用于连续铣削机器的切割装置和用于制造面板的方法
1.本发明涉及一种用于连续铣削机器的滑动支承块(slide shoe)或压力支承块(pressure shoe),涉及一种用于连续铣削机器的切割装置以及涉及用于制造面板的方法,在该方法中,可以使用所述滑动支承块或压力支承块、切割装置和连续铣削机器。
2.例如从wo 97/47834、wo 2006/103565和wo 2011/077311中已知,诸如地板面板的面板可以通过铣削操作在其边缘上形成轮廓。例如,在地板面板的情况下,可以形成包括机械联接器件和/或下降边缘区域或倒角(例如斜切边缘)的轮廓。在此情况下,在连续铣削机器中通过一个或多个旋转铣削切割器进行铣削操作。为此目的,在wo 2006/103565的公开中面板可使其装饰表面向下定向,并且这些面板可通过具有凸起的链条输送通过连续铣削机器,同时这些面板通过上述铣削切割器形成一个或两个例如长边缘的轮廓。在旋转铣削切割器的位置处,将装饰表面导引到所谓的滑动支承块的滑动表面之上,同时面板通过压力支承块的滑动表面保持在抵靠链条的相对表面上。这样可获得精确的铣削操作。如从上述国际专利申请中已知的,通常使用至少三个旋转铣削切割器来铣削联接器件。如果需要诸如斜切边缘的倒角,则第四电机位置由铣削或切割斜切边缘的工具占据。这种布置限制了生产速度,但是当例如利用在每个边缘上仅设置有四个电机位置的连续铣削机器来进行加工时,这种布置通常是唯一的解决方案。
3.本发明的目标是提供一种更经济的用于形成面板的边缘的轮廓的解决方案。
4.本发明的第一独立方面涉及一种用于连续铣削机器的滑动支承块或压力支承块,该连续铣削机器用于形成面板的一个或多个边缘的轮廓,其中,所讨论的滑动支承块或压力支承块具有一个或多个滑动表面,以用于在该一个或多个滑动表面之上引导待铣削的面板的表面,上述滑动支承块或压力支承块的特征是其设置有至少一个切割刀片。
5.第二独立方面是一种用于连续铣削机器的切割装置,该连续铣削机器用于形成面板的一个或多个边缘的轮廓。切割装置包括滑动支承块或压力支承块。所讨论的滑动支承块或压力支承块具有一个或多个滑动表面,以用于在该一个或多个滑动表面之上引导待铣削的面板的表面。上述滑动支承块或压力支承块设置有用于加工面板的至少一个切割刀片。此切割刀片在此加工期间保持固定位置。设置滑动支承块或压力支承块是为了通过其一个或多个滑动表面将待铣削的面板的表面支撑在旋转铣削切割器上,该旋转铣削切割器在面板的边缘上进行铣削操作。
6.优选地,切割装置包括旋转铣削切割器,以用于在滑动支承块或压力支承块的位置处对面板进行铣削。
7.在本发明的第一方面中和第二方面中,因为切割刀片设置在滑动支承块或压力支承块上,所以切割刀片的切割表面相对于面板边缘的定位可以精确地设定。优选地,切割刀片设置在滑动支承块上,即设置在形成用于面板的装饰侧的一个或多个滑动表面的支承块上。优选地,所述滑动支承块自身固定在连续铣削机器的床身(法语:)上。这种滑动支承块的滑动表面优选地在与连续铣削机器的固定输送元件相同或几乎相同的方向上(例如与链条相同或几乎相同的方向上)定向。如可从第一方面和第二方面看出的,还可能将切割刀片设置在压力支承块上,即设置在形成用于面板下侧的滑动表面的支承块上,并且压力
支承块具有与连续铣削机器的固定输送元件相反定向的滑动表面。压力支承块优选地安装为稍有弹性,例如通过一个或多个气压缸压靠在面板的后部上。
8.滑动支承块或压力支承块上的切割刀片可具有一种或多种功能。因此,例如,切割刀片可以用于提供倒角或斜切边缘,使得为此占据电机位置变得不是必须的。相反,现在空出的电机位置可由另外的旋转铣削切割器占据,并且待去除的材料可以更均匀地分布在可用的旋转铣削切割器中。这样,可以减少驱动这些铣削切割器所需的功率和/或可以增加铣削机器的生产速度。
