1.本发明涉及一种用于引出切屑的引出设备,一种用于加工工件的机床以及一种用于引出切屑的方法。
背景技术:
2.在工件通过机床的产生切屑的加工中,产生切屑和灰尘。所述切屑和灰尘传送到环境中从而引起工作场地的污染以及机床的操作者的负荷。产生切屑的机床为了捕获切屑因此通常具有抽吸装置,所述抽吸装置抽吸在加工过程期间出现的切屑和灰尘。为了防止切屑从抽吸装置和要加工的工件之间的抽吸区域中逸出,对抽吸补充地能够使用平刷,所述平刷封闭在抽吸装置和工件之间的开口。由于这种平刷的相对小的横截面,定向的切屑束尤其能够穿过所述平刷并且在逸出区域中引起加速磨损。
技术实现要素:
3.本发明基于如下目的,提出一种引出设备,所述引出设备在产生切屑的加工过程中能够实现可靠地引出切屑。此外,本发明的目的是,提出一种机床,其中可靠地引出切屑。此外,本发明的目的是,提出一种方法,所述方法在产生切屑的加工过程中能够实现可靠地引出切屑。
4.用于引出切屑的引出设备、机床、用于引出切屑的方法在本文中限定。下文涉及特定的实施方式。
5.所述目的通过一种用于引出切屑的引出设备来实现,所述切屑通过产生切屑的加工过程在工件处产生,所述引出设备尤其用于机床,所述引出设备具有拦截装置,所述拦截装置为了拦截切屑能够至少部分地设置在通过产生切屑的加工过程产生的切屑束中,其中拦截装置为了转动轴线可转动地支承,并且为了拦截切屑能够执行旋转运动。
6.借助这种引出设备能够实现可靠地拦截和引出切屑。由于拦截装置在拦截切屑期间执行旋转运动,切屑束射到拦截装置的连续变化的区域上。以所述方式,磨损分布到拦截装置的整个环周上,使得通过所述拦截装置能够实现更长的使用寿命。
7.引出设备的一个优选的改进方案能够提出,拦截装置具有旋转体,所述旋转体的外环周至少局部地通过用于拦截切屑的至少一个拦截元件构成。
8.至少一个拦截元件能够实现拦截击中的切屑,其方式为:拦截元件从所述切屑中提取动能。在此,至少一个拦截元件能够接收切屑的至少一部分。尤其地,拦截装置能够构成为圆筒形的或圆柱形的旋转体。在此,旋转体能够具有平坦的、凹状的、凸状的或台阶状的外轮廓。
9.引出设备的一个尤其优选的设计方案能够提出,至少一个拦截元件构成为柔性的成型体,所述成型体能够匹配于要加工的工件的工件轮廓,或者设有多个拦截元件,所述拦截元件构成为柔性的刷毛和/或薄片。
10.至少一个拦截元件的柔性能够实现拦截装置匹配于工件轮廓,尤其通过加工过程
产生的工件轮廓。所述工件轮廓例如能够是槽、切口、斜面或类似的通过加工刀具产生的工件轮廓。尤其在加工过程在同步方法中进行的机床中,切屑束直接沿着通过加工刀具产生的工件轮廓伸展。通过至少一个柔性的接收元件,能够实现拦截装置接合到所述工件轮廓中,使得防止切屑经由产生的工件轮廓不受控地散出。同样由此能够实现,将切屑从产生的工件轮廓中移除和/或清洁产生的工件轮廓。
11.引出设备的一个有利的改进方案此外能够提出,拦截装置与用于移除所拦截的切屑的清洁装置相关联。
12.因为拦截的切屑连续地积聚在拦截装置处,需要持续地清洁拦截装置。清洁装置能够实现连续地移除切屑,使得在运行中能够维持拦截装置的拦截能力。
13.在引出设备的一个有利的改进方案中,清洁装置能够具有沿着拦截装置的纵向延伸而延伸的刮擦器,并且通过刮擦器作用于拦截装置或者刮擦器接合到拦截装置中移除切屑。
14.通过这种刮擦器,能够机械地移除切屑,由此能够实现拦截装置的可靠的清洁。刮擦器例如能够梳状地作用于至少一个拦截元件或者接合于至少一个拦截元件从而移除所接收的切屑。
