1.本发明涉及造纸技术领域,特别是涉及一种生活用纸及其制备方法。
背景技术:
2.生活用纸是生活必需品,随着人们生活水平的提高,人们对生活用纸的需求呈现出多功能化的趋势,比如要求面纸具有一定强度的同时还具有柔软的触感。生活用纸最常用的浆料为木浆,近年来,随着生活用纸抄造技术的进步和消费需求的升级,竹浆、秸秆浆等浆料也用于制造生活用纸。
3.市面上由木浆或木浆与竹浆、秸秆浆等按比例混合的浆料制造的纸张,都存在强度较大但不够蓬松、柔软的问题。棉浆与木浆相比,所含的棉纤维具有良好的柔韧性和弹性,用棉浆制成的纸张精细柔软,有高度的不透明性,但棉浆一般用于制作特种纸,在生活用纸中的应用较少。
技术实现要素:
4.本发明主要解决的技术问题是提供一种生活用纸及其制备方法,通过在浆料中添加棉浆,使制得的生活用纸更加蓬厚、柔软,提升人体感受的舒适度。
5.为解决上述技术问题,本发明采用的一个技术方案是提供一种生活用纸,该生活用纸包括:以下按重量份计的原料:棉浆,3~30份;第一木浆,30~65份;第二木浆,15~25份;其中,第一木浆的纤维长度小于第二木浆的纤维长度。
6.其中,第一木浆为短纤木浆,短纤木浆的纤维长度范围为0.5-1.0mm;第二木浆为长纤木浆,长纤木浆的纤维长度范围为1.5-2.8mm;棉浆为棉短绒,棉短绒的纤维长度范围为1.2-1.8mm。
7.其中,生活用纸还包括0~30重量份的其他浆料,其他浆料包括竹浆、秸秆浆、麦草浆中的至少一种。
8.其中,棉浆的游离度在磨浆处理前为600-800ml,在磨浆处理后为300-600ml。
9.其中,生活用纸的定量为5-50g/m2。
10.其中,生活用纸包括湿强剂,湿强剂的用量为5~40kg/t;生活用纸还包括柔软剂,柔软剂的用量为0.5~10kg/t。
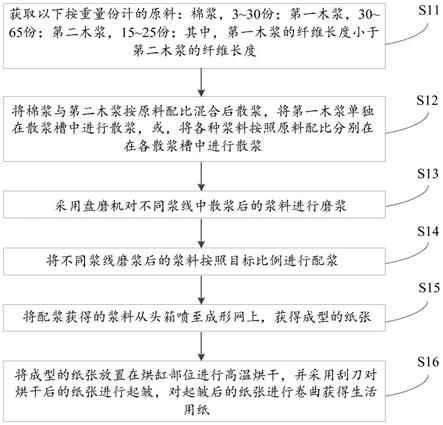
11.为解决上述技术问题,本发明采用的另一个技术方案是提供一种生活用纸制备方法,该方法包括:获取以下按重量份计的原料:棉浆,3~30份;第一木浆,30~65份;第二木浆,15~25份;其中,第一木浆的纤维长度小于第二木浆的纤维长度;将棉浆与第二木浆按原料配比混合后散浆,将第一木浆单独在散浆槽中进行散浆,或,将各种浆料按照原料配比分别在在各散浆槽中进行散浆;采用盘磨机对不同浆线中散浆后的浆料进行磨浆;将不同浆线磨浆后的浆料按照目标比例进行配浆;将配浆获得的浆料从头箱喷至成形网上,获得成型的纸张;将成型的纸张放置在烘缸部位进行高温烘干,并采用刮刀对烘干后的纸张进行起皱,对起皱后的纸张进行卷曲获得生活用纸。
12.其中,第一木浆为短纤木浆,短纤木浆的纤维长度范围为0.5-1.0mm;第二木浆为长纤木浆,长纤木浆的纤维长度范围为1.5-2.8mm;棉浆为棉短绒,棉短绒的纤维长度范围为1.2-1.8mm。
13.其中,在将成型的纸张放置在烘缸部位进行高温烘干,并采用刮刀对烘干后的纸张进行起皱,对起皱后的纸张进行卷曲获得生活用纸的步骤中,刮刀包括钢刀、合金刀、陶瓷刮刀中的一种;刮刀在起皱时的角度为0-15
°
。
14.其中,该生活用纸制备方法进一步包括:在上述任意步骤中添加湿强剂和柔软剂;其中,湿强剂的用量为5~40kg/t,柔软剂的用量为0.5~10kg/t。