9.滑动支承块或压力支承块优选地包括一件式部件。此一件式部件包括一个或多个滑动表面,以在旋转铣削切割器可在面板的边缘上进行铣削操作的位置之前和之后支撑面板。
10.滑动支承块或压力支承块可以包括两个单独的部件。第一个部件包括滑动表面,以在旋转铣削切割器可在面板的边缘上进行铣削操作的位置之前支撑面板。第二个部件包括滑动表面,以在旋转铣削切割器可在面板的边缘上进行铣削操作的位置之后支撑面板。
11.根据本发明,通过将所讨论的切割刀片设置在自身固定在位于铣削机器的床身上的滑动支承块上,可以获得最佳的定位精确度。
12.优选地,上述切割刀片相对于上述滑动支承块或压力支承块的滑动表面占据固定位置,或者至少在使用切割刀片期间此位置可以是固定的。根据另一种可能,上述切割刀片可以可移动地安装,以用于例如获得特殊的装饰效果,例如具有沿着所讨论的边缘变化的几何形状的斜切边缘。
13.优选地,上述切割刀片相对于上述滑动表面的位置构造为可调节的。因此,例如,上述位置可以构造为可基于一个或多个定位螺纹件来调节,并且上述切割刀片可以优选地固定在所获得的相应位置中。优选地,所讨论的切割刀片至少可在垂直于所讨论的面板的表面的方向或横向/垂直于滑动表面的方向上定位,以及/或者至少可在所讨论的面板的平面中或滑动表面中沿方向h定位,并且与待加工面板的边缘成直角。所讨论的切割刀片的定位能力优选地独立于或对应于设置有所讨论的切割刀片的滑动支承块或压力支承块的滑动表面。
14.优选地,上述切割刀片具有与待铣削的面板的表面成一角度的切割表面。
15.优选地,切割刀片旨在去除所讨论的面板的装饰表面的一部分,例如用于形成下降边缘区域,例如倒角或斜切边缘。
16.优选地,上述切割刀片涉及非旋转切割刀片或刮削刀片。优选地,在不同的情况下,切割刀片都涉及在面板的每个边缘上的单个切割刀片,该面板的每个边缘由连续铣削机器在单个行程中加工。例如,当连续铣削机器涉及所谓的双端开榫机时,优选地在连续铣削机器的两个边缘中的每个边缘上设置至少一个(优选地仅一个)切割刀片,切割刀片加工面板的相应边缘。根据另一种可能,所述切割刀片可以形成具有若干这种切割刀片的刀片块的一部分,其中这些切割刀片优选地具有彼此不同的几何形状,优选地使得从连续铣削机器的行进方向观察,第二刀片加工面板的未被第一刀片加工的边缘部分。因此,例如可以相继地使用多个刀片,在每种情况下,这些刀片加工或去除面板的其他边缘部分。
17.根据本发明的一个变型和独立的第三方面,本发明涉及一种用于形成面板的一个或多个边缘的轮廓的连续铣削机器,其中,连续铣削机器设置有至少一个非旋转切割刀片,
该至少一个非旋转切割刀片相对于机床占据固定位置,更特别地,该至少一个非旋转切割刀片直接或经由滑动支承块紧固在机床上。
18.本发明的第四方面涉及一种用于形成面板的一个或多个边缘的轮廓的连续铣削机器。连续铣削机器包括如本发明的第二方面中的切割装置。连续铣削机器包括具有附加旋转铣削切割器的位置,以用于加工可由切割装置加工的面板的边缘。
19.清楚的是,第三方面和/或第四方面的构造(其中,在滑动支承块上设置有非旋转切割刀片)显示出或者可以显示出与本发明的第一方面的文本中提到的相同的优点。如果以一些其他方式将非旋转切割刀片固定地设置在机床上,则精度可能更加有限。然而,例如当所讨论的非旋转切割刀片用于进行粗加工操作时,这种布置是令人感兴趣的。因此,例如如果面板的边缘最终将设置有具有下凹槽唇部和上凹槽唇部的凹槽,其中,凹槽唇部中的一个(例如下凹槽唇部)伸出超过另一个(例如上凹槽唇部),则面板的待去除部分在伸出的唇部部分的位置处利用所述切割刀片去除。此后,可以采用更精细的加工操作,优选地基于用于形成相应凹槽的最终表面的旋转刀具。这可以是例如锁定的齿
