1.本发明涉及到航空航天零部件制备技术领域,尤其涉及一种含胶叠层材料的精孔加工方法。
背景技术:
2.现代机械加工领域中,孔加工被广泛的应用在航空航天、汽车、船舶、装备制造等各个领域。特别在航空航天零部件的制造中,孔加工占有重要地位。
3.由于航空航天器的特殊性,存在大量不同材料组合的零件结构,如碳纤维和铝合金组合、碳纤维和钛合金组合等异性叠层材料结构,且这些材料组合间存在连接用胶层,由于不同材料的加工特性不同,当这些材料组合在一起后的孔加工,往往不容易保证孔的加工精度要求,特别是一些有较高精度要求的孔,所以如何保证这些含胶层叠层材料精度孔的加工质量就显得特别重要。
4.现提出含胶叠层材料精孔加工工艺方法,该方法能够在异性叠层材料结构上进行精度孔加工制造,充分利用各种工具的加工特点,同时兼顾了叠层材料各自加工特性,通过工艺方法,规避了质量风险,保证了孔加工质量,广泛适用于各种含胶层叠层结构材料的精孔加工制造。该工艺方法孔径加工精度及孔的位置精度好,实际效果好,实用性较强。
5.公开号为cn109604663a,公开日为2019年04月12日的中国专利文献公开了一种碳纤维夹芯
‑
铝合金层叠材料高精孔加工方法,其特征在于:通过工装型架将碳纤维夹芯与铝合金接头装配在一起,然后依据材料的不同进行分层钻削,且在同一材料区域选用不同的刀具组合,采用阶梯钻扩铰的方式,实现碳纤维夹芯
‑
铝合金层叠材料高精孔的加工。
6.该专利文献公开的碳纤维夹芯
‑
铝合金层叠材料高精孔加工方法,避免了碳纤维夹芯层孔口发生撕裂、破损和超差的质量问题,保证了零件的加工质量,减少了零件的报废率,从而降低了零件的制造成本。但是,孔的位置精度及孔径精度仍然欠佳。
技术实现要素:
7.本发明为了克服上述现有技术的缺陷,提供一种含胶叠层材料的精孔加工方法,本发明通过镗刀和铰刀的配合使用,能够保证不同材料孔加工的正确性和加工效率,保证孔的位置精度及孔径精度要求。
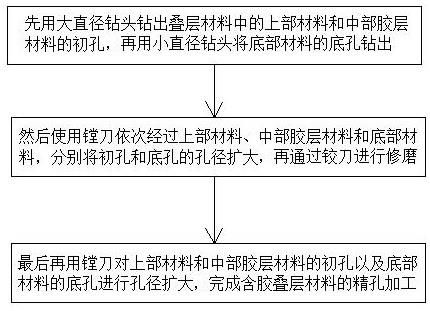
8.本发明通过下述技术方案实现:一种含胶叠层材料的精孔加工方法,其特征在于,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
9.所述步骤a中,大直径钻头钻出中部胶层材料的深度为0.5
‑
1mm,初孔的孔径为1mm。
10.所述步骤a中,小直径钻头的直径比大直径钻头的直径小0.5
‑
1mm。
11.所述步骤b中,将初孔和底孔的孔径扩大具体是指孔径余量为0.2
‑
0.5mm。
12.所述小直径钻头的直径比大直径钻头的直径小0.6mm。
13.所述步骤a中,小直径钻头加工底部材料采用分层钻孔,每层加工深度为0.5
‑
1mm。
14.所述步骤b中,将初孔和底孔的孔径扩大时,铰刀的加工余量为0.1
‑
0.2mm。
15.所述步骤c中,所述镗刀精加工余量不大于0.1mm。
16.本发明的有益效果主要表现在以下方面:1、本发明,“a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工”,作为一个完整的技术方案,较现有技术而言,先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出,由于初孔为大直径孔,底孔为小直径孔,初孔形成后上部材料和中部胶层材料已去除,同时孔径较大,所以保证了在钻底部材料时的排屑空间,同时不接触上部材料和中部胶层材料,保证了上部材料及中部胶层材料的孔表面质量和孔径尺寸,通过镗刀和铰刀的配合使用,能够保证不同材料孔加工的正确性和加工效率,保证孔的位置精度及孔径精度要求。
17.2、本发明,充分利用大直径钻头、小直径钻头、镗刀和铰刀的加工特点,同时兼顾了叠层材料各自加工特性,通过特定的加工顺序,规避了质量风险,保证了孔加工质量,能够广泛适用于各种含胶层叠层结构材料的精孔加工制造。
18.3、本发明,能够在异形叠层材料结构上进行精度孔加工制造,加工精度及孔的位置精度好,实际效果好,具有较强的适用性。
