1.本发明有关于一种真空印刷的技术领域,特别是有关于一种真空印刷装置及真空印刷方法。
背景技术:
2.树脂填孔的技术在印刷电路板的产业越来越广泛,例如pofv制程(via on pad)。印刷电路板以真空印刷装置在真空状态下,借由压力差使树脂填充于贯孔。现有技术的真空印刷装置如中国台湾专利i267330所揭露的真空印刷装置,其包括第一区隔室以及第二区隔室,印刷电路板可经由密闭门放置于第一区隔室的工作台,然后工作台经由导轨移动至第二区隔室,在第二区隔室中设置有印刷机,可以对印刷电路板进行树脂填孔。
3.现有技术的第一区隔室,如图1所示,其包括腔体c,腔体c具有一顶壁c1,在顶壁c1设有开口c2,在开口c2处设有密闭门d,一工作台t设置于腔体c内,可以借由导轨在第一区隔室与第二区隔室间移动,印刷电路板可经由开口c2放置于工作台t,工作台t借由升降机构上升而抵接于腔体c的顶壁c1,在工作台t还设有气密元件g,使工作台t、顶壁c1与密闭门d形成气密空间,气密空间与第一区隔室的其他部分形成气密,借此印刷电路板在放置于工作台t或从工作台t取出时,第一区隔室其他部分可以保持真空状态。
4.但是在图1所示的结构中,由于直接以工作台t抵接腔体c的顶壁c1而形成气密空间,在密闭门d开启而使气密空间与外界的连通之后在工作台t的相对两表面会有不同的压力作用,因此容易导致工作台t弯曲变形。
技术实现要素:
5.有鉴于此,本发明的目的在于提供一种真空印刷装置及真空印刷方法,其借由密封框体围绕工作台,且当印刷电路板需要放置于工作台或由工作台取出时,密封框体抵接于第一腔体的腔体壁以及工作台,使得置入或取出印刷电路板时,密封框体可以与腔体壁以及工作台形成进出料空间,而且使进出料空间与第一腔体的其他部分形成气密,工作台不需要直接抵接于腔体壁,另外,在工作台下表面连接多个支持件,可以提供工作台足够的支持力,因而工作台不会有变形的问题。
6.本发明的真空印刷装置的一实施例包括一第一腔体、一腔体门、一工作台模组、一第二腔体以及一印刷模组。第一腔体具有一腔体壁,在腔体壁设有一进出料开口,一工件经由进出料开口置入第一腔体或由第一腔体取出。腔体门可气密地封闭该进出料开口。工作台模组包括一工作台以及一密封框体,工作台承载工件,密封框体围绕工作台,密封框体可抵接于腔体壁以及工作台,使密封框体、工作台以及腔体壁形成一进出料空间,进出料空间与第一腔体形成气密,进出料空间经由进出料开口连通于第一腔体的外部。第二腔体连通于第一腔体。印刷模组设置于第二腔体中。工作台模组承载工件并移动工件往返于第二腔体及第一腔体。
7.在另一实施例中,密封框体具有一外周壁以及一底壁,底壁连接于外周壁,外周壁
的一轴向端部设有一第一气密元件,底壁设有一第二气密元件,外周壁的轴向端部抵接于腔体壁第一气密元件在该轴向端部与腔体壁间形成气密,底壁抵接于工作台,第二气密元件在底壁与工作台间形成气密。
8.在另一实施例中,第一气密元件环设于轴向端部,第二气密元件环设于底壁。
9.在另一实施例中,密封框体的外周壁的轴向端部的高度大于工作台的高度。
10.在另一实施例中,本发明的真空印刷装置更包括一抬升机构,设置于该第一腔体且可分离地连接于该密封框体,该抬升机构移动该密封框体上升或下降。
11.在另一实施例中,抬升机构包括一抬升件以及一第一驱动件,抬升件抵接于密封框体,第一驱动件驱动抬升件移动,而移动密封框体。
12.在另一实施例中,本发明的真空印刷装置更包括一移动机构,连接于工作台模组,使工作台模组在第一腔体与第二腔体间往返移动。
13.在另一实施例中,移动机构包括一第一导引件以及一支持件,支持件连接且支持工作台模组,且支持件沿第一导引件移动,第一导引件延伸于第一腔体以及第二腔体。
14.在另一实施例中,支持件具有一线轨滑块,线轨滑块可滑动地嵌合于第一导引件。
15.在另一实施例中,抬升机构更包括一第二导引件,第二导引件设置于支持件,密封框体沿第二导引件移动。
16.在另一实施例中,密封框体更包括一连接件,连接件可滑动地结合于第二导引件。