15.引出设备的另一有利的改进方案能够提出,设有压缩空气源,并且拦截装置为了移除切屑和/或为了驱动旋转运动能够通过压缩空气流迎流和/或穿流。
16.所述压缩空气源能够对刮擦器替选地或补充地设置。压缩空气源能够实现无接触地将切屑从拦截装置移除。此外,通过压缩空气源能够驱动拦截装置的旋转运动,其方式为:所述拦截装置例如切向地迎流。
17.在引出设备的另一设计方案中,此外能够提出,在拦截装置之内构成有至少一个压缩空气通道,并且拦截装置能够由压缩空气流径向地穿流,用于移除切屑和/或用于驱动旋转运动。
18.至少一个压缩空气通道能够在拦截装置之内沿着纵向延伸构成并且能够实现压缩空气的径向流出。通过拦截装置从内向外由压缩空气径向穿流,能够实现有效地移除接收的切屑。对在上文中描述的压缩空气通道替选地或附加地,能够设有用于抽吸接收的切屑的抽吸装置。
19.引出设备的一个设计方案此外能够提出,设有驱动装置,通过所述驱动装置能够驱动拦截装置的旋转运动。
20.所述驱动装置例如能够以马达的方式构成,由此能够实现旋转运动的控制,例如旋转速度或转动方向。
21.引出设备在一个有利的改进方案中此外能够具有调整装置,通过所述调整装置能够操控至少拦截装置在未使用位置和使用位置之间的调整运动。
22.例如,通过调整装置能够操控沿x方向和/或y方向和/或z方向的调整运动。在使用位置中,拦截装置尤其能够设置成,使得所述拦截装置与工件接触,使得拦截装置能够通过工件的运动驱动。
23.引出设备的一个尤其有利的改进方案此外能够提出,设有切屑引出装置,其中拦截装置至少部分地设置在切屑引出装置中并且用于拦截切屑的至少一个拦截元件至少局部地相对于切屑引导装置的边缘部段突出。
24.在通过拦截装置拦截切屑和通过清洁装置清洁拦截装置之后,通过切屑引出装置引出切屑。切屑引出装置能够漏斗状地构成并且为了接收切屑具有与加工区域或工件相关联的开口区域。经由出口引出切屑。切屑引出装置为了引出切屑此外能够具有抽吸装置。
25.所述目的此外通过用于加工工件的机床来实现,所述工件尤其是至少部分地由木头、木材、塑料、复合材料等构成的工件,所述机床具有用于容纳工件的工件支座、用于执行产生切屑的加工过程的至少一个加工刀具,其中加工刀具和/或工件为了执行加工过程设为相对于彼此可运动,以及具有用于引出切屑的引出设备,所述切屑通过产生切屑的加工过程在工件处产生,其中引出设备根据在上文中描述的实施方式之一构成。
26.这种机床尤其能够构成为连续机器,其中加工过程在连续方法中进行。加工过程在此能够在同步方法或异步方法中设置。尤其在同步方法中,通过加工刀具产生的切屑束直接沿着通过加工刀具产生的工件轮廓、例如槽伸展。引出设备能够实现可靠地接收和引出所述切屑束,其方式为:所述引出设备接合到产生的工件轮廓中并且拦截工件轮廓之内的切屑。通过拦截装置在拦截切屑期间此外执行旋转运动,出现拦截装置的减少的磨损,因为切屑束射到连续变化的环周区域上。拦截装置的减少的磨损又能够伴随着机床的延长的使用寿命。此外,能够实现拦截装置的改进的拦截能力并且能够影响运出的方向和速度。切屑的运出同样能够伴随着工件轮廓的清洁。
27.机床的一个优选的改进方案此外能够提出,机床构成为连续机器并且引出设备的拦截装置为了拦截切屑沿通过产生切屑的加工过程产生的切屑束的方向设置。