19.4、本发明,整个加工工艺简单,实施方便,制孔精度高,制造成本低。
20.5、本发明,步骤a中,小直径钻头加工底部材料采用分层钻孔,每层加工深度为0.5
‑
1mm,能够保障排屑顺畅,提高加工效率和加工质量。
附图说明
21.下面将结合说明书附图和具体实施方式对本发明作进一步的具体说明:图1为本发明的流程框图。
具体实施方式
22.实施例1参见图1,一种含胶叠层材料的精孔加工方法,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;
c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
[0023]“a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工”,作为一个完整的技术方案,较现有技术而言,先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出,由于初孔为大直径孔,底孔为小直径孔,初孔形成后上部材料和中部胶层材料已去除,同时孔径较大,所以保证了在钻底部材料时的排屑空间,同时不接触上部材料和中部胶层材料,保证了上部材料及中部胶层材料的孔表面质量和孔径尺寸,通过镗刀和铰刀的配合使用,能够保证不同材料孔加工的正确性和加工效率,保证孔的位置精度及孔径精度要求。
[0024]
实施例2参见图1,一种含胶叠层材料的精孔加工方法,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
[0025]
所述步骤a中,大直径钻头钻出中部胶层材料的深度为0.5mm,初孔的孔径为1mm。
[0026]
所述步骤a中,小直径钻头的直径比大直径钻头的直径小0.5mm。
[0027]
所述步骤b中,将初孔和底孔的孔径扩大具体是指孔径余量为0.2mm。
[0028]
实施例3参见图1,一种含胶叠层材料的精孔加工方法,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
[0029]
所述步骤a中,大直径钻头钻出中部胶层材料的深度为0.6mm,初孔的孔径为1mm。
[0030]
所述步骤a中,小直径钻头的直径比大直径钻头的直径小0.6mm。
[0031]
所述步骤b中,将初孔和底孔的孔径扩大具体是指孔径余量为0.3mm。
[0032]
实施例4参见图1,一种含胶叠层材料的精孔加工方法,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底
孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
[0033]
所述步骤a中,大直径钻头钻出中部胶层材料的深度为0.8mm,初孔的孔径为1mm。
[0034]
所述步骤a中,小直径钻头的直径比大直径钻头的直径小0.8mm。
[0035]
所述步骤b中,将初孔和底孔的孔径扩大具体是指孔径余量为0.4mm。
[0036]
本发明,充分利用大直径钻头、小直径钻头、镗刀和铰刀的加工特点,同时兼顾了叠层材料各自加工特性,通过特定的加工顺序,规避了质量风险,保证了孔加工质量,能够广泛适用于各种含胶层叠层结构材料的精孔加工制造。
[0037]
实施例5参见图1,一种含胶叠层材料的精孔加工方法,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
[0038]
所述步骤a中,大直径钻头钻出中部胶层材料的深度为1mm,初孔的孔径为1mm。
[0039]
所述步骤a中,小直径钻头的直径比大直径钻头的直径小1mm。
[0040]
所述步骤b中,将初孔和底孔的孔径扩大具体是指孔径余量为0.5mm。
[0041]
实施例6参见图1,一种含胶叠层材料的精孔加工方法,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
[0042]
