1.本发明属于火锅底料生产加工技术领域,具体为一种火锅底料加工生产用凝固按压脱模机构。
背景技术:
2.火锅底料,其特点是:麻辣为主,多味并存, 讲究调味,善于变化,注重用汤,崇尚自然,刀工精细,变化灵活,选料广泛,独具一格,饮餐合一,随心所欲,郫县豆瓣是用蚕豆、辣椒、盐酿制而成,是成都郫县的地方特产,其色泽红亮滋润,辣味浓厚,郫县豆瓣是红汤火锅中最重要的调味料,用在汤卤中能增加鲜味和香味,使汤汁具有温醇辣味和浓稠红亮。
3.在制作火锅底料的过程中,需要对材料进行充分搅拌混合,进行加工制作,制作好 的火锅底料进行灌装,灌装之前要对物料进行充分的混合、计量,但是火锅底料的粘度较大,火锅底料在制作的时候,也会根据火锅底料外包装的大 小来制作不同大小的火锅底料,有些火锅底料呈膏状结构,而火锅底料在包装之前需要进行挤压成型,挤压成型后需要对火锅底料进行脱模,而一般的固态火锅底料成型模具在使用时,存在不易脱模的缺点,而且脱模后还需人工对模具进行拾取,从而浪费大量的人力物力,为此根据市场上的需求提出一种火锅底料加工生产用凝固按压脱模机构。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的问题,而提出的一种火锅底料加工生产用凝固按压脱模机构。
5.为实现上述目的,本发明提供如下技术方案:一种火锅底料加工生产用凝固按压脱模机构,包括支撑架、翻转机构、脱模机构和输料机,所述翻转机构和脱模机构分别连接在支撑架的内腔,所述翻转机构位于脱模机构的左侧,所述输料机位于支撑架的底部;所述脱模机构包括固定架,所述固定架的顶部设置有第一气缸,所述固定架的顶部设置有导向杆,所述固定架的底部设置有第三气缸,所述第三气缸的底部设置有脱模板,所述支撑框的顶部设置有放置槽,所述导向杆上设置有安装板,所述导向杆远离第一气缸的一端设置有限位板,所述安装板的底部设置有第二气缸,所述第二气缸的输出端安装有连接头,所述连接头的底部设置有拉杆,所述拉杆远离连接头的一端连接有挡杆,所述固定架外侧壁连接有连杆,所述连杆的外侧壁设置有第一滑块,所述支撑架上设置有滑板,所述第一滑块滑动连在滑板上,所述连杆的另一端与翻转机构相连。
6.优选的,所述安装板的底部设置卡槽,所述拉杆分别转动连接在连接头和卡槽内。
7.优选地,所述拉杆为z形状,且拉杆的底部位于脱模板的底部。
8.优选地,所述脱模板上均匀设置有脱模螺栓。
9.优选地,所述放置槽的左侧均匀开设弧形槽,所述放置槽的左侧设置有倾斜板。
10.优选地,所述翻转机构包括支撑框,所述支撑框的外侧壁设置有伺服电机,所述支
撑框的底部转动连接有转杆, 所述伺服电机输出端与连杆固定连接,所述转杆上分别固定连接有第一翻转架和第二翻转架,所述连杆远离固定架的一端连接在支撑框上,所述连杆的顶部设置有第二滑块,所述第二滑块的顶部滑动连接在滑板上。
11.优选地,所述支撑架的顶部设置有电动伸缩杆,所述电动伸缩杆的输出端连接在支撑框上。
12.优选地,所述支撑架的前后两侧均设置有开合门。
13.与现有技术相比:1、首先将模具输送至第一翻转架内,然后通过伺服电机带动转杆进行九十度旋转,从而带动第一翻转架和第二翻转架进行九十度旋转,旋转完成后,启动电动伸缩杆,使电动伸缩杆带动连杆向右进行移动,连杆在向右移动的过程中带动支撑框和固定架向右进行移动,支撑框和固定架移动至指定位置时,通过启动伺服电机再次旋转九十度,使第一翻转架移动至放置槽内,放置槽高于第一翻转架和第二翻转架的水平线,而第一翻转架和第二翻转架上均设置有圆柱形限位杆,圆柱形限位杆与弧形卡槽相匹配,当电动伸缩杆带动连杆向左移动,连杆在向左移动的过程中带动支撑框和固定架向左移动,从而使第一翻转架上的模具脱离第一翻转架,滑落至放置槽内,第一翻转架在旋转一百八十度后,第一翻转架和第二翻转架位置互换,从而使第一翻转架和第二翻转架可以进行往复工作;2、当模具滑落至放置槽内后,通过启动第三气缸向下移动,第三气缸在向下移动的过程中带动脱模板向下移动,脱模板在向下移