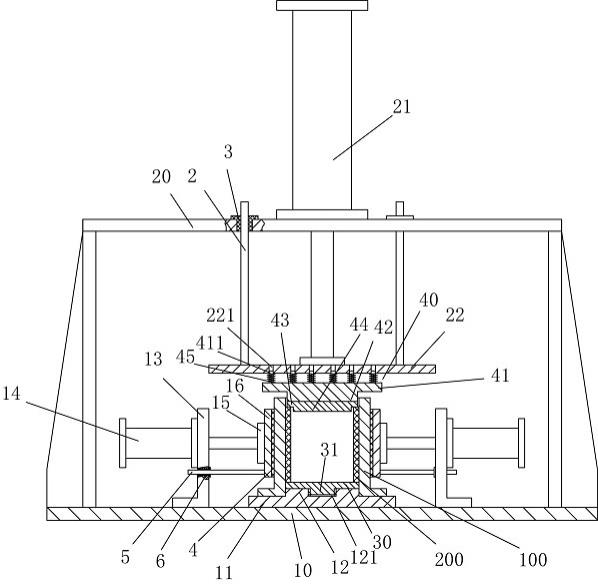
20.图2是本实用新型的局部放大图;
21.图3是本实用新型的另一部分的局部放大图。
具体实施方式:
22.实施例,见如图1至3所示,一种陶瓷金属座的陶瓷套自动压紧机构,包括连接固定底板10,所述连接固定底板10的顶面中部固定有中间支撑块11,中间支撑块11的顶面中部成型有圆形凸起部12,待加工的金属座100压靠在中间支撑块11的顶面上,圆形凸起部12 插套在金属座100的中部通孔的底部中;
23.所述中间支撑块11的左部和右部的连接固定底板10的顶面上固定有侧支撑架13,侧支撑架13的竖直板的外侧板上固定有推动夹持油缸14,推动夹持油缸14的推杆穿过竖直板的内侧壁并固定有推动板15,推动板15的内侧壁上固定有弧形夹持块16,金属座100夹持在两个弧形夹持块16之间;
24.所述连接固定底板10的顶面上固定有上支撑架20,上支撑架20 的顶板的顶面上固定有压紧油缸21,压紧油缸21的推杆穿过上支撑架20的顶板的底面并固定有推动连接板22,推动连接板22的中部底面安装有缓冲机构40,缓冲机构40的底部压紧板41压靠在陶瓷套200的顶面上,陶瓷套200卡置在金属座100的中部通孔的内侧壁上。
25.进一步的说,所述圆形凸起部12的顶面中部成型有螺接孔121,高度调节板30压靠在圆形凸起部12的顶面上,高度调节板30的底面中部成型有螺接部31,螺接部31螺接在螺接孔121中。
26.进一步的说,所述陶瓷套200的底面压靠在高度调节板30的边部顶面上。
27.进一步的说,所述底部压紧板41的底面中部成型有向下延伸的中间延伸部42,中间延伸部42的底面固定有耐磨块43,耐磨块43 的底面中部成型有上定位圆形部44,陶瓷套200的顶面压靠在耐磨块43的底面边部上,上定位圆形部44插套在陶瓷套200的顶部中。
28.进一步的说,所述缓冲机构40包括缓冲弹簧45和底部压紧板 41,底部压紧板41的顶面中部固定有多个定位导向杆411,定位导向杆411插套在推动连接板22的中部成型有的上竖直导向通孔221 中,缓冲弹簧45插套在对应的定位导向杆411上,缓冲弹簧45的底面固定在底部压紧板41的顶面上,缓冲弹簧45的顶端固定在推动连接板22的底面上。
29.进一步的说,所述推动连接板22的边部顶面固定有上竖直导向杆2,上竖直导向杆2插套在上支撑架20的顶板上具有的导向通孔中。
30.进一步的说,所述导向通孔的内侧壁上固定有上导向套3,上竖直导向杆2插套在对应的上导向套3中。
31.进一步的说,所述弧形夹持块16的弧形壁面上固定有防滑弹性层4。
32.进一步的说,所述弧形夹持块16的外侧壁上固定有横向导向杆 5,横向导向杆5插套在侧支撑架13的竖直板上具有的横向通孔中。
33.进一步的说,所述横向通孔的内侧壁上固定有横向导向套6,横向导向杆5插套在横向导向套6中。
34.本实施例中,其在使用时,根据陶瓷套200安装到金属座100中的位置需要,在圆形凸起部12的顶面上安装应该厚度的高度调节板 30,满足陶瓷套200安装到金属座100中后,陶瓷套200的底面与金属座100的底面之间的距离符合设计安装需要;
35.然后,将金属座100压靠在中间支撑块11的顶面上,圆形凸起部12插套在金属座100的中部通孔的底部中,然后,通过推动夹持油缸14的推杆推动,使得金属座100夹持在两个弧形夹持块16之间,然后,将陶瓷套200的底部先卡置在金属座100的中心通孔的上部中,然后,通过压紧油缸21的推杆推动,使得耐磨块43的底面边部压靠在陶瓷套200的顶面上,上定位圆形部44插套在陶瓷套200的顶部中,然后,随着压紧油缸21的推杆推动,将陶瓷套200整个卡置进入陶瓷套200中,而陶瓷套200的底面压靠在高度调节板30的顶面上,实现压紧固定,完成安装,然后,所有部件回位,即可将安装有陶瓷套200的金属座100取出即可,非常方便,然后,可以继续加工新的金属座100即可,其效果好,大大降低人工劳动量。
36.以上实施方式仅用于说明本实用新型,而并非对本实用新型的限制,有关技术领域的普通技术人员,在不脱离本实用新型的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本实用新型的范畴,本实用新型的专利保护范围应由权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。