1.本实用新型涉及型材机架加工技术领域,尤其涉及一种应用于型材机架的压合装置。
背景技术:
2.对于机械设备而言,其一般采用型材机架作为安装支撑结构,且型材机架一般采用铝型材组装而成。
3.在型材机架生产加工过程中,对于型材机架的磁性式门框结构,需要在型材的磁铁安装孔内压合一磁铁。在现有技术中,一般采用人工方式来实现磁铁压合作业,即工作人员先将磁铁对准型材的磁铁安装孔,然后借助铁锤等敲击工具将磁铁压入至磁铁安装孔内。
4.对于上述人工磁铁压合作业方式而言,其存在工作效率低、自动化程度低的缺陷。
技术实现要素:
5.本实用新型的目的在于针对现有技术的不足而提供一种应用于型材机架的压合装置,该应用于型材机架的压合装置结构设计新颖、自动化程度高、压合作业效率高。
6.为达到上述目的,本实用新型通过以下技术方案来实现。
7.一种应用于型材机架的压合装置,包括有机架,机架的上端部装设有呈水平横向布置的固定支撑板,固定支撑板的上表面螺装有呈长条形状的型材放置板,型材放置板上表面的中间位置开设有朝左侧开口且宽度值与型材的宽度值相等的型材放置槽;
8.型材放置板的上端侧装设有位于型材放置槽正上方的磁铁定位块,磁铁定位块包括有定位块主体,定位块主体的前端边缘部、后端边缘部分别设置有朝下凸出的定位块固定部,各定位块固定部分别通过锁紧螺丝螺装紧固于型材放置板,定位块主体以及各定位块固定部为一体结构;定位块主体的中间位置开设有上下完全贯穿的磁铁定位孔;
9.机架的上端部于固定支撑板的后端侧装设有气缸安装架,气缸安装架的上端部延伸至固定支撑板的上端侧,气缸安装架的上端部螺装有上下动作的驱动气缸,驱动气缸的活塞杆外延端部装设有呈竖向布置且与定位块主体的磁铁定位孔上下对齐的磁铁压杆。
10.其中,所述型材放置板的上表面于所述磁铁定位块的右端侧螺装有型材定位块。
11.其中,所述型材放置板的型材放置槽内装设有辅助软垫。
12.其中,所述辅助软垫为软胶垫。
13.其中,所述磁铁定位孔的上端开口边缘设置有倒角。
14.本实用新型的有益效果为:本实用新型所述的一种应用于型材机架的压合装置,其包括有机架,机架的上端部装设有呈水平横向布置的固定支撑板,固定支撑板的上表面螺装有呈长条形状的型材放置板,型材放置板上表面的中间位置开设有朝左侧开口且宽度值与型材的宽度值相等的型材放置槽;型材放置板的上端侧装设有位于型材放置槽正上方的磁铁定位块,磁铁定位块包括有定位块主体,定位块主体的前端边缘部、后端边缘部分别
设置有朝下凸出的定位块固定部,各定位块固定部分别通过锁紧螺丝螺装紧固于型材放置板,定位块主体以及各定位块固定部为一体结构;定位块主体的中间位置开设有上下完全贯穿的磁铁定位孔;机架的上端部于固定支撑板的后端侧装设有气缸安装架,气缸安装架的上端部延伸至固定支撑板的上端侧,气缸安装架的上端部螺装有上下动作的驱动气缸,驱动气缸的活塞杆外延端部装设有呈竖向布置且与定位块主体的磁铁定位孔上下对齐的磁铁压杆。通过上述结构设计,本实用新型具有结构设计新颖、自动化程度高、压合作业效率高的优点。
附图说明
15.下面利用附图来对本实用新型进行进一步的说明,但是附图中的实施例不构成对本实用新型的任何限制。
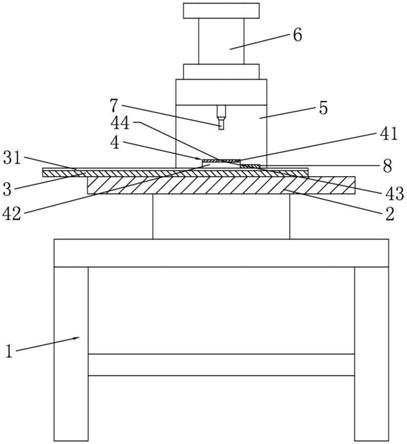
16.图1为本实用新型的结构示意图。
17.在图1中包括有:
18.1——机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2——固定支撑板
19.3——型材放置板
ꢀꢀꢀꢀꢀ
31——型材放置槽
20.4——磁铁定位块
ꢀꢀꢀꢀꢀ
41——定位块主体
21.42——定位块固定部
ꢀꢀ
43——磁铁定位孔
22.44——倒角
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5——气缸安装架
23.6——驱动气缸
ꢀꢀꢀꢀꢀꢀꢀ
7——磁铁压杆
24.8——型材定位块。
具体实施方式
25.下面结合具体的实施方式来对本实用新型进行说明。
26.如图1所示,一种应用于型材机架的压合装置,包括有机架1,机架1的上端部装设有呈水平横向布置的固定支撑板2,固定支撑板2的上表面螺装有呈长条形状的型材放置板3,型材放置板3上表面的中间位置开设有朝左侧开口且宽度值与型材的宽度值相等的型材放置槽31。
27.进一步的,型材放置板3的上端侧装设有位于型材放置槽31正上方的磁铁定位块4,磁铁定位块4包括有定位块主体41,定位块主体41的前端边缘部、后端边缘部分别设置有朝下凸出的定位块固定部42,各定位块固定部42分别通过锁紧螺丝螺装紧固于型材放置板3,定位块主体41以及各定位块固定部42为一体结构;定位块主体41的中间位置开设有上下完全贯穿的磁铁定位孔43。
