本发明涉及板材制备技术领域,具体为一种高防潮高密度纤维板设备及其制造方法。
背景技术:
目前市场上所销售的纤维板是以原木、采伐、加工剩余物以及非木质的植物纤维原料,经切片、蒸煮、纤维分离、干噪后,施加脲醛树脂或其他适用的胶粘剂,再经热压后制成的一种人造板材。
纤维板由于具有原料来源广泛,易于二次加工等特点,已经成为我国最具代表性的人造板板种,在纤维板制造过程中,影响产品质量的因素很多,包含原材料质量、热磨后纤维的形态、干噪后纤维含水率、胶黏剂质量及施胶量、热压工艺等。
板坯整体被加热,热量从板坯表面向内部传递,使板坯内外温度都达到胶黏剂的固化温度,并固化成型。在进入压机前,纤维板坯的温度低,一般在20℃左右,且干纤维的导热能力差,导致了热压周期长、热压过程中板坯内外存在着较大的温差(外层温度高、内层温度低),直接影响了产品质量和生产能力的提高。
基于此,本发明设计了一种高防潮高密度纤维板设备及其制造方法,以解决上述问题。
技术实现要素:
本发明的目的在于提供一种高防潮高密度纤维板设备及其制造方法,以解决上述背景技术中提出的热压过程中板坯内外存在着较大的温差的问题。
为实现上述目的,本发明提供如下技术方案:一种高防潮高密度纤维板设备,包括沿板坯输送方向依次一字排列首尾连接的气流铺装机、预压机、切割机、微波预热装置、喷蒸预热装置、热压机、第二摩擦辊轴输送机、和夹棍输送机,所述第二摩擦辊轴输送机上安装有修边装置。
优选的,还包括有伸缩方向与板坯输送方向平行的伸缩装置,所述伸缩装置输出端连接有若干等间距水平排列的横杆,所述横杆长度的延伸方向与伸缩装置伸缩方向一致,所述伸缩装置伸缩带动横杆穿过气流铺装机伸入预压机内部或远离预压机。
优选的,所述修边装置包括两组分别位于第二摩擦辊轴输送机输送方向对立两侧的齐边锯、两组平行设置的飞行横截锯,两组所述飞行横截锯沿垂直第二摩擦辊轴输送机输送方向同步直线移动。
优选的,还包括笼罩齐边锯和飞行横截锯的减噪隔音室。
优选的,所述伸缩装置包括两组并列的支架,两组所述支架之间通过横轨连成一体,所述两组所述支架之间安装有链条传送装置,所述链条传送装置中的链条上安装有与横轨直线滑动配合的滑块,若干所述横杆安装在同一组竖板上,所述竖板直线贯穿其中一组支架。
优选的,所述横杆采用实心圆柱杆,所述横杆旋转连接在竖板上,所述竖板上安装有沿垂直横杆旋转轴线方向伸缩的往复伸缩推杆,所述往复伸缩推杆输出端安装有与推板直线滑动配合的竖板,所述推板一侧安装有与若干横杆外壁抵接的摩擦垫。
优选的,所述热压机的进口处安装有板坯增湿装置。
一种高防潮高密度纤维板制造方法,包括以下步骤:
s1:将木质纤维输送送至气流铺装机铺装成连续板坯,板坯通过预压机排除板坯内的空气和预压板坯,使板坯压缩至40%~60%,加压保压时间为10~30s;
s2:通过切割机将连续板坯切割成相互独立的板状结构;
s3:板状的板坯输送至微波预热装置内部加热至50-60℃;
s4:加热后的块状的板坯输送至喷蒸预热装置内部进行喷蒸,喷蒸时间在5-10s,蒸汽压在0.5-0.8mpa之间;
s5:喷蒸后板坯输送至热压机进行热压至设定厚度,热压压力为200-390kg/cm2,热压速度400-700mm/s,热压温度150-190℃,热压时间0.6-1.5min;
s6:冷却后切割成标准尺寸。
优选的,在热压机的进口处安装板坯增湿装置用于增加板坯的含水率。
优选的,在木质纤维铺装成连续板坯过程中在板坯中部预留一排两侧通孔。
现有技术相比,本发明的有益效果是:本发明通过在热压之前先通过微波预热装置加热到一定温度,避免板坯快速升温造成破裂;通过喷蒸预热装置使得板坯热塑性增加,板坯受热软化,热塑性增加,反弹力变小,板坯容易压到规定厚度,实现高密度纤维板的制造;通过在板坯中心部位预留一排通孔,有利于板坯受热均匀,提高板坯中心温度。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明生产线结构示意图;
