1.本发明属于航天惯性器件精密加工技术领域,特别涉及一种半球型轴承零件内孔高精度磨削装卡装置及方法。
背景技术:
2.半球轴承零件是半球型动压电机的关键部件,其内孔与端面的垂直度要求在0.001mm以内,球面与内孔轴线的偏心要求在0.001mm以内。传统的加工方法为:采用端面工装定位,将半球型轴承零件胶结至端面工装上,通过螺钉将端面工装固定至端面胎,找正半球的端面跳动和球面跳动,使用内孔砂轮磨削加工半球轴承零件的内孔,最终保证内孔与端面的垂直度及球面与内孔轴线的偏心度。生产过程中,存在以下问题:由于半球型轴承零件与端面工装胶结,胶结层厚度不均匀,加工中要求找正球面跳动0.001mm,存在找正精度满足的情况,需要将半球型轴承零件与端面工装取下,重新胶结;同时由于胶结力较小,在加工过程中经常发生掉落磕碰现象,造成零件报废;零件精度要求高,球面与内孔轴线的偏心指标的合格率较低,指标超差后反复返工导致加工效率极低。
技术实现要素:
3.本发明的目的在于克服上述缺陷,提供一种半球型轴承零件内孔高精度磨削装卡装置,设计了球形法兰的半球形凹槽,利用平面法兰压紧待加工半球型轴承零件,使其与球形法兰进行球面配合,利用球心重合自动找正的原理实现了待加工半球型轴承零件的自动找正,可实现高精度、快速装夹和自动找正,提高了球形轴承的磨削效率和产品一次加工合格率,同时具有装配简单,便于操作的优势;本发明还提供一种半球型轴承零件内孔高精度磨削装卡方法,操作简单,对操作人员的技术水平要求低,适用范围广泛。
4.为实现上述发明目的,本发明提供如下技术方案:
5.一种半球型轴承零件内孔高精度磨削装卡装置,底座,平面法兰,端面胎,上座,球形法兰和压紧力提供机构;
6.所述底座第一端与端面胎固定连接,第二端沿轴向与球形法兰连接;所述球形法兰设有与待加工半球型轴承零件匹配的半球形凹槽;
7.所述上座一端套于底座第二端的外侧,上座与底座同轴且可沿底座移动,另一端连接平面法兰;所述待加工半球型轴承零件平面法兰与球形法兰所设凹槽之间;
8.所述端面胎用于装卡装置在外部磨床上的安装定位;所述压紧力提供机构用于使上座产生沿底座轴向向端面胎的移动,进而带动平面法兰压紧待加工半球型轴承零件(8)的圆形端面,使待加工半球型轴承零件球形面与球形法兰所设凹槽内壁的配合,实现半球零件的自动找正。
9.进一步的,所述压紧力提供机构包括卡套和弹簧;
10.所述卡套套于上座外侧且与上座同轴,卡套一端与底座螺纹连接,另一端的内表面与上座外表面之间设有弹簧,所述弹簧的两个端面分别与卡套和上座的端面内表面接
触;所述卡套通过一端所设螺纹实现沿底座轴向向端面胎的移动,进而带动平面法兰压紧待加工半球型轴承零件的圆形端面。
11.进一步的,所述球形法兰与第二端通过螺栓螺纹实现可拆卸连接;所述平面法兰与上座之间通过螺栓螺纹实现可拆卸连接。
12.进一步的,所述待加工半球型轴承零件与球形法兰所设凹槽的径向双边配合间隙为0.003~0.005mm。
13.进一步的,所述球形法兰所设凹槽的球度≤0.2μm,待加工半球型轴承零件球度≤0.2μm。
14.进一步的,所述底座与上座间隙配合,径向双边配合间隙0.002~0.003mm。
15.进一步的,所述各部件沿轴向均设有用于磨削液流通的通孔。
16.一种半球型轴承零件内孔高精度磨削装卡方法,采用上述一种半球型轴承零件内孔高精度磨削装卡装置实现,包括如下步骤:
17.步骤s1将端面胎在外部磨床上安装定位;
18.步骤s2将底座与球形法兰固定连接;
19.步骤s3将底座与端面胎固定连接,并完成球形法兰的定位;
20.步骤s4将待加工半球型轴承零件放入球形法兰所设凹槽;
21.步骤s5将平面法兰与上座固定连接;
22.步骤s6将上座套于与底座外侧,实现上座与底座的配合;
23.步骤s7通过压紧力提供机构,使平面法兰与待加工半球型轴承零件的圆形端面轴向压紧;
24.步骤s8利用外部磨床对待加工半球型轴承零件进行加工;
25.步骤s9卸下上座与平面法兰,取出待加工半球型轴承零件。
26.进一步的,所述步骤s1中,使端面胎的安装端面与与机床主轴的垂直度≤0.001mm.
