1.本发明涉及能够针对规格不同的表面安装(smt)装置厂商的安装机发送坏板标记检测信息数据的通用坏板标记检测装置。
背景技术:
2.以往,已知表面安装系统,该表面安装系统构成为在通过零件安装头从零件供给部吸附电子零件之后,沿着基板的搬送线配备由在基板上的预定位置安装电子零件的安装机构成的多个作业机,通过这些作业机在所述基板上阶段性地搭载各种电子零件来安装电子零件。
3.已知在安装电子零件之前,为了检测坏板标记,对作为摄像对象的基板间接地进行照明,用照相机对基底进行分割摄像来取入图像,检测印到基板的坏板标记的坏板标记检测装置(参照专利文献1)。
4.该公知技术是搬入多倒角用的检查基板,使照相机部移动到基准位置,沿着x轴引导导轨向x轴方向移动,在终端向y轴方向移动预定距离,再次向x轴方向移动而返回,这样反复进行往返移动运动,进行多张分割摄像,对进行该分割摄像而得到的图像进行特殊合成图像处理,之后,比较该合成摄像图像和登记图像,检测坏板标记来取得坏板标记检测信息的坏板标记检测装置。
5.已知表面安装系统的控制装置,在沿着搬送线配设有针对基板安装零件或者进行与其关联的作业的多个作业机的表面安装系统中,在多个作业机中的上游侧的作业机设置检测坏板标记的坏板标记检测单元,并且具备将由该坏板标记检测单元检测的基板的坏板标记与基板的搬送对应地转送给下游侧的作业机的数据转送单元(参照专利文献2)。
6.根据该公知技术,通过根据由设置于上游侧的作业机的坏板标记检测单元检测的基板的坏板标记,利用上游侧的作业机执行将预定的电子零件安装到基板的作业等,并且将由所述坏板标记检测单元检测的坏板标记利用数据转送单元转送给下游侧的作业机,根据该转送数据利用下游侧的作业机执行电子零件的安装作业等。
7.现有技术文献
8.专利文献
9.专利文献1:日本实用新案登记第3165153号公报
10.专利文献2:日本特开2000
‑
124676号公报
技术实现要素:
11.本发明的目的在于提供针对规格不同的表面安装(smt)装置厂商的安装机也经由rs232c通信单元、或者lan通信单元的接口发送坏板标记检测信息数据的通用坏板标记检测装置。
12.本发明的通用坏板标记检测装置,包括:设定单元,根据基板的品种信息,设定设定数据;摄像单元,使照相机移动到摄影位置而进行分割摄像;制作单元,对分割摄像而得
到的图像通过特殊合成图像处理来制作合成摄像图像;以及检测单元,比较合成摄像图像和登记图像,检测坏板标记,作为向下游装置的安装机传输的功能,经由rs232c通信单元、或者lan通信单元的接口提供检测信息数据。
13.所述通用坏板标记检测装置从下游装置接收基板排出信号,排出检查基板,在向下游装置排出检查基板的过程中,从下游装置接收检测信息数据发送指令并发送检测信息数据。
14.关于所述通用坏板标记检测装置,对不具备检测信息数据发送指令功能的下游装置,在向下游装置排出检查基板的过程中,坏板标记检查装置检测基板位置,作为csv文件发送检测信息数据。
15.在本发明的通用坏板标记检测装置中,作为向下游装置的安装机传输的功能,经由rs232c通信单元、或者lan通信单元的接口提供检测信息数据,所以能够针对规格不同的下游装置厂商的安装机发送坏板标记检测信息数据。
附图说明
16.图1是本发明的通用坏板标记检测装置的装置结构图。
17.图2是本发明的通用坏板标记检测装置的动作流程图。
18.图3是本发明的通用坏板标记检测装置的流程图。
19.图4是本发明的通用坏板标记检测装置的混载线的装置配置图。
20.图5是本发明的通用坏板标记检测装置的混载线的通信结构图。
21.图6是本发明的通用坏板标记检测装置的混载线的数据流图。
具体实施方式
22.以下,根据附图,说明本发明的通用坏板标记检测装置的一个实施例。
23.如图1的装置结构图所示,本发明的通用坏板标记检测装置包括架台部(本体部、可动部、及输送机部)、照相机部以及控制部。
