分块硬岩tbm刀盘的刀箱快速定位装置
技术领域
1.本实用新型属于盾构机设备技术领域,具体涉及一种分块硬岩tbm刀盘的刀箱快速定位装置。
背景技术:
2.硬岩隧道掘进机(tbm)作为开挖隧道的主要设备,随着施工要求的多样化,现有的tbm设备要求简化运输、吊装、拆卸和组装,就对刀盘进行分块要求,要求分块下进、进下组装,所以分块tbm应运而生。分块tbm同整体tbm,多应用盘形滚刀和刀箱技术,滚刀通过刀座和螺栓连接于刀盘,在工作过程中滚刀完成自转(围绕自身刀轴)和公转,通过不断的连续滚动对岩层进行切入、挤压和摩擦,使掌子面上岩层逐渐剥落,完成掘进施工的目的。在tbm掘进过程中,滚刀消耗量巨大,影响滚刀使用寿命的除了刀具自身的因素和地质、施工因素外,安装滚刀的刀箱的位置精度也直接决定了其使用寿命和刀盘掘进故障率。
3.现有分块硬岩tbm刀盘制造过程中定位刀箱时,首先要根据刀盘的直径设计合适的定刀工装,同时分别完成每个分块的机加工,然后依靠各个分块吊装组合装配至一个整体,调整整体定刀工装至刀盘前面板上,分别根据各个刀箱的分度位置线及刀具半径进行刀箱逐一调整,整个过程比较复杂,且工序繁多,周期较长,使用的基准是二次找正的基准,总是会存在重复定位误差。因此,研制开发一种分块硬岩tbm刀盘的刀箱快速定位装置一直是亟待解决的新课题。
技术实现要素:
4.本实用新型目的是针对上述存在的问题和不足,提供一种分块硬岩tbm刀盘的刀箱快速定位装置,其结构设计合理,能够对分块制作的tbm刀盘在不进行整体二次组装的情况下,分别在各个单独工位对各个刀盘分块结构进行刀箱的准确定位,将部分刀箱定位和焊接工序前置,可以和其它正在加工的分块并行进行,大大缩短整个的刀盘的工期,简化施工流程。
5.为实现上述目的,所采取的技术方案是:
6.一种分块硬岩tbm刀盘的刀箱快速定位装置,用于刀箱与刀盘的快速定位组配,包括:
7.定位板,在所述定位板中部设置有第一定位部;
8.假刀刀轴,所述假刀刀轴通过连接块与所述第一定位部对位组配,所述假刀刀轴用于与所述刀箱装配连接;以及
9.第二定位部,在所述定位板的周向设置有多个第二定位部,所述第二定位部用于与所述刀盘上预加工的基准孔对位组配。
10.所述第一定位部为设置在所述定位板下部的定位沉槽。
11.根据本实用新型分块硬岩tbm刀盘的刀箱快速定位装置,优选地,所述定位沉槽的底部设置有第一连接孔,所述连接块的上端面为与所述定位沉槽匹配定位的定位面,在所
述定位面上设置有与所述第一连接孔对应的第二连接孔。
12.根据本实用新型分块硬岩tbm刀盘的刀箱快速定位装置,优选地,所述第二定位部包括开设在所述定位板上的定位孔和设置在所述定位孔内的定位销。
13.根据本实用新型分块硬岩tbm刀盘的刀箱快速定位装置,优选地,所述定位销包括:
14.柱体,所述柱体的上端与所述定位板匹配定位连接;
15.锥头,其设置在所述柱体的下部,所述锥头能够相对于所述柱体上下伸缩动作;以及
16.固紧件,其设置在所述柱体上,所述固紧件用于定位锁紧所述锥头。
17.根据本实用新型分块硬岩tbm刀盘的刀箱快速定位装置,优选地,所述定位板呈三角形,所述定位板的各侧边为向内弯曲的弧形边。
18.根据本实用新型分块硬岩tbm刀盘的刀箱快速定位装置,优选地,所述定位板的各端角处均设置有第二定位部,三个所述第二定位部呈等边三角形布置。
19.根据本实用新型分块硬岩tbm刀盘的刀箱快速定位装置,优选地,所述定位板上设置有方向标识。