15.本发明的有益效果是:区别于现有技术,本发明提供的生活用纸包括纤维长度介于短纤木浆和长纤木浆之间的棉浆,而棉浆磨浆后随着游离度的降低,对纸张的裂断长的影响比木浆小,将棉浆按一定比例加入到浆料中,生产出的生活用纸的纸张强度较低;同时由于棉浆纤维的外层大分子排列结构较为疏松,取向度低,结晶度高,相比木浆纤维,棉浆纤维具有良好的柔韧性和弹性,使得含有棉浆的生活用纸更为蓬松;进一步地,本技术通过采用陶瓷刮刀对纸张进行起皱,以及在起皱时调整较低的刮刀角度,能够使生产的纸张厚度和蓬松度进一步提高。相比现有的生活用纸,本技术所提供的生活用纸更加柔软、蓬松,其使用手感更加柔软亲肤,提升了人体感受的舒适度。
附图说明
16.图1是本发明生活用纸制备方法一实施方式的流程示意图;
17.图2是本发明实施例一中采用短纤木浆与三种棉浆分别进行实验室磨浆测试后的游离度-裂断长磨浆曲线示意图。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于本发明保护的范围。
19.在本发明实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本发明。在本发明实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上文清楚地表示其他含义,“多种”一般包含至少两种,但是不排除包含至少一种的情况。
20.应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
21.应当理解,本文中使用的术语“包括”、“包含”或者其他任何变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
22.生活用纸最常用的浆料为木浆,包括纤维长度较长的杉木纤维和纤维长度较短的桉木纤维,通常将杉木纤维与桉木纤维按照一定的比例混合后进行抄造。
23.具体地,杉木属于针叶木,桉木属于阔叶木。
24.棉浆纤维具有特殊的性质,棉浆纤维外层大分子排列结构较为疏松,取向度低,结晶度高,因而具有良好的柔韧性和弹性。由于棉浆纤维的特性,在抄纸纤维中添加棉纤维,可以制造出蓬厚的生活用纸。
25.基于上述情况,本发明所提供的生活用纸,包括以下按重量份计的原料:棉浆,3~30份;第一木浆,30~65份;第二木浆,15~25份;其中,第一木浆的纤维长度小于第二木浆的纤维长度。
26.优选地,第一木浆的纤维长度小于第二木浆的纤维长度。
27.优选地,第一木浆为短纤木浆,其纤维长度范围为0.5-1.0mm;第二木浆为长纤木浆,其纤维长度范围为1.5-2.8mm。
28.优选地,棉浆为棉短绒,其纤维长度范围为1.2-1.8mm。
29.优选地,棉浆的游离度在磨浆处理前为600-800ml,在磨浆处理后为300-600ml。
30.在本发明的具体实施例中将进一步说明,棉浆磨浆后随着游离度的降低,对纸张的裂断长的影响比木浆小,将棉浆按一定比例加入到浆料中,可生产出纸张强度较低的生活用纸,进一步提升纸张的柔软度。
31.优选地,生活用纸的定量为5-50g/m2。
32.优选地,生活用纸包括湿强剂,其中,湿强剂的用量为5~40kg/t。
33.优选地,生活用纸还包括柔软剂,其中,柔软剂的用量为0.5~10kg/t。
34.近年来,随着生活用纸抄造技术的进步和消费需求的升级,竹浆、秸秆浆等浆料为原料的生活用纸得到了很好的发展。除此之外,也有少量生活用纸采用麦草浆等浆料制造。