27.进一步的,所述步骤s3中,使球形法兰的球面跳动≤0.001mm。
28.本发明与现有技术相比具有如下有益效果:
29.(1)本发明一种半球型轴承零件内孔高精度磨削装卡装置,设计了球形法兰的半球形凹槽,利用平面法兰压紧待加工半球型轴承零件,使其与球形法兰进行球面配合,利用球心重合自动找正的原理实现了待加工半球型轴承零件的自动找正,将现有快速装夹找正的同轴精度提高到0.005mm;
30.(2)本发明一种半球型轴承零件内孔高精度磨削装卡装置,设计了用于实现平面法兰压紧作用的压紧力提供机构,优选的方案中通过卡套与弹簧配合实现了平面法兰对待加工半球型轴承零件的稳定压紧作用,方案简单,成本低;
31.(3)本发明一种半球型轴承零件内孔高精度磨削装卡装置,通过多次实验设计了球形法兰的半球形凹槽与待加工半球型轴承零件的径向双边配合间隙,使待加工半球型轴承零件实现稳定装夹的同时,进一步提高了同轴精度;
32.(4)本发明一种半球型轴承零件内孔高精度磨削装卡装置,对各部件以及各部件之间的配合参数进行了设计,可实现高精度、快速装夹和自动找正,提高了球形轴承的磨削效率和产品一次加工合格率,同时具有装配简单,便于操作的优势;
33.(5)本发明一种半球型轴承零件内孔高精度磨削装卡方法,操作简单,对操作人员的技术水平要求低,适用范围广泛。
附图说明
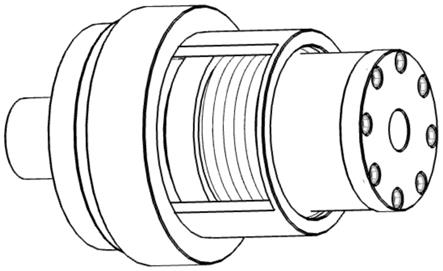
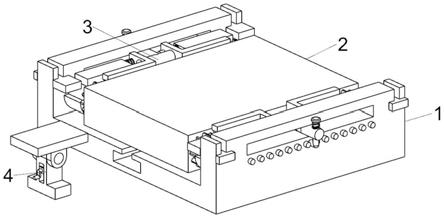
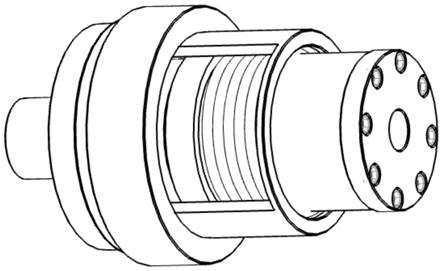
34.图1为本发明一种半球型轴承零件内孔高精度磨削装卡装置的外形图;
35.图2为待加工半球型轴承零件的外形图;
36.图3为本发明一种半球型轴承零件内孔高精度磨削装卡装置的剖面图;
37.图4为本发明半球型轴承零件内孔高精度磨削装卡装置中端面胎的示意图;
38.图5为本发明半球型轴承零件内孔高精度磨削装卡装置中底座的示意图;
39.图6为本发明半球型轴承零件内孔高精度磨削装卡装置中球形法兰的示意图;
40.图7为本发明半球型轴承零件内孔高精度磨削装卡装置中上座的示意图;
41.图8为本发明半球型轴承零件内孔高精度磨削装卡装置中平面法兰的示意图;
42.图9为本发明半球型轴承零件内孔高精度磨削装卡装置中弹簧的示意图;
43.图10为本发明半球型轴承零件内孔高精度磨削装卡装置中卡套的示意图。
具体实施方式
44.下面通过对本发明进行详细说明,本发明的特点和优点将随着这些说明而变得更为清楚、明确。
45.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
46.本发明提供一种半球型轴承零件内孔高精度磨削装卡装置,如图1和3所示,包括底座1,平面法兰3,端面胎4,上座5,球形法兰7和压紧力提供机构;
47.底座1如图5所示,第一端与端面胎4固定连接,第二端沿轴向与球形法兰7连接;所述球形法兰7设有与如图2所示的待加工半球型轴承零件8匹配的半球形凹槽,如图6所示;
48.上座5如图7所示,一端套于底座1第二端的外侧,上座5与底座1同轴且可沿底座1移动,另一端连接如图8所示的平面法兰3;所述待加工半球型轴承零件8平面法兰3与球形法兰7所设凹槽之间;