28.在这种连续机器中,工件为了执行加工过程执行相对于加工刀具的运输运动。拦截装置尤其能够横向于切屑束设置。拦截装置沿纵向延伸的长度在此尤其能够匹配于工件的宽度或工作区域的通过加工刀具形成的宽度或引出设备的宽度。
29.在机床的一个有利的改进方案中,拦截装置的至少一个拦截元件能够至少部段地与要加工的空间置于接触,以便拦截切屑束。
30.以所述方式能够通过拦截装置关闭在工件和引出设备之间的间隙或开口,使得没有切屑能够散出到环境中。此外,以所述方式能够促进拦截装置由于工件运动的旋转运动。
31.所述目的此外通过一种用于引出切屑的方法来实现,所述切屑通过产生切屑的加工过程在工件处产生,所述方法尤其用于机床,其中将拦截装置至少部分地设置在通过产生切屑的加工过程产生的切屑束中,并且拦截装置在拦截切屑期间执行围绕转动轴线的旋转运动。
32.通过所述方法能够实现可靠地拦截和引出在加工过程中出现的切屑。由于拦截装置为了拦截切屑而设置在切屑束中并且执行旋转运动,切屑束射到拦截装置的连续变化的区域上。由此,磨损能够分布到拦截装置的环周面上,使得能够实现拦截装置的更长的使用周期。
33.所述方法的一个优选的改进方案此外能够提出,拦截装置的至少一个拦截元件通过旋转运动接合到通过产生切屑的加工过程形成的工件轮廓中并且拦截在工件轮廓中形成的切屑束。
34.以所述方式,通过由加工刀具产生工件轮廓产生的切屑束能够在工件轮廓之内通过至少一个拦截元件拦截。由此能够防止切屑经由工件轮廓抛出到环境中。
附图说明
35.设备、应用和/或方法的其他特征和优点从下面参照附图对实施方式的描述中得出。由所述附图示出:
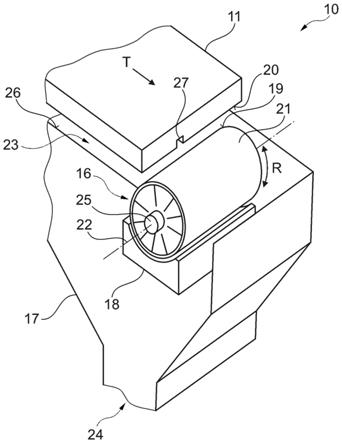
36.图1示出根据本公开的引出设备的一个实施方式的立体图;
37.图2示出根据图1的引出设备的示意侧视图;
38.图3示出引出设备的拦截装置的示意细节图;
具体实施方式
39.在不同的图中构成的相同的附图标记表示相同的、彼此对应的或功能相似的元件。
40.图1示出根据本公开的引出设备10的一个实施方式的立体图的示意图。这种引出设备10设为用于引出切屑和灰尘,所述切屑和灰尘在产生切屑的加工过程中在工件11处出现。尤其地,引出设备10设为用于在图2中示意地表明的机床12,所述机床具有用于以产生切屑的方式加工工件11的加工刀具13。
41.机床10能够为用于加工工件11的任意机床。尤其地,机床10构成为木头加工装置。机床10尤其构成为连续机器。在这种连续机器中,工件11的加工在连续方法中进行。工件11在此通过未详细示出的运输装置沿运输方向t相对于加工刀具13运动。加工过程能够构成为同步方法。在同步方法中的加工过程中,加工刀具13在工作区域中的运动方向d以及工件11的运输方向t设为同向,如这在图2中示出的那样。同样地,加工过程能够在异步方法中设置。在异步方法中,加工刀具3在工作区域中的运动方向以及工件11的运输方向t反向地构成。
42.替选地,机床10也能够构成为静态的加工刀具。在所述静态的加工刀具中,例如加工刀具13能够相对于工件11运动。机床10同样能够构成为cnc控制的加工装置或者形成cnc控制的加工中心。
43.加工刀具13尤其构成为产生切屑的加工刀具13,例如构成为锯切刀具、铣削刀具、开槽刀具、削刮刀具等。术语加工过程因此在下文中尤其理解成切割、锯切、斜切、铣削、开槽、削刮或类似的通过加工刀具13在工件11处产生切屑的加工过程。