17.在另一实施例中,其更包括一移动机构,连接于该工作台模组,移动该工作台模组进入或离开该第一腔体。
18.在另一实施例中,其中该移动机构包括一第一导引件以及一支持件,该支持件连接且支持该工作台模组,且该支持件沿该第一导引件移动。
19.在另一实施例中,其中该腔体门为平板状。
20.本发明的真空印刷装置,借由在工作台的周围设置密封框体,而且借由密封框体抵接于第一腔体的腔体壁形成气密,工作台不需要如现有技术所揭露直接抵接于第一腔体的腔体壁,另外,在工作台下表面连接多个支持件,可以提供工作台足够的支持力而避免工作台因两侧压力差而产生弯曲变形。
21.本发明的真空印刷方法的一实施例包括提供上述的真空印刷装置;当工件在第二腔体中完成加工后,工作台承载着工件而且连同密封框体一起沿着第一导引件从第二腔体移动至第一腔体;使抬升件抵接于密封框体,此时工作台对准进出料开口;第一驱动件作动而使密封框体向上移动直到密封框体的外周壁的轴向端部抵接于腔体壁且使密封框体的底壁由下往上抵接于工作台而形成上述进出料空间;借由第一气密元件与第二气密元件使进出料空间与第一腔体间形成气密;对进出料空间进气,最后使进出料空间达到与外部环境的气压相同;以及接着开启腔体门,将完成加工的工件取出,接着将待加工的工件放置于工作台。
22.在本发明的真空印刷方法的另一实施例中,该真空印刷方法更包含下列步骤:该第一气密元件在轴向端部与腔体壁间形成气密,底壁抵接于工作台,第二气密元件在底壁与工作台间形成气密。
23.此外,本发明另提供一种真空印刷方法,至少包含下列步骤:提供一真空腔体,其具有一进出料开口,一腔体门可开闭地封闭该进出料开口,一印刷模组设置于该真空腔体
中;提供一工作台模组,其包括一工作台以及一密封框体,该工作台承载一工件,该密封框体围绕该工作台;使该工作台模组移动至对准于该进出料开口的位置;使该工作台模组上升,直到该密封框体抵接于该真空腔体的腔体壁以及该工作台,使该密封框体、该工作台以及该腔体壁形成一进出料空间;使该进出料空间与该真空腔体间形成气密;对进出料空间进气,最后使进出料空间达到与外部环境的气压相同;以及接着开启腔体门,将完成加工的工件取出,接着将待加工的工件放置于工作台。
附图说明
24.图1为现有技术的真空印刷装置的第一腔体的剖视图。
25.图2为本发明的真空印刷装置的立体图。
26.图3为本发明的真空印刷装置的第一腔体的立体图。
27.图4为本发明的真空印刷装置的第一腔体移除腔体壁的立体图。
28.图5为本发明的真空印刷装置的密封框体的立体图。
29.图6为本发明的真空印刷装置的工作台模组的侧视图。
30.图7为本发明的真空印刷装置的第一腔体的剖视图。
31.图8为本发明的真空印刷装置的第一腔体的剖视图,其中密封框体抵接于腔体壁及工作台。
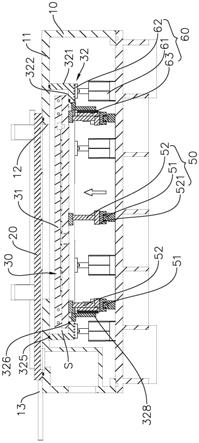
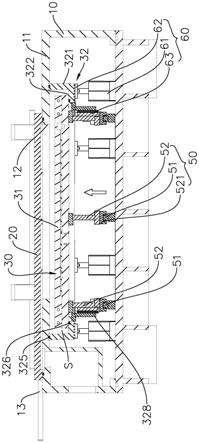
32.图9为本发明的真空印刷装置的剖视图。
33.图10为本发明的真空印刷装置的第一腔体的另一剖视图。
34.图11为本发明的真空印刷方法的一实施例的流程图。
35.图12为本发明的真空印刷方法的另一实施例的流程图。
36.图号说明:10:第一腔体11:腔体壁12:进出料开口13:滑轨20:腔体门30:工作台模组31:工作台32:密封框体40:第二腔体50:移动机构51:第一导引件52:支持件60:抬升机构61:第一驱动件62:抬升件63:第二导引件70:印刷模组
321:外周壁322:底壁323:轴向端部325:第一气密元件326:第二气密元件327:开口328:连接件521:线轨滑块c:腔体c1:顶壁c2:开口d:密闭门g:气密元件s:进出料空间s1~s6:步骤s11、s21、s31、s41、s51、s61:步骤t:工作台。
具体实施方式