20.根据本实用新型分块硬岩tbm刀盘的刀箱快速定位装置,优选地,所述方向标识为设置在所述定位板的其中两侧边上的标识凹槽。
21.采用上述技术方案,所取得的有益效果是:
22.本技术整体结构设计合理,其能够对分块制作的tbm刀盘在不进行整体二次组装的情况下,分别在各个单独工位对各个刀盘分块结构进行刀箱的准确定位,减少定刀时间,简化施工流程。本装置可批量制造,根据17、19号等不同的滚刀刀箱,各个加工、配合面精加工完成且装配精度满足要求,确保装置本身精度合格,若批量生产不但可以降低装置的成本也可多个刀箱、刀盘同时、交叉、互换作业,大幅提升效率。
23.本技术具有结构轻便、操作简单、分工作业、定位可靠,节省了整体拼装时间及大量的吊装作业,简化施工流程,且多个装置可同时作业定位刀箱,将大幅提升速度和效率,缩短制造周期等一系列优点,将广泛应用于分块硬岩tbm刀盘的制造过程,也可推广至整体式硬岩tbm刀盘。
附图说明
24.为了更清楚地说明本实用新型实施例的技术方案,下文中将对本实用新型实施例的附图进行简单介绍。其中,附图仅仅用于展示本实用新型的一些实施例,而非将本实用新型的全部实施例限制于此。
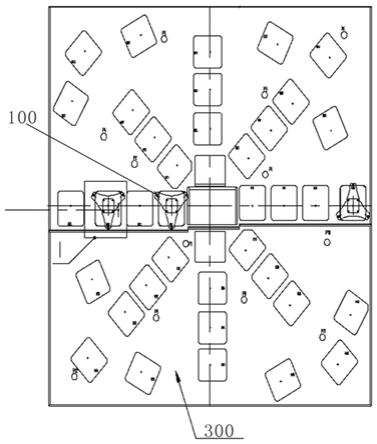
25.图1为根据本实用新型实施例的分块硬岩tbm刀盘的结构示意图。
26.图2为图1的侧视结构示意图。
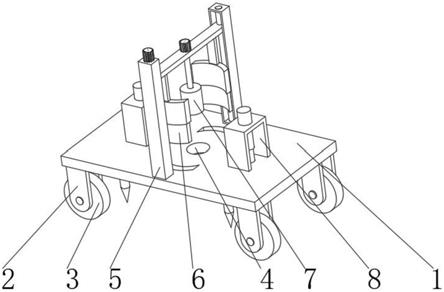
27.图3为图1中的分块硬岩tbm刀盘的刀箱快速定位装置的结构示意图。
28.图4为根据本实用新型实施例的分块硬岩tbm刀盘的刀箱快速定位装置的剖视结构示意图。
29.图中序号:
30.100为刀箱快速定位装置、110为定位板、120为假刀刀轴、130为连接块、140为定位
沉槽、141为第一连接孔、142为第二连接孔、150为定位销、151为定位孔、152为柱体、153为锥头、154为固紧件、160为标识凹槽;
31.200为刀箱;
32.300为刀盘分块。
具体实施方式
33.下文中将结合本实用新型具体实施例的附图,对本实用新型实施例的示例方案进行清楚、完整地描述。除非另作定义,本实用新型使用的技术术语或者科学术语应当为所属领域内具有一般技能的人士所理解的通常意义。
34.在本实用新型的描述中,需要理解的是,“第一”、“第二”的表述用来描述本实用新型的各个元件,并不表示任何顺序、数量或者重要性的限制,而只是用来将一个部件和另一个部件区分开。
35.应注意到,当一个元件与另一元件存在“连接”、“耦合”或者“相连”的表述时,可以意味着其直接连接、耦合或相连,但应当理解的是,二者之间可能存在中间元件;即涵盖了直接连接和间接连接的位置关系。
36.应当注意到,使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
37.应注意到,“上”、“下”、“左”、“右”等指示方位或位置关系的术语,仅用于表示相对位置关系,其是为了便于描述本实用新型,而不是所指装置或元件必须具有特定的方位、以特定的方位构造和操作;当被描述对象的绝对位置改变后,则该相对位置关系也可能相应的改变。
38.参见图1
‑
图4,本技术公开了一种分块硬岩tbm刀盘的刀箱快速定位装置,用于刀箱200与刀盘的快速定位组配,包括定位板110、假刀刀轴120和第二定位部,在所述定位板110中部设置有第一定位部;所述假刀刀轴120通过连接块130与所述第一定位部对位组配,所述假刀刀轴120用于与所述刀箱200装配连接;在所述定位板110的周向设置有多个第二定位部,所述第二定位部用于与所述刀盘上预加工的基准孔对位组配。