44.要加工的工件11尤其为至少部分地由木头、木材、塑料、复合材料等构成的工件11。在此能够为不同的工件11,例如实心木板或刨花板、轻质板、夹层板、刀具地板条、型材等。本发明然而不限于加工这种工件11和原料。
45.为了在加工过程期间拦截和引出切屑,引出设备10与要加工的工件11相关联。引出设备10包括拦截装置16以及切屑引出装置17。此外,引出设备10具有用于将切屑从拦截装置16移除的清洁装置18。
46.拦截装置16构成为旋转体。尤其地,拦截装置16如在图1中示出的那样构成为圆筒形的或圆柱形的旋转体。拦截装置16的外轮廓19能够匹配于要加工的工件11的表面轮廓20。根据图1,圆柱形的拦截装置16具有基本上平坦的外轮廓19。同样地,拦截装置16的外轮廓19能够凹状地、凸状地、台阶状地或以其他方式构成。
47.拦截装置16在其纵向延伸中横向于工件11的运输方向t或横向于加工刀具13的加工方向设置。工件11沿运输方向t相对于拦截装置16运动。在工件11的运输运动期间,拦截
装置16借助外环周至少部分地与工件11接触,使得在拦截装置16和工件11之间不形成间隙。为了拦截切屑,拦截装置16的外环周通过多个柔性的拦截元件21形成,如在下文中还详细描述那样。
48.拦截装置16围绕转动轴线22可转动地支承。为了拦截切屑,拦截装置16执行围绕转动轴线22的旋转运动r。拦截装置16的旋转运动r能够被动地通过接触运动的工件11驱动或者也能够主动地通过在下文中详细描述的驱动器来驱动。旋转运动r能够顺时针地或逆时针地设置。替选地或附加地,拦截装置16能够具有旋转体(未示出),例如橡胶的滚筒,由此能够促进在运动的工件11和拦截装置16之间的改进的运动传递。
49.切屑引出装置17漏斗形地构成,并且为了引导切屑具有与工件11相关联的开口区域23以及出口24,通过其可以引出切屑。术语“漏斗形”在该情况下涉及具有渐尖的或渐宽的横截面的结构。拦截装置16至少部分地设置在漏斗形的切屑引出装置17之内。拦截装置16借助子环周区域相对于切屑引出装置17的开口区域23的与工件11相关联的边缘部段26突出。以所述方式,拦截装置16能够在工件11的运输运动期间与工件11接触。切屑引出装置17能够构成为抽吸装置。
50.图2示出示意性地表明的机床12的引出设备10以及加工刀具13的侧视图。加工刀具13为示例性地示出的锯切或铣削刀具,所述锯切或铣削工具将示例性地通过槽示出的工件轮廓27引入到工件11中。如在图2中示出的,加工过程以同步方法进行,其中工件11的运输方向t和加工刀具13在工作区域28中的转动方向d同向。通过产生切屑的工作过程构成的切屑束38(在图3中图解说明)由此朝向拦截装置16定向。
51.为了拦截切屑,拦截装置16的外环周通过多个单独的拦截元件21形成。所述拦截元件21尤其构成为柔性的刷毛或薄片,其在整个环周沿着拦截装置16的纵向延伸设置。拦截元件21由保护表面的并且可以匹配于工件轮廓27的材料构成。拦截元件21由塑料材料、橡胶材料或天然纤维构成。拦截元件21的柔性以如下方式设置,即使得拦截切屑并且工件11的表面不因为与拦截元件21的接触而损坏。
52.对刷毛状的或薄片状的拦截元件21替选地,拦截装置16也能够具有仅一个拦截元件21,所述拦截元件构成为柔性的成型体。通过柔性的成型体能够构成拦截装置16的外环周。柔性的成型体例如能够是泡沫体、过滤元件等。成型体能够具有多孔结构,在所述多孔结构中能够容纳拦截的切屑。拦截装置16能够具有基本体25或桥体在其上设有多个拦截元件21或一个拦截元件21。