‑
槽接头中的凹槽,如从上述wo97/47834中自身已知的。通过借助于所述粗加工操作去除一部分待去除的材料,可以限制用于去除剩余材料以形成最终凹槽表面所需的功率,或者可以提高生产速度而不必然影响旋转铣削切割器的寿命。所使用的刀片的寿命不重要或几乎不重要。首先,该刀片涉及粗加工操作,其次,由于所需精度低,所以其可以被容易地替换。
20.出于与本发明的第一方面、第二方面、第三方面和第四方面相同的目的,根据独立的第五方面,本发明涉及一种用于制造面板的方法,其中,这些面板在一个或多个边缘上具有轮廓化边缘区域,并且该方法至少包括以下步骤:至少通过连续铣削机器中的一个或多个旋转铣削切割器形成所讨论的轮廓化边缘区域,其中,待铣削的面板在其表面在至少一个滑动支承块或压力支承块的一个或多个滑动表面之上的情况下被输送,该方法的特征是还包括以下步骤:基于非旋转切割工具形成所讨论的轮廓化边缘区域的一部分,其中,上述非旋转切割工具至少由切割刀片构成,该切割刀片设置在上述滑动支承块或压力支承块上以及/或者牢固地固定到机床。
21.明显的是,在第五方面的方法中,优选地应用具有第一方面的特征的滑动支承块或压力支承块以及/或者根据本发明的第二方面的切割装置以及/或者具有第三方面或第四方面的特征的连续铣削机器。
22.本发明的第六方面涉及一种用于制造面板的方法,其中,使用了如本发明的第四方面中的连续铣削机器。这些面板在一个或多个边缘上具有轮廓化边缘区域,其中,至少通过一个或多个附加旋转铣削切割器来进行所讨论的轮廓化边缘区域的形成。待铣削的面板在其表面在滑动支承块或压力支承块的一个或多个滑动表面之上的情况下被输送。该方法包括以下步骤:通过设置在上述滑动支承块或压力支承块上的切割刀片形成所讨论的轮廓化边缘区域的一部分。
23.优选地,在根据本发明的第五方面的方法中和在根据本发明的第六方面的方法中,在上述滑动支承块或压力支承块的位置处以及/或者在安装有切割刀片的位置处,还借助于旋转铣削切割器在相应的边缘上进行铣削操作。“在
…
的位置处”是指所讨论的具有切割刀片的滑动支承块或压力支承块通过其一个或多个滑动表面将待加工的地板面板的边缘引导到接合旋转铣削切割器的位置处,以及/或者一个相同的压力支承块通过其一个或
多个滑动表面将地板面板的边缘引导到切割刀片与旋转铣削切割器接合的位置处。根据一种变型,地板面板的边缘可以在切割刀片的位置处由单独的压力支承块引导,该压力支承块独立于在旋转铣削切割器的位置处引导面板的边缘的任何压力支承块安装。
24.优选地,旋转铣削切割器接合在面板的边缘中,使得铣削切割器在其接合在面板的边缘中时在远离切割刀片的位置转动。这种实施方式具有的优点是由旋转铣削切割器形成的材料和碎片被远离切割刀片导引,使得切割刀片可以在面板中形成质量更好的切割边缘,同时还提高了工艺的效率。
25.优选地,为了形成上述轮廓化边缘区域,采用至少三个或四个、或仅三个或四个旋转铣削切割器并采用上述切割刀片。在使用在每个边缘上仅设置有四个电机位置的连续铣削机器的情况下,此实施方式特别有利。
26.如已经提到的,在面板的主表面中的至少一个主表面的位置处,上述轮廓化边缘区域优选地具有例如呈斜切边缘形式的倒角,其中,所讨论的倒角的表面至少部分地、但是优选地仅由上述切割刀片形成。优选地,所述斜切边缘位于所讨论的面板的装饰表面上。所述斜切边缘可以以与水平面成5