28.更进一步的,机架1的上端部于固定支撑板2的后端侧装设有气缸安装架5,气缸安装架5的上端部延伸至固定支撑板2的上端侧,气缸安装架5的上端部螺装有上下动作的驱动气缸6,驱动气缸6的活塞杆外延端部装设有呈竖向布置且与定位块主体41的磁铁定位孔43上下对齐的磁铁压杆7。
29.需解释的是,如图1所示,型材放置板3的上表面于磁铁定位块4的右端侧螺装有型材定位块8。
30.在本实用新型工作过程中,工作人员将型材对准并放入至型材放置板3的型材放
置槽31内,由于型材放置槽31的宽度值与型材的宽度值相等,即型材放置槽31能够对型材进行前后水平定位,而后朝右侧推送型材并最终使得型材的端部抵靠于型材定位块8,型材定位块8对型材进行定位;待型材定位完毕后,工作人员将磁铁放入至磁铁定位块4的磁铁定位孔43内,而后启动驱动气缸6,驱动气缸6朝下推动磁铁压杆7,朝下移动的磁铁压杆7插入至磁铁定位块4的磁铁定位孔43内并朝下抵压磁铁,以使得磁铁压合与型材的磁铁安装孔内;待磁铁压合完毕后,朝左侧将型材抽出即可。
31.其中,为便于磁铁准确快速地放置于磁铁定位块4的磁铁定位孔43内,本实用新型可以采用下述结构设计,具体的:磁铁定位孔43的上端开口边缘设置有倒角44。位于磁铁定位孔43上端开口边缘的倒角44具有导向的作用,进而可以引导磁铁快速准确地放置于磁铁定位孔43内。
32.综合上述情况可知,通过上述结构设计,本实用新型具有结构设计新颖、自动化程度高、压合作业效率高的优点。
33.作为优选的实施方式,型材放置板3的型材放置槽31内装设有辅助软垫;进一步优选的,辅助软垫为软胶垫。通过增设辅助软垫结构,在磁铁压杆7将磁铁压合于型材的磁铁安装孔内的过程中,辅助软垫具有一定的弹性变形,该弹性变形能够有效地避免磁铁压合时出现刚性碰撞,一方面能够避免出现较大的噪音,另一方面还能够提高磁铁压合的稳定性。
34.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种应用于型材机架的压合装置,其特征在于:包括有机架(1),机架(1)的上端部装设有呈水平横向布置的固定支撑板(2),固定支撑板(2)的上表面螺装有呈长条形状的型材放置板(3),型材放置板(3)上表面的中间位置开设有朝左侧开口且宽度值与型材的宽度值相等的型材放置槽(31);型材放置板(3)的上端侧装设有位于型材放置槽(31)正上方的磁铁定位块(4),磁铁定位块(4)包括有定位块主体(41),定位块主体(41)的前端边缘部、后端边缘部分别设置有朝下凸出的定位块固定部(42),各定位块固定部(42)分别通过锁紧螺丝螺装紧固于型材放置板(3),定位块主体(41)以及各定位块固定部(42)为一体结构;定位块主体(41)的中间位置开设有上下完全贯穿的磁铁定位孔(43);机架(1)的上端部于固定支撑板(2)的后端侧装设有气缸安装架(5),气缸安装架(5)的上端部延伸至固定支撑板(2)的上端侧,气缸安装架(5)的上端部螺装有上下动作的驱动气缸(6),驱动气缸(6)的活塞杆外延端部装设有呈竖向布置且与定位块主体(41)的磁铁定位孔(43)上下对齐的磁铁压杆(7)。2.根据权利要求1所述的一种应用于型材机架的压合装置,其特征在于:所述型材放置板(3)的上表面于所述磁铁定位块(4)的右端侧螺装有型材定位块(8)。3.根据权利要求1所述的一种应用于型材机架的压合装置,其特征在于:所述型材放置板(3)的型材放置槽(31)内装设有辅助软垫。4.根据权利要求3所述的一种应用于型材机架的压合装置,其特征在于:所述辅助软垫为软胶垫。5.根据权利要求1所述的一种应用于型材机架的压合装置,其特征在于:所述磁铁定位孔(43)的上端开口边缘设置有倒角(44)。
技术总结
本实用新型公开了一种应用于型材机架的压合装置,其机架上端部装设固定支撑板,固定支撑板上表面螺装型材放置板,型材放置板上表面中间位置开设型材放置槽;型材放置板上端侧装设磁铁定位块,磁铁定位块包括定位块主体、定位块固定部,定位块固定部螺装紧固于型材放置板,定位块主体中间位置开设有上下完全贯穿的磁铁定位孔;机架上端部于固定支撑板后端侧装设气缸安装架,气缸安装架的上端部螺装有上下动作的驱动气缸,驱动气缸的活塞杆外延端部装设有呈竖向布置且与定位块主体的磁铁定位孔上下对齐的磁铁压杆。通过上述结构设计,本实用新型具有结构设计新颖、自动化程度高、压合作业效率高的优点。合作业效率高的优点。合作业效率高的优点。
技术研发人员:张辉华
受保护的技术使用者:东莞市华坚铝业有限公司
技术研发日:2021.01.15
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。