35.在本发明的另一实施例中,所提供的生活用纸还包括0~30重量份的其他浆料。
36.优选地,其他浆料包括竹浆、秸秆浆、麦草浆中的至少一种。
37.其中,竹浆为中等纤维长度的纸浆,其性能介于针叶木和阔叶木之间,在浆料中加入竹浆,可以替代部分阔叶木浆并减少针叶木浆用量,降低木资源的消耗;且竹浆中还含有竹琨,竹琨是一种天然具有抗菌抑菌的成分,含有竹浆的生活用纸细菌少,使用起来更加安全健康。
38.其中,秸秆浆的原料为农村剩余物资源,属于造纸的廉价原料,使用秸秆浆代替部分木浆,可保证原料供应的稳定性与经济性。
39.其中,麦草浆的纤维长度与桉木浆的纤维长度接近,在相同打浆度下,麦草浆打浆后其纸张强度性能的上升幅度较桉木浆小,在浆料中加入麦草浆可以提升纸张的柔软度。
40.区别于现有技术,本发明提供的含有棉浆的生活用纸,采用纤维长度介于短纤木浆和长纤木浆之间的棉浆,该棉浆磨浆后随着游离度的降低,对纸张的裂断长的影响比木浆小,将棉浆按一定比例加入到浆料中,生产出的生活用纸的纸张强度较低;同时由于棉浆纤维的外层大分子排列结构较为疏松,取向度低,结晶度高,相比木浆纤维,棉浆纤维具有良好的柔韧性和弹性,使得含有棉浆的生活用纸更为蓬松。相比现有的生活用纸,本技术所提供的生活用纸更加柔软、蓬松,其使用手感更加柔软亲肤,提升了人体感受的舒适度。
41.对应地,本发明实施例提供了一种生活用纸制备方法。
42.具体地,请参阅图1,图1是本发明生活用纸制备方法一实施方式的流程示意图,在该实施方式中,所述方法包括:
43.s11:获取以下按重量份计的原料:棉浆,3~30份;第一木浆,30~65份;第二木浆,15~25份;其中,第一木浆的纤维长度小于第二木浆的纤维长度。
44.其中,第一木浆为短纤木浆,短纤木浆的纤维长度范围为0.5-1.0mm;第二木浆为长纤木浆,长纤木浆的纤维长度范围为1.5-2.8mm;棉浆为棉短绒,棉短绒的纤维长度范围为1.2-1.8mm。
45.在本发明的其他实施例中,原料还可进一步包括0~30重量份的其他浆料,其他浆料包括竹浆、秸秆浆、麦草浆中的至少一种。
46.s12:将棉浆与第二木浆按原料配比混合后散浆,将第一木浆单独在散浆槽中进行散浆,或,将各种浆料按照原料配比分别在在各散浆槽中进行散浆。
47.在本发明的其他实施例中,将棉浆与第二木浆按原料配比混合后散浆,将第一木浆与其它浆料按原料配比混合后散浆,或,将各种浆料按照原料配比分别在在各散浆槽中进行散浆。
48.s13:采用盘磨机对不同浆线中散浆后的浆料进行磨浆。
49.其中,磨浆功率为10~50kwh/吨。
50.s14:将不同浆线磨浆后的浆料按照目标比例进行配浆。
51.s15:将配浆获得的浆料从头箱喷至成形网上,获得成型的纸张。
52.s16:将成型的纸张放置在烘缸部位进行高温烘干,并采用刮刀对烘干后的纸张进行起皱,对起皱后的纸张进行卷曲获得生活用纸。
53.具体地,在起皱工序中,通常采用钢刀、合金刀或陶瓷刮刀进行起皱,其中,采用陶瓷刮刀可以产生细腻的起皱效果,使获得的生活用纸具有更加柔软平滑的效果;同时,在起皱时控制好刮刀的角度,可以提升纸张的蓬厚度。
54.在本发明的实施例中,采用陶瓷刮刀对烘干后的纸张进行起皱,起皱时控制刮刀角度为0-15
°
。
55.在本发明的实施例中,湿强剂和柔软剂可在上述任意步骤中添加。