°
至65
°
的角度延伸。根据第一特定实施方式,斜切边缘以与水平面成5
°
至15
°
的角度延伸。利用所述倒角或斜切边缘,在两个面板之间由于相邻面板的不同厚度而在接缝位置处产生的任何高度差都可以被令人满意地掩盖。优选地,所述斜切边缘的表面不与可存在于所述面板的表面上的可选装饰层相交。优选地,所述斜切边缘的深度因此至多被限制为施加在所述装饰层的顶部上的任何透明或半透明的耐磨层的厚度。根据第二特定实施方式,斜切边缘以与水平面成40
°
至65
°
的角度延伸。在该情况下,斜切边缘的表面优选地与存在于所讨论的面板的表面上的任何装饰很好地相交。所述斜切边缘可以用于在由若干这种地板面板形成的表面中更显著地挑选出所讨论的面板的目的和/或可以隐藏相邻面板之间的间隙。当然,该斜切边缘在隐藏相邻面板之间的接缝的位置处的高度差方面也是有效的。
27.从上述内容可以清楚地看出,上述面板优选地在至少一个主表面上设置有覆盖物,该覆盖物优选地至少由透明的热塑性层(例如聚氯乙烯层)形成,优选地设置有下装饰部或下装饰层。所述装饰层例如可以由印刷的热塑性薄膜形成。根据另一实施方式,上述面板在至少一个主表面上设置有木质或石材覆盖物(例如木单板或石材单板),该覆盖物例如厚度为0.3毫米至1毫米,或者厚度为2.5毫米或更大。
28.优选地,上述面板具有包含矿物成分的基底材料,优选地,矿物成分的含量为至少40wt%,更好地为至少60wt%。上述矿物成分可以例如至少包含石灰、石灰石或滑石。根据另一实例,上述面板具有基于水泥的基底材料,例如基于波特兰水泥或氧化镁水泥。对于具有高矿物成分含量的面板,当希望以经济的生产速度操作时,例如以大于45m/min或80大于m/min或更大,例如以大约120m/min或更大的生产速度操作时,边缘的加工需要相当大的电机功率。当加工矩形地板面板的长的一对相对的边缘时,非常期望这些较高的速度。
29.优选地,上述面板具有包含热塑性材料的基底材料,优选地为硬质聚氯乙烯(pvc),即优选地为增塑剂含量低于5phr的pvc。这种面板可以具有含量为至少40wt%,更好地为至少60wt%的矿物成分或其他填料。矿物成分或其他填料可以是石灰、石灰石、滑石、木材、竹子等。当期望获得如上所述的数量级的经济的生产速度时,硬质pvc的存在使得特别需要相当大的电机功率。
30.明显的是,上述轮廓化边缘区域可以包括联接器件,所讨论的面板可以利用该联接器件与类似面板的一个或多个边缘相互作用。优选地,联接器件至少部分地通过利用旋转铣削切割器的铣削操作形成。优选地,面板是矩形的地板面板,其中,相对的长边缘主要构造为锁定的齿
‑
槽接头。
31.出于更好地说明本发明的特征的目的,下面参考附图来描述一些优选实施方式,这些实施方式作为没有任何限制性特征的实例,在附图中:
32.图1示出了用于制造具有本发明的特征特性的面板的方法;
33.图2示出了沿着图1所示的线ii
‑
ii截取的截面;
34.图3示出了沿着图2所示的线iii
‑
iii截取的截面;
35.图4示出了根据本发明的切割装置的第一实施方式的沿着图1所示的线ii
‑
ii截取的详细视图;以及
36.图5示出了根据本发明的切割装置的第二实施方式的沿着图1所示的线ii
‑
ii截取的详细视图。
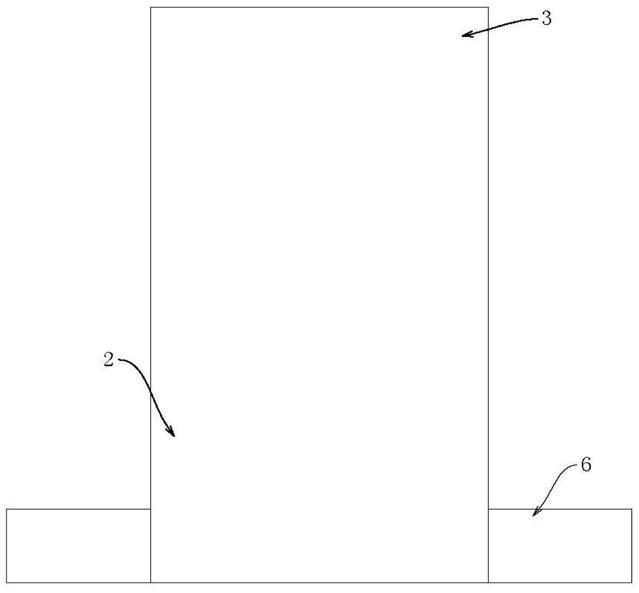
37.图1示出了用于形成面板3的一个或多个边缘2的轮廓的连续铣削机器1的俯视图。在此情况下,连续铣削机器涉及一种用于铣削矩形地板面板的相对的短边缘的双端开榫机型的连续铣削机器。本发明的原理可以加以必要的变更而被转换成类似的用于形成相对的长边缘的轮廓的铣削机器。