53.在拦截切屑期间,拦截装置16与工件11接触。在此,拦截装置16以子环周与工件11接触,使得拦截装置21接合到通过加工刀具13形成的工件轮廓27中。关于图3对此进行详细介绍。
54.拦截装置16与呈刮擦器29的形式的清洁装置18相关联。刮擦器29沿着拦截装置6的纵向延伸而延伸并且机械地接合到拦截元件21中或者作用于拦截元件21。通过机械接合或作用,将切屑从拦截元件21移除。这类似于梳地进行。
55.引出设备10此外具有压缩空气源31。压缩空气源31能够用压缩空气流迎流拦截装置16。以所述方式,拦截的和接收的切屑能够从拦截元件21移除。通过用压缩空气切向地迎流拦截装置16,此外能够驱动旋转运动r。压缩空气源31能够与拦截装置16之内的压缩空气通道32连接。所述压缩空气通道32在拦截装置16之内、尤其在基本体25之内沿着纵向方向
而延伸,并且具有多个出流开口,通过所述出流开口,压缩空气径向流出。基本体的出流开口例如能够基本上平行地取向。此外,出流开口的取向是可设定的。
56.以所述方式,压缩空气能够从内向外径向地穿流拦截装置16,以便将拦截的和容纳的切屑从拦截元件21移除。通过径向流出的压缩空气的对应的流动引导,此外能够构成拦截装置16的旋转运动r的驱动。压缩空气源31能够对刮擦器29补充地或替选地设置。
57.对压缩空气源31替选地或补充地,拦截装置16的旋转运动r通过驱动装置33驱动。驱动装置33例如能够构成为电动机。
58.拦截装置16通过调整装置34能够在图2中示出的使用位置36和未使用位置之间转移。在使用位置36中,拦截装置16与工件11接触并且能够拦截产生的切屑束38。调整装置34尤其能够实现沿x方向和/或y方向的调整运动。沿z方向的调整运动也能够通过调整装置34设置。调整装置34例如能够具有气动驱动器或电伺服驱动器。调整运动例如能够离散地(即分级地)执行,使得仅能够占据在拦截装置16和工件11之间的特定的相对位置。替选地,调整运动能够连续地执行(即无级地),使得基本上能够占据任意数量的位置。
59.对拦截装置16的旋转运动r的在上文中描述的驱动替选地,旋转运动r也能够被动地通过与工件11的接触驱动。在此,拦截装置16的旋转运动r通过工件11的运输运动t,即通过工件进给驱动。
60.在图3中示出通过加工过程产生的切屑束38以及通过拦截装置16拦截切屑束38。由于产生切屑的加工过程,切屑束38朝向拦截装置16的方向产生并且切屑沿着通过加工刀具13产生的工件轮廓27离心运动。在没有拦截装置16的情况下,切屑束38经由工件轮廓27散出并且离心运动到环境中。此外,在不具有拦截装置16的情况下,大量切屑也可能保留在工件轮廓中(例如槽中)。然而通过拦截元件21接合到所述工件轮廓27中,切屑束38通过拦截元件21拦截。通过拦截装置16借助子环周区域接合到工件轮廓27中,在工件轮廓27之内通过拦截元件21形成用于拦截切屑束38的相对大的拦截区域a(阴影示出)。相对于平刷,这能够实现明显更高的切屑拦截率。此外,能够实现加工机器的提高的使用寿命。
61.对于本领域技术人员可见的是,各个分别在不同的实施方式中描述的特征也能够在唯一的实施方式中实现,只要其不是结构不兼容的。在各个实施方式的范围中描述的不同的特征同样也能够在多个实施方式中单独地或在每个适合的子组合中提出。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。