所述步骤a中,大直径钻头钻出中部胶层材料的深度为0.6mm,初孔的孔径为1mm。
[0043]
所述步骤a中,小直径钻头的直径比大直径钻头的直径小0.8mm。
[0044]
所述步骤b中,将初孔和底孔的孔径扩大具体是指孔径余量为0.3mm。
[0045]
能够在异形叠层材料结构上进行精度孔加工制造,加工精度及孔的位置精度好,实际效果好,具有较强的适用性。
[0046]
实施例7参见图1,一种含胶叠层材料的精孔加工方法,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;
c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
[0047]
所述步骤a中,大直径钻头钻出中部胶层材料的深度为0.6mm,初孔的孔径为1mm。
[0048]
所述步骤a中,小直径钻头的直径比大直径钻头的直径小0.8mm。
[0049]
所述步骤b中,将初孔和底孔的孔径扩大具体是指孔径余量为0.3mm。
[0050]
所述步骤a中,小直径钻头加工底部材料采用分层钻孔,每层加工深度为0.5mm。
[0051]
所述步骤b中,将初孔和底孔的孔径扩大时,铰刀的加工余量为0.1mm。
[0052]
整个加工工艺简单,实施方便,制孔精度高,制造成本低。
[0053]
实施例8参见图1,一种含胶叠层材料的精孔加工方法,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
[0054]
所述步骤a中,大直径钻头钻出中部胶层材料的深度为0.6mm,初孔的孔径为1mm。
[0055]
所述步骤a中,小直径钻头的直径比大直径钻头的直径小0.8mm。
[0056]
所述步骤b中,将初孔和底孔的孔径扩大具体是指孔径余量为0.3mm。
[0057]
所述步骤a中,小直径钻头加工底部材料采用分层钻孔,每层加工深度为0.7mm。
[0058]
所述步骤b中,将初孔和底孔的孔径扩大时,铰刀的加工余量为0.15mm。
[0059]
实施例9参见图1,一种含胶叠层材料的精孔加工方法,包括以下步骤:a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加工。
[0060]
所述步骤a中,大直径钻头钻出中部胶层材料的深度为0.6mm,初孔的孔径为1mm。
[0061]
所述步骤a中,小直径钻头的直径比大直径钻头的直径小0.8mm。
[0062]
所述步骤b中,将初孔和底孔的孔径扩大具体是指孔径余量为0.3mm。
[0063]
所述步骤a中,小直径钻头加工底部材料采用分层钻孔,每层加工深度为1mm。
[0064]
所述步骤b中,将初孔和底孔的孔径扩大时,铰刀的加工余量为0.2mm。
[0065]
所述步骤c中,所述镗刀精加工余量不大于0.1mm。
[0066]“a、先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出;b、然后使用镗刀依次经过上部材料、中部胶层材料和底部材料,分别将初孔和底孔的孔径扩大,再通过铰刀进行修磨;c、最后再用镗刀对上部材料和中部胶层材料的初孔以及底部材料的底孔进行孔径扩大,完成含胶叠层材料的精孔加
工”,作为一个完整的技术方案,较现有技术而言,先用大直径钻头钻出叠层材料中的上部材料和中部胶层材料的初孔,再用小直径钻头将底部材料的底孔钻出,由于初孔为大直径孔,底孔为小直径孔,初孔形成后上部材料和中部胶层材料已去除,同时孔径较大,所以保证了在钻底部材料时的排屑空间,同时不接触上部材料和中部胶层材料,保证了上部材料及中部胶层材料的孔表面质量和孔径尺寸,通过镗刀和铰刀的配合使用,能够保证不同材料孔加工的正确性和加工效率,保证孔的位置精度及孔径精度要求。
[0067]
小直径钻头加工底部材料采用分层钻孔,能够保障排屑顺畅,提高加工效率和加工质量。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。