24.所述控制部分别具备:设定程序,设定模型图像的登记及检查位置;以及检查程序,执行检查过程,通过计算机进行控制。
25.如图2的动作流程图所示,在所述设定程序中,(1)对模型图像进行分割摄影,(2)根据分割摄影而得到的图像制作合成图像(模型图像的登记),(3)在模型图像中设定检查位置,(4)保存这些设定数据。
26.如图3的流程图所示,在所述检查程序中,(5)搬入检查基板,(6)根据检查基板的品种信息设定设定数据,读入设定数据,(7)使照相机移动到摄影位置,(8)进行分割摄影,根据分割摄影而得到的图像制作合成图像,登记该合成图像,(9)比较合成图像和登记图像,检测坏板标记,(10)排出基板。
27.本发明的通用坏板标记检测装置向下游装置(smt等)发送坏板标记检测信息。
28.检测信息由下游装置厂商的要求规格决定,良品是“0”,不良是“1”。
29.rs232c通信是将数据每1个比特连续地发送接收的通信方式,lan通信是按照csv文件生成数据,发送接收生成的数据的通信方式。
30.通用坏板标记检测装置用检测位置名称、检测x坐标、检测y坐标管理,检测坐标设
定数可以是任意的设定数,发送数据格式追随设定坐标数。
31.关于通信方式,使用rs232c或者lan接口传输到下游装置(smt等)。
32.关于检测信息数据,从下游装置(smt等)接收基板排出信号,坏板标记检测装置排出检查基板,在向下游装置(smt等)排出检查基板的过程中,从下游装置(smt等)接收检测信息数据发送指令并发送。
33.关于来自下游装置(smt等)的不具备检测信息数据发送指令功能的机种,在向下游装置(smt等)排出检查基板的过程中,坏板标记检测装置检测基板位置,作为csv文件发送检测信息数据。
34.接下来,以下根据附图说明本发明的通用坏板标记检测装置的混载线中的操作动作。
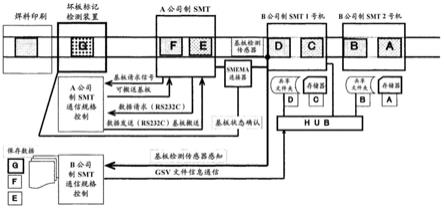
35.如图4的装置配置图所示,基板从附图的左方向流向右方向,在坏板标记检测装置的上游侧,配置焊料印刷机,在坏板标记检测装置的下游侧,a公司制smt和b公司制smt1号机、2号机配置于直线线。
36.从主机pc向焊料印刷机发送生产管理信息,从焊料印刷机向坏板标记检测装置、从坏板标记检测装置向a公司制smt发送基板搬送线信号。
37.另外,品名信息网络通信从焊料印刷机向a公司制smt发送,坏板标记数据通信从坏板标记检测装置向a公司制smt、以及从坏板标记检测装置向b公司制smt发送。
38.本发明的通用坏板标记检测装置的混载线从前工序的焊料印刷机接收基板的排出信号,坏板标记检测装置收容基板。
39.在收容后,坏板标记检测装置进行基板的检查。
40.在检查后,坏板标记检测装置向后工序a公司制smt排出基板。
41.然而,a公司制smt和b公司制smt虽然零件安装装置的目的相同,但安装信息管理方法、安装零件的搭载方法、功能、性能等不同,所以坏板标记检测装置提供的信息传输完全不同。
42.坏板标记检测装置与排出一起依照a公司制smt的通信规格,传输信息。
43.如图5的通信结构图所示,坏板标记检测装置进行与完全不同的通信规格对应的处理,对a公司制smt进行rs232c单元的比特通信传输,对b公司制smt以csv文件方式进行通信传输。
44.另外,如图6的数据流图所示,坏板标记检测装置从a公司制smt接收基板请求信号,排出检查基板,在向a公司制smt排出检查基板的过程中,从a公司制smt接收数据请求并发送数据。
45.在a公司制smt向未具备数据请求功能的b公司制smt排出检查基板的过程中,坏板标记检测装置通过基板检测传感器检测基板位置,将数据作为csv文件发送给b公司制smt。
46.坏板标记检测装置提供具有对csv文件进行一并管理的hub(集线器)(网络设备)功能,追随基板的流动的混载线。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