动的过程中带动脱模螺栓向下移动,脱模螺栓在向下移动的过程中对模具的四角进行下压,从而使模具内的火锅底料进行脱模,火锅底料在脱模后,滑落至输料机上,通过输料机对脱模后的火锅底料进行后续加工,模具脱模后,通过第二气缸向上移动,从而带动连接头向上进行移动,连接头在向上移动的过程中带动拉杆向上移动,拉杆向上移动的过程中会以卡槽为中心点使拉杆进行弧形旋转,从而使拉杆的另一端向下进行移动,拉杆在向下移动的过程中带动挡杆进行移动,当电动伸缩杆推动连杆向右进行移动时,通过挡杆移动带动模具向右移动,从而使模具脱离放置槽从倾斜板处滑出放置槽内,当电动伸缩杆再次向左移动时,通过第二气缸向下移动,从而使拉杆复位,当拉杆复位时,挡杆处于的高度高于模具的顶部;该装置可以实现自动脱模,可以自动把模具输送至放置槽外,增加脱模效率,节约大量的人力物力。
附图说明
14.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
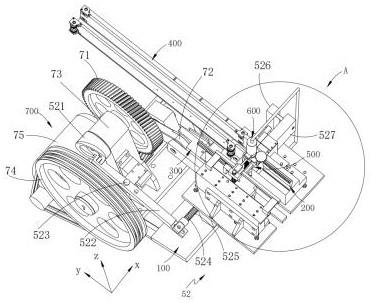
15.在附图中:图1为本发明三维结构示意图;图2为本发明的右侧三维结构示意图;图3为本发明的俯视图;图4为本发明的左视图;图5为本发明的右视图;图6为本发明固定架的结构示意图;
图7为本发明放置槽的结构示意。
16.图中:1、支撑架;101、连杆;102、第一滑块;103、滑板;104、第二滑块;11、开合门;12、电动伸缩杆;2、支撑框;21、伺服电机;22、转杆;23、第一翻转架;24、第二翻转架;3、固定架;31、第一气缸;32、导向杆;321、限位板;3211、安装板;322、第二气缸;323、连接头;324、拉杆;325、挡杆;33、第三气缸;34、脱模板;35、放置槽;4、输料机。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.实施例1:一种火锅底料加工生产用凝固按压脱模机构,包括支撑架1、翻转机构、脱模机构和输料机4,翻转机构和脱模机构分别连接在支撑架1的内腔,翻转机构位于脱模机构的左侧,输料机4位于支撑架1的底部;脱模机构包括固定架3,固定架3的顶部设置有第一气缸31,固定架3的顶部设置有导向杆32,固定架3的底部设置有第三气缸33,第三气缸33的底部设置有脱模板34,支撑架1的顶部设置有放置槽35,导向杆32上设置有安装板3211,导向杆32远离第一气缸31的一端设置有限位板321,安装板3211的底部设置有第二气缸322,第二气缸322的输出端安装有连接头323,连接头323的底部设置有拉杆324,拉杆324远离连接头323的一端连接有挡杆325,固定架3外侧壁连接有连杆101,连杆101的外侧壁设置有第一滑块102,支撑架1上设置有滑板103,第一滑块102滑动连在滑板103上,连杆101的另一端与翻转机构相连,安装板3211的底部设置卡槽,拉杆324分别转动连接在连接头323和卡槽内,拉杆324为z形状,且拉杆324的底部位于脱模板34的底部,脱模板34上均匀设置有脱模螺栓,放置槽35的左侧均匀开设弧形槽,放置槽35的左侧设置有倾斜板,当模具滑落至放置槽35内后,通过启动第三气缸33向下移动,第三气缸33在向下移动的过程中带动脱模板34向下移动,脱模板34在向下移动的过程中带动脱模螺栓向下移动,脱模螺栓在向下移动的过程中对模具的四角进行下压,从而使模具内的火锅底料进行脱模,火锅底料在脱模后,滑落至输料机4上,通过输料机4对脱模后的火锅底料进行后续加工,模具脱模后,通过第二气缸322向上移动,从而带动连接头323向上进行移动,连接头323在向上移动的过程中带动拉杆324向上移动,拉杆324向上移动的过程中会以卡槽为中心点使拉杆324进行弧形旋转,从而使拉杆324的另一端向下进行移动,拉杆324在向下移动的过程中带动挡杆325进行移动,当电动伸缩杆12推动连杆101向右进行移动时,通过挡杆325移动带动模具向右移动,从而使模具脱离放置槽35从倾斜板处滑出放置槽35内,当电动伸缩杆12再次向左移动时,通过第二气缸322向下移动,从而使拉杆324复位,当拉杆324复位时,挡杆325处于的高度高于模具的顶部。