图2为本发明伸缩装置结构示意图;
图3为本发明横杆转动结构示意图。
1、铺装袋式运输机;2、气流铺装机;21、刮平装置;22、压平装置;3、伸缩装置;31、横杆;32、支架;33、横轨;34、滑块;35、竖板;351、往复伸缩推杆;352、推板;36、链条传动装置;4、预压机;5、切割机;51、第一摩擦辊轴输送机;6、微波预热装置;7、喷蒸预热装置;8、热压机;9、第二摩擦辊轴输送机;10、修边装置;101、齐边锯;102、飞行横截锯;103、减噪隔音室;11、夹棍输送机。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
一种高防潮高密度纤维板设备,包括沿板坯输送方向依次一字排列首尾连接的气流铺装机2、预压机4、切割机5、微波预热装置6、喷蒸预热装置7、热压机8、第二摩擦辊轴输送机9、和夹棍输送机11,第二摩擦辊轴输送机9上安装有修边装置10。
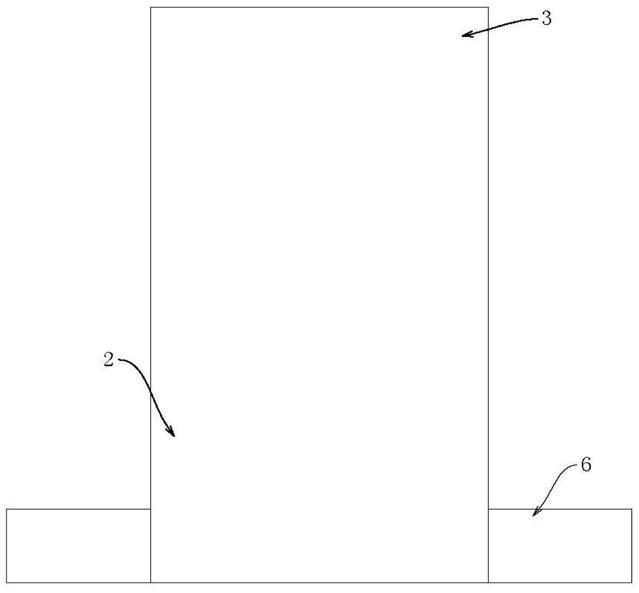
进一步的,还包括有伸缩方向与板坯输送方向平行的伸缩装置3,伸缩装置3输出端连接有若干等间距水平排列的横杆31,横杆31长度的延伸方向与伸缩装置3伸缩方向一致,伸缩装置3伸缩带动横杆31穿过气流铺装机2伸入预压机4内部或远离预压机4。
进一步的,修边装置10包括两组分别位于第二摩擦辊轴输送机9输送方向对立两侧的齐边锯101、两组平行设置的飞行横截锯102,两组飞行横截锯102沿垂直第二摩擦辊轴输送机9输送方向同步直线移动。
进一步的,还包括笼罩齐边锯101和飞行横截锯102的减噪隔音室103。
进一步的,伸缩装置3包括两组并列的支架32,两组支架32之间通过横轨33连成一体,两组支架32之间安装有链条传送装置36,链条传送装置36中的链条上安装有与横轨33直线滑动配合的滑块34,若干横杆31安装在同一组竖板35上,竖板35直线贯穿其中一组支架32。
进一步的,横杆31采用实心圆柱杆,横杆31旋转连接在竖板35上,竖板35上安装有沿垂直横杆31旋转轴线方向伸缩的往复伸缩推杆351,往复伸缩推杆351输出端安装有与竖板35直线滑动配合的推板352,推板352一侧安装有与若干横杆31外壁抵接的摩擦垫。
进一步的,热压机8的进口处安装有板坯增湿装置。
一种高防潮高密度纤维板制造方法,包括以下步骤:
s1:将木质纤维输送送至气流铺装机2铺装成连续板坯,板坯通过预压机4排除板坯内的空气和预压板坯,使板坯压缩至40%~60%,加压保压时间为10~30s;
s2:通过切割机5将连续板坯切割成相互独立的板状结构;
s3:板状的板坯输送至微波预热装置6内部加热至50-60℃;
s4:加热后的块状的板坯输送至喷蒸预热装置7内部进行喷蒸,喷蒸时间在5-10s,蒸汽压在0.5-0.8mpa之间;
s5:喷蒸后板坯输送至热压机8进行热压至设定厚度,热压压力为200-390kg/cm2,热压速度400-700mm/s,热压温度150-190℃,热压时间0.6-1.5min;
s6:冷却后切割成标准尺寸。
进一步的,在热压机8的进口处安装板坯增湿装置用于增加板坯的含水率。
进一步的,在木质纤维铺装成连续板坯过程中在板坯中部预留一排两侧通孔。
本发明的一个实施例:
气流铺装机2、预压机4、切割机5、微波预热装置6、喷蒸预热装置7、热压机8、第二摩擦滚轴输送机9、修边装置10(由齐边锯101、飞行横截锯102组成)和夹棍输送机11依次首尾连接,都为现有设备本方案是对设备的连接关系进行改进。
气流铺装机2内设置有刮平装置21和压平装置22,施胶后的木质纤维输送至气流铺装机2内,气流铺装机2将木质纤维铺装呈板坯,板坯在铺装袋式运输机1的输送下向前移动经过刮平装置21,刮平装置21将板坯上表面多余的木质纤维刮掉使得铺装而成的板坯厚度达到设定值,刮平后的板坯在铺装袋式运输机1的输送下继续向前移动经过压平装置22,压平装置22可采用一根旋转的滚轴,压平装置22对经过的板坯进行初步压制成型;
