一种具有优良胀形能力800mpa级双相钢及其制备方法
技术领域
1.本技术涉及钢铁领域,尤其涉及一种具有优良胀形能力800mpa级双相钢及其制备方法。
背景技术:
2.随着汽车工业节能减排、轻量化发展,双相钢由于具有良好的综合力学性能应用最为广泛。但是在使用过程中发现,传统的双相钢在诸多高拉延性的零件上仍然成形困难,难以满足汽车设计复杂冲压结构件,这直接导致了冲压过程中出现开裂现象。为此广大汽车厂提出了具有优良胀形能力双相钢的需求。在相关技术中,尚不能在工业产线中制造出800mpa级具有优良胀形能力的双相钢。
技术实现要素:
3.本技术提供了一种具有优良胀形能力800mpa级双相钢及其制备方法,以解决双相钢抗冲压能力低的技术问题。
4.第一方面,本技术提供了一种具有优良胀形能力800mpa级双相钢,所述双相钢的化学成分以质量分数计包括:c:0.15
‑
0.2%,mn:1.8
‑
2.1%,si:0.3
‑
0.5%,p:≤0.02%,s:≤0.005%,cr:0.12
‑
0.27%,alt:0.6
‑
0.8%,余量为铁及不可避免的杂质元素;
5.所述双相钢的金相组织中,m/a岛尺寸为1
‑
3.5μm所占金相组织中体积比例为15
‑
25%。
6.可选的,所述双相钢的化学成分以质量分数计包括:c:0.015
‑
0.18%,mn:1.8
‑
7.2.0%,si:0.3
‑
0.4%,p:≤0.02%,s:≤0.005%,cr:0.18
‑
0.27%,alt:0.7
‑
0.8%,余量为铁及不可避免的杂质元素。
8.可选的,所述双相钢的金相组织中,铁素体的体积分数为75
‑
85%,马氏体的体积分数为15
‑
25%。
9.可选的,所述铁素体的晶粒平均尺寸为5
‑
10μm。
10.第二方面,本技术提供了一种具有优良胀形能力800mpa级双相钢的制备方法,所述方法包括:
11.获取热轧卷原料;
12.将所述热轧卷原料依次进行开卷、焊接、矫直和酸洗,得到酸洗卷;
13.将所述酸洗卷进行冷连轧,得到冷硬卷;
14.将所述冷硬卷依次进行热处理、镀锌和光整,得到所述双相钢;
15.所述热处理依次包括:加热段、均热段和缓冷段;
16.可选的,所述焊接为用激光进行焊接,所述焊接的条件包括:焊接速度为2~6m/min,送丝速度为2~7m/min,退火电流为100~180a,退火温度为600~840℃。
17.可选的,酸洗的速度为40~220m/min,所述酸洗温度为75~90℃。
18.可选的,所述冷连轧包括:用f1~f5机架进行冷轧,所述冷连轧的压下分配率依次
为:所述冷连轧包括:用f1~f5机架进行冷轧,所述冷连轧的压下分配率依次为:25~35%、25~35%、25~33%、20~27%和0.3~1%。
19.可选的,所述加热段的温度为800~820℃;所述均热段的温度为800~820℃,所述缓冷段的温度为680~700℃。
20.可选的,所述镀锌的速度为70~90m/min,所述镀锌的温度为450~460℃。
21.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
22.本技术实施例提供的双相钢,通过控制化学成分,在c含量在0.15
‑
0.2%的基础上,添加cr的质量分数为0.12
‑
0.27%调控双相钢的性能,同时控制双相钢的金相组织中马氏体、铁素体比例,m/a岛尺寸为1
‑
3.5um,具有细化晶粒提高强度效果,保证成品钢的抗拉强度在800mpa以上,同时延伸率a80可达22%以上,n4
‑
6≥0.18,使双相钢具有优良的抗冲压能力he具有优良胀形能力。
附图说明
23.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
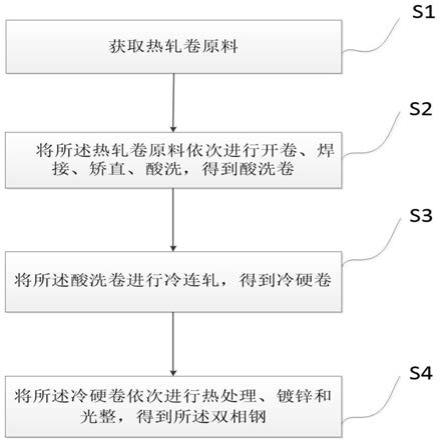
25.图1为本技术实施例提供的一种具有优良胀形能力800mpa级双相钢的制备方法的流程示意图;
26.图2为本技术实施例1
‑