37.请参阅图2、图3、图4及图5,其表示本发明的真空印刷装置的一实施例。本发明的真空印刷装置包括一第一腔体10、一腔体门20、一工作台模组30、一第二腔体40以及一印刷模组70(请参阅图9)。该第一腔体10具有一腔体壁11,在该腔体壁11设有一进出料开口12,一工件经由该进出料开口12置入该第一腔体10或由该第一腔体10取出。该腔体门20可气密地封闭该进出料开口12。该工作台模组30包括一工作台31以及一密封框体32,该工作台31承载该工件,该密封框体32围绕该工作台31,该密封框体32可抵接于该腔体壁11以及该工作台31,使该密封框体32、该工作台31以及该腔体壁11形成一进出料空间s(请参阅图7),该进出料空间s与该第一腔体10形成气密,该进出料空间s经由该进出料开口12连通于该第一腔体10的外部。该第二腔体40连通于该第一腔体10。该印刷模组设置于该第二腔体40中。该工作台模组30承载该工件并移动该工件往返于该第二腔体40及该第一腔体10。
38.如图2及图3所示,本发明的真空印刷装置的该第一腔体10连接于该第二腔体40。该第一腔体10的该腔体壁11的外部设置有该腔体门20,在该第一腔体10的该腔体壁11的外部设置有线形的滑轨13,该腔体门20经由该滑轨13平行于该第一腔体10的该腔体壁11移动而关闭或开启该腔体壁11的该进出料开口12。该第一腔体10是供工件进出真空印刷装置的腔体,而该第二腔体40则设有该印刷模组,可以对工件进行印刷及树脂填孔的制程。在本实施例中,工件可以是印刷电路板。另外本发明的真空印刷装置包括一真空泵以及阀体,可分别对该第一腔体10及该第二腔体40进行抽真空的作业。
39.如图4及图5所示,本发明的真空印刷装置内部设有该工作台模组30。工件由该进出料开口12置入该工作台模组30,该工作台模组30承载工件,使工件在置入该工作台模组30后,从该第一腔体10移动至该第二腔体40,然后在该第二腔体40中进行印刷及树脂填孔
等的制程。工件加工完毕后,由该工作台模组30从该第二腔体40移动至该第一腔体10,然后工件经由该进出料开口12从该工作台模组30取出。由于真空印刷装置内部为真空状态,因此希望在该进出料开口12附近形成上述的该进出料空间s,该进出料空间s与该第一腔体10甚至该第二腔体40都形成气密,在工件在置入或取出时,该进出料空间s可以与外部形成相同的气压,便于该腔体门20的开闭以及工件的置入与取出的作业,而且也不会影响该第一腔体10甚至该第二腔体40的真空状态。因此如前所述,该工作台模组30包括该工作台31以及该密封框体32。该密封框体32具有一外周壁321以及一底壁322,该底壁322连接于该外周壁321,该外周壁321的一轴向端部323设有一第一气密元件325,该底壁322设有一第二气密元件326,该外周壁321的该轴向端部323抵接于该腔体壁11,使该第一气密元件325在该轴向端部323与该腔体壁11间形成气密,该底壁322抵接于该工作台31,该第二气密元件326在该底壁322与该工作台31间形成气密。该第一气密元件325环设于该外周壁321的该轴向端部323,该第二气密元件326环设于该密封框体32的该底壁322。该工作台31位于该密封框体32的该底壁322的上方,该密封框体32的该底壁322形成一开口327,该工作台31的尺寸略大于开口327,该密封框体32可向上移动使得该外周壁321的该轴向端部323抵接于该腔体壁11而且同时该底壁322抵接于该工作台31,如此,如图7及图8所示,该密封框体32与该工作台31及该腔体壁11形成上述的该进出料空间s。在本实施例中,该密封框体32的该外周壁321的该轴向端部323的高度大于该工作台31的高度。该腔体门20为平板状。
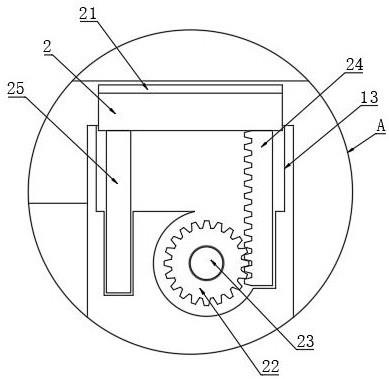
40.请参阅图6、图7及图8,本发明的真空印刷装置更包括一移动机构50,连接于该工作台模组30,移动该工作台模组30往返于该第一腔体10及该第二腔体40。该移动机构50包括第一导引件51以及支持件52,该支持件52连接且支持该工作台模组30,且该支持件52沿该第一导引件51移动,该第一导引件51延伸于该第一腔体10以及该第二腔体40(如图9所示)。在本实施例中,该第一导引件51为导轨,请同时参阅图4,该第一导引件51延伸于该第一腔体10以及该第二腔体40。请回到图6及图7,该支持件52为一板状件或杆状件,较佳为板状件,其一端连接于该工作台31,另一端具有一线轨滑块521,该线轨滑块521可滑动地嵌合于该第一导引件51。借由该支持件52在该第一导引件51上滑动,使该工作台31可以在该第一腔体10与该第二腔体40间往返移动。而驱动该工作台31移动的驱动机构可以是电动马达及滚轮与皮带的组合。