49.所述端面胎4如图4所示,用于装卡装置在外部磨床上的安装定位;所述压紧力提供机构用于使上座5产生沿底座1轴向向端面胎4的移动,进而带动平面法兰3压紧待加工半球型轴承零件8的圆形端面,使待加工半球型轴承零件8球形面与球形法兰7所设凹槽内壁球形面的贴合,实现半球零件8的自动找正。
50.进一步的,压紧力提供机构包括卡套2和弹簧6,如图9和图10所示;
51.所述卡套2套于上座5外侧且与上座5同轴,卡套2一端与底座1螺纹连接,另一端的内表面与上座5外表面之间设有弹簧6,所述弹簧6的两个端面分别与卡套2和上座5的端面内表面接触;所述卡套2通过一端所设螺纹实现沿底座1轴向向端面胎4的移动,进而带动平面法兰3压紧待加工半球型轴承零件8的圆形端面。
52.进一步的,端面胎4与底座1通过螺栓螺纹连接,实现面接触;
53.进一步的,底座1与球形法兰7通过螺栓螺纹连接,实现面接触;
54.进一步的,上座5与平面法兰3通过螺栓螺纹连接,实现面接触;待加工半球型轴承零件8的大端面与平面法兰的端面实现平面接触,待加工半球型轴承零件8与球形法兰7在通过平面法兰3压紧后实现球面接触,二者径向双边配合间隙(即直径差)为0.003~0.005mm,以便待加工半球型轴承零件8顺利进入球形法兰7所设凹槽;
55.进一步的,底座1与上座5间隙配合,径向双边配合间隙(即直径差)0.002~0.003mm;
56.弹簧6置于卡套2与上座5之间,卡套2与底座1螺纹连接;
57.本发明提供一种半球型轴承零件内孔高精度磨削装卡方法,该方法用于半球型轴承零件的内孔高精度夹紧定位,实施步骤为:
58.(1)使用拉管装夹端面胎4的端面外圆,使端面胎与外部磨床主轴紧固,加工端面胎端面见光,确保端面胎的安装端面与与外部磨床主轴的垂直度≤0.001mm;
59.(2)底座1与球形法兰7通过6个螺栓螺纹连接,实现面接触;
60.(3)底座1与端面胎4通过8个螺栓螺纹连接,实现面接触,找正球形法兰7的球面跳动≤0.001mm;
61.(4)将待加工半球型轴承零件8放入球形法兰7所设凹槽,二者径向双边配合间隙0.003~0.005mm;
62.(5)上座5与平面法兰3通过8个螺栓螺纹连接,实现面接触;
63.(6)底座1与上座5间隙配合,径向双边配合间隙0.002~0.003mm,待加工半球型轴承零件8的圆形端面与平面法兰3的端面实现面接触;
64.(7)通过压紧力提供机构,使平面法兰3与待加工半球型轴承零件8的圆形端面轴向压紧;
65.(8)使用磨削砂轮,加工待加工半球型轴承零件8的内孔;
66.(9)卸下上座5与平面法兰3,取出加工完成的半球轴承零件。
67.进一步的,压紧力提供机构包括卡套2和弹簧6的优选方案中,步骤(7)的具体步骤为将弹簧6置于卡套2与上座5之间,借助卡套2与底座1螺纹连接,使卡套2沿底座1轴向端面胎4移动,弹簧6收到压缩对上座5施加弹力作用,带动平面法兰3使平面法兰3与待加工半球型轴承零件8轴向压紧,实现待加工半球型轴承零件8放入球形法兰7所设凹槽的球面接触。
68.实施例1
69.本实施例提供一种半球型轴承零件内孔高精度磨削装卡装置,如图1和3所示,包括底座1,平面法兰3,端面胎4,上座5,球形法兰7,卡套2和弹簧6;
70.底座1如图5所示,第一端与端面胎4固定连接,第二端沿轴向与球形法兰7连接;所述球形法兰7设有与如图2所示的待加工半球型轴承零件8匹配的半球形凹槽,如图6所示;
71.上座5如图7所示,一端套于底座1第二端的外侧,上座5与底座1同轴且可沿底座1移动,另一端连接如图8所示的平面法兰3;所述待加工半球型轴承零件8平面法兰3与球形法兰7所设凹槽之间;