3提供的一种具有优良胀形能力800mpa级双相钢的金相组织图。
具体实施方式
27.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
28.本技术实施例提供了一种具有优良胀形能力800mpa级双相钢,所述双相钢的化学成分以质量分数计包括:c:0.15
‑
0.2%,mn:1.8
‑
2.1%,si:0.3
‑
0.5%,p:≤0.02%,s:≤0.005%,cr:0.12
‑
0.27%,alt:0.6
‑
0.8%,余量为铁及不可避免的杂质元素;
29.所述双相钢的金相组织中,m/a岛尺寸为1
‑
3.5μm所占金相组织中体积比例为15
‑
25%。
30.本技术实施例中,各元素及质量分数具有十分重要的作用,包括:
31.c:c是间隙强化元素,其特点是强化效果明显,原料成本低。其直接影响临界区处理后复相钢中贝氏体、马氏体等的体积分数,但是碳含量低(<0.06%)不易得到硬相组织,碳含量太高,钢的淬透性增强,在较低的冷却速度下就能获得大量的马氏体组织,而得不到贝氏体组织,因此碳含量要求控制在0.15
‑
0.2%,如果超出此范围,则材料的强度容易偏低或偏高。
32.mn:锰是典型的奥氏体稳定化元素,显著提高钢的淬透性,降低贝氏体和马氏体形成的临界冷却速度,从而有效的降低退火过程中快冷段的冷却速度,进而有利于得到贝氏体或马氏体组织。同时也是一种廉价的稳定奥氏体与强化合金元素。但高的锰含量(>2.0%)在推迟珠光体转变的同时,也推迟贝氏体转变,使“工艺窗口”变小,贝氏体区右移,使钢对工艺条件的敏感性变大,不利于稳定批量生产。锰含量太低易引起珠光体转变,组织中难于形成足够量的贝氏体。因此锰含量要求控制在1.8
‑
2.1%。
33.si:si是铁素体的固溶强化元素,多相钢中加入硅的主要作用是扩大fe
‑
fe3c相图中(α γ)区,使临界区处理的温度范围加宽,改善多相钢的工艺性能,而且增大相图中a3线的倾斜度,这样就加大了热处理工艺的灵活性,从而有利于保持多相钢强度等性能的稳定性。因此si含量要求控制在0.3
‑
0.5%,硅含量过高或过低均达不到上述效果。
34.cr:cr具有稳定奥氏体,提高淬透性的作用,控制铬的质量分数,可以保证强度,铬的含量太高,会导致奥氏体过于稳定;含量太低,会导致材料性能不够的不利效果。
35.alt,alt具有精华铁素体作用,控制铝的质量分数,可以保证材料具有良好的延伸率效果,alt,的含量太高,会导致炼钢困难,含量太低,会导致材料延伸率不够的不利效果。
36.作为一种可选的实施方式,所述双相钢的化学成分以质量分数计包括:c:0.015
‑
0.18%,mn:1.8
‑
2.0%,si:0.3
‑
0.4%,p:≤0.02%,s:≤0.005%,cr:0.18
‑
0.27%,alt:0.7
‑
0.8%,余量为铁及不可避免的杂质元素。
37.作为一种可选的实施方式,所述双相钢的金相组织中,铁素体的体积分数为75
‑
85%,马氏体的体积分数为15
‑
25%。
38.作为一种可选的实施方式,所述铁素体的晶粒平均尺寸为5
‑
10μm。
39.第二方面,本技术提供了一种具有优良胀形能力800mpa级双相钢的制备方法,如图1所示,所述方法包括:
40.s1.获取热轧卷原料;
41.s2.将所述热轧卷原料依次进行开卷、焊接、矫直和酸洗,得到酸洗卷;
42.本技术实施例中,开卷的温度为560~600℃,热轧原料组织为铁素体与贝氏体(少量马氏体)组织。
43.本技术实施例中,矫直可以采用拉伸弯曲矫直机,矫直后钢带的延伸率为:0.5~1.5%,1#弯曲单元插入量:20~40mm;2#弯曲单元插入量:16~36mm;3#矫直单元插入量:8~20mm。保证每单元的插入量的原因是确保氧化铁皮去除干净,并改善原料板形。
44.s3.将所述酸洗卷进行冷连轧,得到冷硬卷;
45.本技术实施例中,所述冷硬卷的抗拉强度≥1200mpa,
46.s4.将所述冷硬卷依次进行热处理、镀锌和光整,得到所述双相钢;
47.本技术实施例中,进行光整后,所述双相钢相比光整前,延伸了0.3%~0.8%。