19.实施例2:翻转机构包括支撑框2,支撑框2的外侧壁设置有伺服电机21,支撑框2的底部转动连接有转杆22, 伺服电机21输出端与连杆101固定连接,转杆22上分别固定连接有第一翻转架23和第二翻转架24,连杆101远离固定架3的一端连接在支撑框2上,连杆101的顶部设
置有第二滑块104,第二滑块104的顶部滑动连接在滑板103上,支撑架1的顶部设置有电动伸缩杆12,电动伸缩杆12的输出端连接在支撑框2上,支撑架1的前后两侧均设置有开合门11,首先将模具输送至第一翻转架23内,然后通过伺服电机21带动转杆22进行九十度旋转,从而带动第一翻转架23和第二翻转架24进行九十度旋转,旋转完成后,启动电动伸缩杆12,使电动伸缩杆12带动连杆101向右进行移动,连杆101在向右移动的过程中带动支撑框2和固定架3向右进行移动,支撑框2和固定架3移动至指定位置时,通过启动伺服电机21再次旋转九十度,使第一翻转架23移动至放置槽35内,放置槽35高于第一翻转架23和第二翻转架24的水平线,而第一翻转架23和第二翻转架24上均设置有圆柱形限位杆,圆柱形限位杆与弧形卡槽相匹配,当电动伸缩杆12带动连杆101向左移动,连杆101在向左移动的过程中带动支撑框2和固定架3向左移动,从而使第一翻转架23上的模具脱离第一翻转架23,滑落至放置槽35内,第一翻转架23在旋转一百八十度后,第一翻转架23和第二翻转架24位置互换,从而使第一翻转架23和第二翻转架24可以进行往复工作。
20.首先将模具输送至第一翻转架23内,然后通过伺服电机21带动转杆22进行九十度旋转,从而带动第一翻转架23和第二翻转架24进行九十度旋转,旋转完成后,启动电动伸缩杆12,使电动伸缩杆12带动连杆101向右进行移动,连杆101在向右移动的过程中带动支撑框2和固定架3向右进行移动,支撑框2和固定架3移动至指定位置时,通过启动伺服电机21再次旋转九十度,使第一翻转架23移动至放置槽35内,放置槽35高于第一翻转架23和第二翻转架24的水平线,而第一翻转架23和第二翻转架24上均设置有圆柱形限位杆,圆柱形限位杆与弧形卡槽相匹配,当电动伸缩杆12带动连杆101向左移动,连杆101在向左移动的过程中带动支撑框2和固定架3向左移动,从而使第一翻转架23上的模具脱离第一翻转架23,滑落至放置槽35内,第一翻转架23在旋转一百八十度后,第一翻转架23和第二翻转架24位置互换,从而使第一翻转架23和第二翻转架24可以进行往复工作,当模具滑落至放置槽35内后,通过启动第三气缸33向下移动,第三气缸33在向下移动的过程中带动脱模板34向下移动,脱模板34在向下移动的过程中带动脱模螺栓向下移动,脱模螺栓在向下移动的过程中对模具的四角进行下压,从而使模具内的火锅底料进行脱模,火锅底料在脱模后,滑落至输料机4上,通过输料机4对脱模后的火锅底料进行后续加工,模具脱模后,通过第二气缸322向上移动,从而带动连接头323向上进行移动,连接头323在向上移动的过程中带动拉杆324向上移动,拉杆324向上移动的过程中会以卡槽为中心点使拉杆324进行弧形旋转,从而使拉杆324的另一端向下进行移动,拉杆324在向下移动的过程中带动挡杆325进行移动,当电动伸缩杆12推动连杆101向右进行移动时,通过挡杆325移动带动模具向右移动,从而使模具脱离放置槽35从倾斜板处滑出放置槽35内,当电动伸缩杆12再次向左移动时,通过第二气缸322向下移动,从而使拉杆324复位,当拉杆324复位时,挡杆325处于的高度高于模具的顶部。
21.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
22.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。