39.第一定位部为设置在所述定位板110下部的定位沉槽140;定位沉槽140的底部设置有第一连接孔141,所述连接块130的上端面为与定位沉槽140匹配定位的定位面,在所述定位面上设置有与所述第一连接孔对应的第二连接孔142。上述结构中的定位沉槽也可以为贯穿所述定位板的定位通槽。
40.本实施例中的第二定位部包括开设在所述定位板110上的定位孔151和设置在所述定位孔内的定位销150。
41.所述定位销包括柱体152、锥头153和固紧件154,所述柱体152的上端与所述定位板110匹配定位连接;锥头153设置在所述柱体152的下部,所述锥头153能够相对于所述柱体152上下伸缩动作;固紧件154设置在所述柱体152上,所述固紧件154用于定位锁紧所述锥头153。
42.定位板110呈三角形,定位板110的各侧边为向内弯曲的弧形边,定位板110的各端角处均设置有第二定位部,三个第二定位部呈等边三角形布置,定位板上设置有方向标识,
方向标识为设置在定位板110的其中两侧边上的标识凹槽400。上述结构的设计,更便于进行操作,不仅能够避免装配时部件之间的干涉,而且能够方便操作,还能够避免因为定位过程中导致方向错误,更便于提高实用性。
43.以下结合具体的实际工作,对本技术的工作原理进行进一步说明:
44.本技术提供的分块硬岩tbm刀盘的刀箱快速定位装置包括定位板,l型的连接块通过定位沉槽、第一连接孔和第二连接孔的内孔定位与定位板内孔配合,便于拆装,通过定位销(3个)转动装配于刀盘前面板刀箱附近位置的定位锥销孔(基准孔)内,通过机加工过程中确定的刀箱定位销孔准确位置和刀盘中心,从而快速实现刀箱的准确定位,同时l型的连接块通过定位面和假刀刀轴配合到位。通过定位销位置调整定位板的上表面平面度以及其与刀盘前面板的高度差,确定其滚刀的刀高,然后将刀箱位置准确确定,点焊后位置固定。将快速定刀装置逐一拆除,分别对刀箱位置实行多层多道焊接,完成刀箱的焊接。
45.本装置在使用的过程中,避免了现有技术中将各个边块整体吊装装配的工序,刀箱通过铆焊粗基准定位的不准确性,同时操作人员可以分开作业单独定位刀箱位置,方便了工作人员的操作,使其质量和工期得到显著提升。
46.本技术巧妙地运用机加工加工精准的特点将基准统一的原则贯穿始终,严格执行了tbm设备刀盘刀具半径、刀高的公差误差。该刀箱快速定位装置利用机加工刀盘法兰时统一确定刀盘中心,通过确定的刀盘中心和各个刀箱的理论刀具中心,在tbm各个刀箱的前面板位置附近分别预做三个定位锥销孔(即基准孔,在不影响使用性能的前提下进行相应的基准孔的加工),作为后期刀箱位置的定位基准,且各个分块统一基准完成的机加工,故减少了重复定位误差。在刀箱定位焊接工序时,针对各分块单独工位进行刀箱的准确定位。定位刀箱时,将假刀刀轴放置于刀箱内壁平面,将该快速定位装置上锥销按照销孔的位置定位安装,其中心与刀轴安装配合到位,调整装置上平面尺寸和位置精度,满足要求后,将刀箱位置固定点焊,整个定位焊接过程完成。
47.上文已详细描述了用于实现本实用新型的较佳实施例,但应理解,这些实施例的作用仅在于举例,而不在于以任何方式限制本实用新型的范围、适用或构造。本实用新型的保护范围由所附权利要求及其等同方式限定。所属领域的普通技术人员可以在本实用新型的教导下对前述各实施例作出诸多改变,这些改变均落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。