48.所述热处理依次包括:加热段、均热段和缓冷段;
49.作为一种可选的实施方式,所述加热段的温度为800~820℃;所述均热段的温度为800~820℃,所述缓冷段的温度为680~700℃。
50.本技术实施例中,控制加热段、均热段和缓冷段的温度的原因是进行微观组织调控,加热段与均热段为了获得奥氏体与铁素体组织,缓冷段为了获得更多以及更加纯净的铁素体组织。
51.作为一种可选的实施方式,所述焊接为用激光进行焊接,所述焊接的条件包括:焊接速度为2~6m/min,送丝速度为2~7m/min,退火电流为100~180a,退火温度为600~840℃。
52.本技术实施例中,退火温度可以为690~800℃,退火温度到临界690℃以上。
53.本技术实施例中,焊接功率可以为10000~12000w,焊缝退火后组织为马氏体组织;版本技术实施例中的焊接工艺,可以保证焊缝的强度效果,如果强度不够,会导致带钢在轧机断带的不利效果。
54.作为一种可选的实施方式,酸洗的速度为40~220m/min,所述酸洗温度为75~90℃。
55.本技术实施例中,保证酸洗的速度和温度的原因是去除钢带表面的氧化铁皮,如果酸洗温度太大,会导致过酸洗的不利效果;如果酸洗温度太小,会导致欠酸洗的不利效果。
56.作为一种可选的实施方式,所述冷连轧包括:用f1~f5机架进行冷轧,所述冷连轧的压下分配率依次为:25~35%、25~35%、25~33%、20~27%、0.3~1%。
57.本技术实施例中,控制所述冷连轧的压下分配率的原因是根据工装设备特点要求,以及为热处理阶段提供回复和再结晶储存能要求,压下率太大,会造成轧机轧不动、或者焊缝断带的不利效果。压下率太小,会导致材料在热处理阶段,无法获得理想的微观组织,进而无法得到理想的性能要求。
58.作为一种可选的实施方式,所述镀锌的速度为70~90m/min,所述镀锌的温度为450~460℃。
59.本技术用酸洗五机架冷连轧相关工艺的控制,包括热轧原料的激光焊接工艺;拉伸弯曲矫直机延伸率与插入量工艺参数、紊流酸洗的温度与速度,五机架冷连轧轧机工艺参数、以及热处理线各工艺段温度,光整机工艺控制参数。最终得到成品卷的屈服强度可达480mpa以上,抗拉强度800mpa以上,延伸率a80可达22%以上,n4
‑
6≥0.18,,实现了具有优良胀形能力双相钢在冷轧产线的工业化生产。
60.实施例1
61.热轧原料成分为:c:0.17%,mn:2.05%,si:0.4%,p:0.015%,s:0.003%,cr:0.2%,alt:0.75%。
62.冶炼工序完成后,热轧终轧温度为895℃,卷取温度为595℃,热轧原料的屈服强度为602mpa,热轧原料组织为铁素体组织与贝氏体组织。激光焊接工艺参数为:功率10000w、焊接速度为3.5m/min,送丝速度为5m/min,退火电流为110a。拉矫机延伸率为:0.9%;1#弯曲单元插入量:36mm;2#弯曲单元插入量:32mm;3#矫直单元插入量:18mm。酸洗速度:65~199m/mm,酸洗温度:75.8℃。
63.轧机的压下分配率:f1~f5机架的压下分配率依次为:33.2%、32.5%、26.6%、24.4%、0.5%。热处理线温度控制:加热段温度:820℃;均热段温度820℃;缓冷段温度685℃;入锌锅温度455℃;带速控制:75m/min。光整延伸率:0.3%。成品卷材料屈服强度可达485mpa,抗拉强度807mpa以上,延伸率a80可达22.5%,n4
‑
6为0.19。材料微观组织如图2中左图所示,其中图中亮白色部分为m/a岛的金相组织图。
64.实施例2
65.热轧原料成分为:c:0.0165%,mn:2.05%,si:0.37%,p:0.014%,s:0.005%,cr:0.18%,alt:0.68%。