41.请参阅图7及图8,本发明的真空印刷装置更包括一抬升机构60,该抬升机构60设置于该第一腔体10且可分离地连接于该密封框体32,该抬升机构60移动该密封框体32上升或下降。该抬升机构60固设于该第一腔体10的底部。该抬升机构60包括一第一驱动件61以及一抬升件62,该第一驱动件61抵接于该密封框体32,并驱动抬升件62移动,而移动该密封框体32。该抬升机构60还包括该第二导引件63,该第二导引件63设置在靠近该密封框体32的该底壁322的该支持件52上。该密封框体32更包括一连接件328,该连接件328可滑动地结合于该第二导引件63。而且借由该连接件328结合于该第二导引件63,该密封框体32也由该支持件52所支持。因此该工作台31与该密封框体32可一起借由该支持件52沿着该第一导引件51移动而在该第一腔体10与该第二腔体40间往返移动。当该密封框体32从该第二腔体40移动至该第一腔体10后,该密封框体32的该底壁322的下表面抵接于该第一驱动件61,该第一驱动件61驱动该抬升件62移动而使该密封框体32上升或下降。在本实施例中,该第一驱动件61可以是气缸组件或液压缸组件或活塞组件,该抬升件62则可以是板状构件,可以抵
接于该密封框体32的该底壁322的下表面。
42.当工件在该第二腔体40中完成加工后,该工作台31承载着工件而且连同该密封框体32一起沿着该第一导引件51从该第二腔体40移动至该第一腔体10,而且使该抬升件62抵接于该密封框体32,此时该工作台31对准该进出料开口12,如图7所示。该第一驱动件61作动而使该密封框体32向上移动至该密封框体32的该外周壁321的该轴向端部323抵接于该腔体壁11且该密封框体32的该底壁322抵接于该工作台31而形成上述该进出料空间s,如图8及图10所示。借由该第一气密元件325与该第二气密元件326使该进出料空间s与该第一腔体10间形成气密。然后,对该进出料空间s进气,最后使该进出料空间s达到与外部环境的气压相同,接着开启该腔体门20,将完成加工的工件取出,接着将待加工的工件放置于该工作台31。然后关闭腔体门20,并对该进出料空间s进行抽气而使其达到与第一腔体10相同的真空状态,接着该第一驱动件61作动而使该密封框体32向下移动,然后使承载着工件的该工作台31连同该密封框体32一起沿着该第一导引件51从该第一腔体10移动至该第二腔体40,进行下一次的加工。
43.本发明利用前述的真空印刷装置提供一种真空印刷方法。如图11所示,首先在步骤s1中,当工件在第二腔体40中完成加工后,工作台31承载着工件而且连同密封框体32一起沿着第一导引件51从第二腔体40移动至第一腔体10。
44.接着进入步骤s2。在步骤s2中,使抬升件62抵接于密封框体32,此时工作台31对准进出料开口12。
45.接着进入步骤s3。在步骤s3中,第一驱动件61作动而使密封框体32向上移动直到密封框体32的外周壁321的轴向端部323抵接于腔体壁11且使密封框体32的底壁322由下往上抵接于工作台31而形成上述进出料空间s。
46.接着进入步骤s4。在步骤s4中,借由第一气密元件325与第二气密元件326使进出料空间s与第一腔体10间形成气密。其中,该步骤4中进一步更包含以下步骤,第一气密元件325在轴向端部323与腔体壁11间形成气密,底壁322抵接于工作台31,第二气密元件326在底壁322与工作台31间形成气密。
47.接着进入步骤s5。在步骤s5中,对进出料空间s进气,最后使进出料空间s达到与外部环境的气压相同。