56.优选地,湿强剂的用量为5~40kg/t。
57.优选地,柔软剂的用量为0.5~10kg/t。
58.区别于现有技术,本发明提供的含有棉浆的生活用纸,采用纤维长度介于短纤木浆和长纤木浆之间的棉浆,该棉浆磨浆后随着游离度的降低,对纸张的裂断长的影响比木浆小,将棉浆按一定比例加入到浆料中,生产出的生活用纸的纸张强度较低;同时由于棉浆纤维的外层大分子排列结构较为疏松,取向度低,结晶度高,相比木浆纤维,棉浆纤维具有良好的柔韧性和弹性,使得含有棉浆的生活用纸更为蓬松。进一步地,本技术通过采用陶瓷刮刀对纸张进行起皱,以及在起皱时调整较低的刮刀角度,能够使生产的纸张厚度和蓬松度进一步提高。
59.为便于对本发明实施例进行理解,本发明提供了以下非限制性实施例,对本发明作进一步的详细说明。
60.实施例一
61.本实施例的目的是探究棉浆与短纤木浆在游离度降低的情况下对纸张裂断长的
短纤木浆72
±580.按照表2中的浆料配比,将棉浆与长纤木浆在1号池散浆,短纤木浆在2号池散浆。散浆后,按目标比例配浆;采用盘磨机进行磨浆,毯侧磨浆功率为30
±
5kwh/t,网侧磨浆功率为20
±
5kwh/t,然后成型、烘干。起皱工段采用陶瓷刮刀,刮刀角度为10
°
进行起皱,最后卷取,纸张定量为16
±
1g/m2。
81.实施例四
82.本实施例为纸机抄造不含棉浆的生活用纸。
83.表3浆料配比
84.浆料含量(%)棉浆-10长纤木浆20
±
5短纤木浆80
±585.按照表3中的浆料配比,长纤木浆在1号散浆池散浆,短纤木浆在2号散浆池散浆。散浆后,按目标比例配浆;采用盘磨机进行磨浆,毯侧磨浆功率为30
±
5kwh/t,网侧磨浆功率为20
±
5kwh/t,然后成型、烘干。起皱工段采用陶瓷刮刀,刮刀角度为10
°
进行起皱,最后卷取,纸张定量为16
±
1g/m2。
86.测试并对比实施例三和实施例四抄造出纸张的物性,探究棉浆对纸张物性的影响。测试结果见表4。
87.表4纸张物性结果对比表
88.物性实施例三实施例四基重(g/m2)16
±
116
±
1厚度(um)11590蓬松度(cm3/g)7.575.45md方向拉力(gf/3")155435cd方向拉力(gf/3")80200柔软度(mn)2245
89.注:蓬松度的值越高,纸张蓬松效果越好;柔软度的值越低,纸张越柔软。
90.由上表可以看出,基重相同的含有棉浆的生活用纸和不含有棉浆的生活用纸相比,蓬松度和柔软度有明显的提升。
91.请20个志愿者对实施例三和实施例四的抄造出的原纸进行手感盲测,并基于使用手感在0~5分之间打分,分数越高,代表使用手感越好。手感盲测结果见表5。
92.表5手感打分结果对比表
93.志愿者编号实施例三实施例四154254354444543
65273285495510541143125313541443155316421754185319422053总分9258平均分4.62.9
94.手感盲测结果表明,90%测试者认为,含有棉浆的生活用纸样品的手感优于不含棉浆的生活用纸样品。10%的测试者认为含有棉浆的生活用纸样品与不含棉浆的生活用纸样品手感接近。含有棉浆的生活用纸样品的手感总分和平均分远高于不含有棉浆的生活用纸样品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