66.冶炼工序完成后,热轧终轧温度为880℃,卷取温度为585℃,热轧原料的屈服强度为598mpa,热轧原料组织为铁素体组织与马氏体(贝氏体)组织。激光焊接工艺参数为:功率11000w、焊接速度为4.5m/mmin,送丝速度为4m/min,退火电流为120a。拉矫机延伸率为:1.4%;1#弯曲单元插入量:34mm;2#弯曲单元插入量:28mm;3#矫直单元插入量:16mm。酸洗速度:70~150m/min,酸洗温度:87.8℃。
67.轧机的压下分配率:f1~f5机架的压下分配率依次为:28.8%、27.7%、26.2%、25.3%、0.5%。热处理线温度控制:加热段温度:825℃;均热段温度815℃;缓冷段温度695℃;入锌锅温度458℃;带速控制:65m/min。光整延伸率:0.35%。成品卷材料屈服强度可达495mpa以上,抗拉强度805mpa以上,延伸率a80可达23%,n4
‑
6为0.18。材料微观组织如图2中,中间的图所示,其中图中亮白色部分为m/a岛的金相组织图。
68.实施例3
69.热轧原料成分为:c:0.0165
‑
0.176%,mn:2.05
‑
2.08%,si:0.37
‑
0.47%,p:0.014%,s:0.005%,cr:0.24%,alt:0.78%。
70.冶炼工序完成后,热轧终轧温度为916℃,卷取温度为575℃,热轧原料的屈服强度为612mpa。激光焊接工艺参数为:功率11000w、焊接速度为5m/min,送丝速度为4.5m/min,退火电流为120a。拉矫机延伸率为:1.2%;1#弯曲单元插入量:32mm;2#弯曲单元插入量:32mm;3#矫直单元插入量:18mm。酸洗速度:70~219m/min,酸洗温度:86.8℃。
71.轧机的压下分配率:f1~f5机架的压下分配率依次为:32.8%、33.7%、28.0%、26.4%、0.5%。热处理线温度控制:加热段温度:820℃;均热段温度820℃;缓冷段温度700℃;入锌锅温度460℃;带速控制:88m/min。光整延伸率:0.6%。成品卷材料屈服强度505mpa以上,抗拉强度821mpa,延伸率a80可达23.5%,n4
‑
6为0.19。材料微观组织如图2中,右侧的图所示,其中图中亮白色部分为m/a岛的金相组织图。
72.对比例1
73.材料的化学成分:
74.c:0.69%,mn:2%,si:0.37、%,p:0.014%,s:0.004%,nb:0.02%,ti:0.112%,mo:0.014%
75.冶炼工序完成后,热轧终轧温度为880℃,卷取温度为580℃,热轧原料的屈服强度为723mpa,热轧原料组织为铁素体组织与马氏体(贝氏体)组织。激光焊接工艺参数为:功率10000w、焊接速度为4.5m/min,送丝速度为4m/min,退火电流为105a。拉矫机延伸率为:1.2%;1#弯曲单元插入量:34mm;2#弯曲单元插入量:28mm;3#矫直单元插入量:16mm。酸洗速度:70~150m/min,酸洗温度:88.8℃。
76.轧机的压下分配率:f1~f5机架的压下分配率依次为:29.8%、28.7%、27.2%、24.3%、0.5%。热处理线温度控制:加热段温度:825℃;均热段温度825℃;缓冷段温度735℃;入锌锅温度458℃;带速控制:80m/min。光整延伸率:0.35%。成品卷材料屈服强度可达525mpa,抗拉强度831mpa以上,延伸率a8017%,n4
‑
6为0.15。
77.表1,本实施例钢和对比例钢各相比例。
[0078][0079][0080]
表2,本发明各实施例及对比例中双相钢性能检测情况列表。
[0081][0082]
由表1和表2可知,本发明通过全流程微观组织调控,成品钢的抗拉强度在800mpa以上,同时延伸率a80可达22%以上,n4
‑
6≥0.18,使双相钢具有优良的抗冲压能力,且具有优良胀形能力。其中,计算硬化指数n时,n有取值计范围,4
‑
6代表取延伸率4%
‑
6%的值。直接写n4
‑
6。
[0083]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0084]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。