48.接着进入步骤s6。在步骤s6中,接着开启腔体门20,将完成加工的工件取出,接着将待加工的工件放置于工作台31。
49.据此,本发明的真空印刷装置及真空印刷方法,借由在工作台的周围设置密封框体,而且借由密封框体抵接于第一腔体的腔体壁形成气密,工作台不需要如现有技术所揭露直接抵接于第一腔体的腔体壁,另外,在工作台下表面连接多个支持件,可以提供工作台足够的支持力而避免工作台因两侧压力差而产生弯曲变形。
50.再者,如图12所示,为本发明另一实施例,其中,该真空印刷方法,至少包含下列步骤。
51.首先在步骤s11中,提供一真空腔体,其具有一进出料开口,一腔体门可开闭地封闭该进出料开口,一印刷模组设置于该真空腔体中。
52.接着进入步骤s21。在步骤s21中,提供一工作台模组,其包括一工作台以及一密封框体,该工作台承载一工件,该密封框体围绕该工作台。
53.接着进入步骤s31。在步骤s31中,使该工作台模组对准于该进出料开口的位置;据此可供工件放置于工作台模组上。其中,真空印刷装置进一步更设有一plc控制介面,且在该步骤31进一步更包含下列步骤,当使用者启动真空印刷装置使其开始印刷后,该真空印刷装置即会透过一感光耦合模组(ccd module)进行工件定位,密封框体即依据该感光耦合模组的对位数值,进行位置数值的补偿,使工作台模组移动至印刷模组印刷时,使该工件与印刷模组的图形位置重合,以达到定位的作用。
54.接着进入步骤s41。在步骤s41中,使该工作台模组上升,直到该密封框体抵接于该真空腔体的腔体壁以及该工作台,使该密封框体、该工作台以及该腔体壁形成一进出料空间。
55.接着进入步骤s51。在步骤s51中,该进出料空间与该真空腔体间形成气密;当腔体门往前移动至工作台模组上方并经由第一驱动件连动密封框体向上作动密合,并于完成密封的动作后开始进行第一腔体的抽真空作业;据此,使进出料空间与第一腔体的其他部分形成气密,工作台不需要直接抵接于腔体壁,使其能够提升气密稳定性并亦可有效避免工作台变形的问题。
56.接着进入步骤s61。在步骤s61中,对进出料空间进气,最后使进出料空间达到与外部环境的气压相同;以及接着开启腔体门,将完成加工的工件取出,接着再将待加工的工件放置于工作台。详细来说,当第一腔体真空度到达设定数值时,真空印刷装置即对进出料空间进气,最后使进出料空间达到与外部环境的气压相同,并经由第一驱动件连动密封框体向下作动使其脱离密封状态;工作台模组透过工作台将工件输送至印刷模组,进行工件印刷或塞孔防焊的动作;待印刷完成后,依照上述步骤与动作回复至取出工件,完成整个的真空印刷作业;据此,可使本发明的真空印刷方法达到快速且稳定性高的印刷效益。
57.此外,进一步地,本发明的真空印刷方法的完整动作时序进一步限定如下:首先,将工件放置于工作台模组的工作台,而放置动作的时序介于3至10秒之间;接着,按下按键启动自动印刷,并透过感光耦合模组进行工件定位,密封框体即依据感光耦合模组对位数值,进行位置数值补偿,接着,使工作台模组移至印刷模组时,工件与印刷模组的图形位置重合,而启动后至定位动作完成的时序介于1.1至1.5秒之间;其中,工作台移动至第一腔体的工作台模组上方并经由第一驱动件作动向下密合,即完成第一腔体的密封动作,而密封动作的时序介于1.3至2秒之间;接着,待密封完成后,第一腔体进行抽真空作业,抽真空的动作时序介于5至7秒之间;接续,当第一腔体真空度到达设定数值时,真空印刷装置即对进出料空间进气,最后使进出料空间达到与外部环境的气压相同,并经由第一驱动件连动密封框体向下作动30至40mm使其脱离密封状态,而脱离密封状态动作的时序介于0.3至0.8秒之间;再透过工作台将工件输送至第二腔体的印刷模组,该移动的时序介于2至5秒之间;最后再进行工件印刷或塞孔防焊的动作;待动作完成后,依照上述的动作回复至取出工件,即完成整个的真空印刷作业,其动作回复至取出完成工件的动作时序介于10至30秒之间;据此,可使本发明的真空印刷方法达到快速且稳定的印刷效益。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。