初步压制成型后的板坯输送至预压机4内,预压机4排除板坯内的空气和预压板坯,使板坯压缩至原状的50%,加压保压时间为20s,使得板坯具有一定强度并减少板坯厚度;
预压成型后通过切割机5将切割成一块块相互独立的板状结构,板状结构的板坯在第一摩擦辊轴输送机51的输送下继续向前移动至微波预热装置6内;
之后板坯继续前进输送至微波预热装置6内部加热至55左右℃,通过红外温度传感器检测板坯的温度,避免板坯快速升温造成破裂;
之后板坯继续前进输送至喷蒸预热装置7内部,喷蒸预热装置7进口处安装板坯增湿装置,板坯增湿装置可采用喷头对板坯上表面和下表面喷射水雾,用于增加板坯的含水率,喷蒸预热装置7的喷蒸时间8s,蒸汽压在0.6mpa,对板坯实现热塑性增加,板坯受热软化,热塑性增加,反弹力变小,板坯容易压到规定厚度,实现高密度纤维板的制造;
喷蒸后板坯继续前进输送至热压机8内部,热压压力为300kg/cm2,热压速度500mm/s,热压温度160℃,热压时间1.0min,热压机8进行热压至设定厚度,喷蒸后的板坯更容易压缩提高密度;
热压后的板坯输送至第二摩擦辊轴输送机9进行自然冷却,第二摩擦辊轴输送机9带动热压后的板坯前进的同时进行自然冷却;
板坯在第二摩擦辊轴输送机9上移动至减噪隔音室103内部,第二摩擦辊轴输送机9沿其前进对立两侧均安装有齐边锯101,第二摩擦辊轴输送机9上还安装有两组平行设置的飞行横截锯102,齐边锯101可采用电锯使得经过的板坯被切割成标准宽度,之后第二摩擦辊轴输送机9带动板坯继续前进一端位移后第二摩擦辊轴输送机9停止,两组飞行横截锯102同时前后移动实现将板坯切割成标准长度;齐边锯101和飞行横截锯102设置在减噪隔音室103内部有利于降低切割产生的噪音;
切割成标准尺寸的板坯通过夹棍输送机11继续向后输送进行后续工序。
还设置有一排等间距设置的横杆31,横杆31可采用实心的圆柱杆,一排等间距设置的横杆31水平放置,横杆31的轴线与板坯在气流铺装机2、预压机4的前进移动方向平行,横杆31一端从支架32上穿过气流铺装机2以及其内部的刮平装置21、压平装置22向预压机4延伸,通过一排横杆31使得铺装后的板坯中部留有一排通孔,在板坯向预压机4内部移动的过程中伸缩装置3同步伸长,伸缩装置3伸长带动一排横杆31移动至预压机4内部,在预压机4对板坯进行预压时可避免通孔被压缩造成通孔闭合,预压后的板坯控制伸缩装置3缩短带动一排横杆31脱离预压机4使得板坯中部留有一排通孔;
一排横杆31一端水平直线贯穿一组支架32对横杆31的移动起到引导作用,一排横杆31的右端通过竖板35连成一体,链条传动装置36的正反转通过滑块34在滑轨33的直线滑动配合实现带动一排横杆31水平直线移动;
一排横杆31的右端均与竖板35活动连接,竖板35顶部安装有往复伸缩推杆351,往复伸缩推杆351可采用电动推杆实现往复伸缩,往复伸缩推杆351的伸缩方向与横杆31的轴线相互垂直,往复伸缩推杆351伸缩带动推板352在竖板35引导下直线往复移动,推板352的底部安装有一层可拆卸更换摩擦阻力较大的摩擦垫,摩擦垫同时与多组横杆31的右端抵接,从而推板352的往复移动在摩擦力的推动下带动多组横杆31往复正反转,横杆31可避免木质纤维堆积在横杆31顶部,且横杆31旋转和移动有利于脱离预压后的板坯。
通过在板坯中心部位预留一排通孔,在微波预热装置6进行加热以及喷蒸预热装置7内进行喷蒸时有利于板坯整体受热均匀,提高板坯中心温度;在热压机8对喷蒸后的板坯再次进行压缩时由于板坯被喷蒸软化,热塑性较大,使得留下的一排通孔被压缩填充。
本发明中电气设备通过外部控制开关与外部电源连接。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。