38.图2和图3示出了同一连续铣削机器1的其他视图。如果在说明书中没有进行限定,则所使用的标号在所附权利要求中进行限定。
39.特别地,如图3所示,在切割刀片9的位置处,旋转铣削切割器11用于加工边缘2。边缘2由相同的滑动支承块4的滑动表面和压力支承块5的滑动表面6支撑以用于两种加工操作。
40.在该实例中未示出的是,例如,面板的另一边缘2被类似地加工,即,利用一个非旋转切割刀片9至少形成斜切边缘13,不同之处在于,另一边缘2上的联接器件16构造为凹槽,而不是在所示边缘的情况下的齿17。
41.明显的是,在所示的实施方式中,切割刀片9设置在滑动支承块4上,并且该切割刀片可以被加以必要的变更而设置在压力支承块5上。设置在滑动支承块4或压力支承块5上的切割刀片9不是必须加工在相应的滑动支承块4的滑动表面6之上被引导的表面7或表面8。即,安装在滑动支承块4上的切割刀片9可以加工相对的表面8,这是因为例如所讨论的切割刀片9经由在面板的厚度上桥接的桥接件加工而相对的表面8,并且对于安装在压力支承块5上的切割刀片反之亦然。此外,切割刀片9也可以用于加工基底15的一部分,而不是必须去除表面7
‑
8的一部分。基底15可以设置有例如由透明的热塑性层14形成的涂层。如介绍中所述的,切割刀片9可以用作粗加工操作。如在介绍中所述的,这种刀片也可以以一些其他方式牢固地固定到机床18。在图3中仅示意性地示出了机床18,但是本领域技术人员充分意识到机床18与连续铣削机器1的参考结构有关。
42.图4示出了根据本发明的切割装置的第一实施方式的沿着图1所示的线ii
‑
ii截取的详细视图。图4中的滑动支承块4被制成一件式的。滑动支承块4具有滑动表面6,以用于在滑动支承块的表面之上引导待铣削的面板的表面。切割刀片9紧固到此滑动支承块4。切割刀片9通过位于切割刀片的插槽23中的两个螺栓21紧固到滑动支承块4。通过使这两个螺栓
21松动,切割刀片9的竖直位置可通过倾斜放置的定位螺纹件25来调节,此后,切割刀片利用两个螺栓固定到滑动支承块。滑动支承块构造为使得空间27可用于安装和操作旋转铣削切割器。一件式滑动支承块可通过其滑动表面在旋转铣削切割器接合之前和之后的位置处支撑面板。此铣削切割器在图4中未示出。因此,在此滑动支承块的位置处,可以在通过切割刀片9形成面板的轮廓化边缘区域的一部分的同时,通过旋转铣削切割器来进行铣削操作。
43.图5示出了根据本发明的切割装置的第二实施方式的沿着图1所示的线ii
‑
ii截取的详细视图。图4的滑动支承块4由两个零件构成。滑动支承块4具有滑动表面6,以用于在滑动支承块的表面之上导引待铣削的面板的表面。切割刀片9紧固到此滑动支承块4。切割刀片9通过位于切割刀片的插槽23中的两个螺栓21紧固到滑动支承块4。通过使这两个螺栓21松动,切割刀片9的竖直位置可通过倾斜放置的定位螺纹件25来调节,此后,切割刀片利用两个螺栓固定到滑动支承块。该滑动支承块构造为使得空间27可用于安装和操作旋转铣削切割器。此铣削切割器在图5中未示出。因此,在此滑动支承块的位置处,可以在通过切割刀片9形成面板的轮廓化边缘区域的一部分的同时,通过旋转铣削切割器来进行铣削操作。滑动支承块的一个零件可通过其滑动表面支撑面板以接合旋转切割工具,而滑动支承块的另一零件可在接合旋转切割工具之后通过其滑动表面支撑面板。
44.本发明决不限于上述实施方式,并且这种滑动支承块和/或压力支承块、切割装置、连续铣削机器和用于制造面板的方法都可以实现并在本发明的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。