72.所述端面胎4如图4所示,用于装卡装置在外部磨床上的安装定位;所述卡套2和弹簧6用于使上座5产生沿底座1轴向向端面胎4的移动,进而带动平面法兰3压紧待加工半球型轴承零件8的圆形端面,使待加工半球型轴承零件8球形面与球形法兰7所设凹槽内壁的贴合,实现半球零件8的自动找正。
73.所述卡套2套于上座5外侧且与上座5同轴,卡套2一端与底座1螺纹连接,另一端的内表面与上座5外表面之间设有弹簧6,所述弹簧6的两个端面分别与卡套2和上座5的端面内表面接触;所述卡套2通过一端所设螺纹实现沿底座1轴向向端面胎4的移动,进而带动平面法兰3压紧待加工半球型轴承零件8的圆形端面,平面法兰3与待加工半球型轴承零件8压紧,通过球形法兰7的半球形凹槽与半球型轴承零件8的球面配合,可实现球心重合自动找正。
74.端面胎4与底座1通过螺栓螺纹连接,实现面接触;
75.底座1与球形法兰7通过螺栓螺纹连接,待加工半球型轴承零件8放入球形法兰7,径向双边配合间隙0.003~0.005mm;
76.上座5与平面法兰3通过螺栓螺纹连接,实现面接触;待加工半球型轴承零件8的大端面与平面法兰的端面实现平面接触,待加工半球型轴承零件8与球形法兰7在通过平面法兰3压紧后实现球面接触,二者径向双边配合间隙(即直径差)为0.003~0.005mm,以便待加工半球型轴承零件8顺利进入球形法兰7所设凹槽;
77.底座1与上座5间隙配合,径向双边配合间隙(即直径差)0.002~0.003mm;
78.弹簧6置于卡套2与上座5之间,卡套2与底座1螺纹连接;
79.本实施例提供一种半球型轴承零件内孔高精度磨削装卡方法,该方法用于半球型轴承零件的内孔高精度夹紧定位,实施步骤为:
80.(1)使用拉管装夹端面胎4的端面外圆,使端面胎与外部磨床主轴紧固,加工端面胎端面见光,确保端面胎的安装端面与与外部磨床主轴的垂直度为0.001mm;
81.(2)底座1与球形法兰7通过6个螺栓螺纹连接,实现面接触;
82.(3)底座1与端面胎4通过8个螺栓螺纹连接,实现面接触,找正球形法兰7的球面跳动为0.001mm;
83.(4)将待加工半球型轴承零件8放入球形法兰7所设凹槽,二者径向双边配合间隙0.003~0.005mm;
84.(5)上座5与平面法兰3通过8个螺栓螺纹连接,实现面接触;
85.(6)底座1与上座5间隙配合,径向双边配合间隙0.002~0.003mm,待加工半球型轴承零件8的圆形端面与平面法兰3的端面实现面接触;
86.(7)将弹簧6置于卡套2与上座5之间,借助卡套2与底座1螺纹连接,使卡套2沿底座1轴向端面胎4移动,弹簧6收到压缩对上座5施加弹力作用,带动平面法兰3使平面法兰3与待加工半球型轴承零件8轴向压紧,实现待加工半球型轴承零件8放入球形法兰7所设凹槽的球面接触;
87.(8)使用磨削砂轮,加工待加工半球型轴承零件8的内孔;
88.(9)旋出卡套2,卸下上座5与平面法兰3,取出加工完成的半球轴承零件。
89.以上结合具体实施方式和范例性实例对本发明进行了详细说明,不过这些说明并不能理解为对本发明的限制。本领域技术人员理解,在不偏离本发明精神和范围的情况下,可以对本发明技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本发明的范围内。本发明的保护范围以所附权利要求为准。
90.本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。