1.本实用新型系涉及一种滤芯的技术领域,特别是一种用于各种过滤装置中的滤芯结构。
背景技术:
2.近来,采用玻璃纤维制作的滤芯逐渐受到重视,因为玻璃纤维具有以下优点:耐热性(经处理后可以使用在200度c以上的高温环境)、高强度、低伸缩率(尺寸稳定)、耐腐蚀、表面光滑(过滤阻力低)。因此现有制造玻璃纤维的技术多半分为两种:1.将纱浸泡在玻璃纤维溶液中,再织布制成玻璃纤维布,接着再通过缠绕等方式完成玻璃纤维滤芯;2.先织布后再将玻璃纤维附着在布上。然而玻璃纤维也存在缺点:易脆(成形后不易改变其形状、耗损率高)。
3.现有人工纤维滤芯多半使用pp(聚丙烯)或pet(聚乙烯对苯二甲酸酯)之类熔点较低的人工纤维通过熔喷(融化后喷洒成形)。但是玻璃纤维因为熔点较高,不适合使用熔喷技术,多半采用上述织布的方式形成玻璃纤维布后再进行加工处理。一般而言,一般滤芯的圆环截面是使用缠绕的方式生产。若需要制作截面为多边形的滤芯,通常是采用折纸的方式,即将玻璃纤维布正反凹折后再将布的两端固定(或黏合)形成滤芯。一般而言,截面为多边形的滤芯可以具有较高的表面积,达到较好的过滤效果。然而,不论是缠绕或者凹折的加工方法都很容易因为玻璃纤维的易脆性导致滤芯破损而无法达到预期过滤功能。
4.现有用于过滤的活性炭滤芯的制作方式主要为烧结活性炭、压缩活性炭、挤压活性炭。烧结活性炭:采用活性炭粉体材料和高分子热熔成孔材料混合,灌入特制模具,在200
‑
300℃高温下烧结而成;由于这种高分子粘结材料在烧结加工工艺中可形成开式微孔,与活性炭混合后,保持了活性炭粉料比表面积大的特点,成孔性优良,过滤效果更好,与液体接触更充分;因其加工工艺复杂,产能有限。压缩活性炭:是活性炭粉体材料和无机液体粘结剂混合后,灌入特制模具,用压力机高压压缩成型,出模后烘干;此工艺活性炭含量高,过滤效果好,但使用无机粘结材料时许外加高压成型,使滤芯孔径难以控制,滤芯压降过大,影响使用。压缩活性炭:是活性炭粉体材料和无机液体粘结剂混合后,灌入特制模具,用压力机高压压缩成型,出模后烘干;此工艺活性炭含量高,过滤效果好,但使用无机粘结材料时许外加高压成型,使滤芯孔径难以控制,滤芯压降过大,影响使用。挤压活性炭:是活性炭和普通热熔树脂混合后,放入螺杆挤出机加热挤出成型的。此生产工艺中活性炭外表被热熔树脂高温后融化包裹,堵塞了活性炭微孔,失去了吸附效果,生产成本低,产量高。使用中其实就是个摆设,没有任何作用。
5.针对活性炭滤芯的制作,还可参见日本专利号:特开平 10
‑
5580,其公开另一种使用一模具沉没至一具有纤维的浆槽中进行捞浆,然而因为其采用法兰的上盖(开关耗时),且无法自由控制滤芯厚度(需要装满整个容器)。再加上其浆体配方,无法耐受高温而增加干燥时间(120度c的温度下须耗时12hr干燥,提高到140度c则会造成强度下降)。
6.因此,提供一种能够改善现有玻璃纤维滤芯以及其制作方法是需要的。
技术实现要素:
7.为解决上述现有技术的问题,本实用新型的一主要创作目的在于提供一种滤芯,其通过湿纤维模塑工艺一体成形且用于过滤液体或气体。
8.为实现上述本实用新型的创作目的,本实用新型提供一技术方案:一滤芯包括一杯状体,其包括一垂直于第一方向的底部、一与所述底部相连的外表面、一内表面以及一相对所述底部的第一开口。其中从所述底部至所述第一开口之间的所述外表面上形成若干边对边相连的长条形凹凸结构及/或从所述底部至所述第一开口之间的所述内表面上形成若干边对边相连的长条形凹凸结构。
9.在一优选实施例中,所述若干长条形凹凸结构形成若干与所述第一方向的夹角介于0.5度至3度间的末端表面。
10.在一优选实施例中,所述滤芯的厚度介于0.5
‑
3mm。
11.在一优选实施例中,所述若干长条形凹凸结构的每两条相邻的凹结构的所述末端表面之间的一特定间距大于或等于1mm。
12.在一优选实施例中,所述滤芯包括杂质吸附体与纤维体。
13.在一优选实施例中,所述杂质吸附体为一阳离子聚合物与活性炭的其中之一。
14.在一优选实施例中,其中当所述杂质吸附体包括所述阳离子聚合物时,所述滤芯进一步包括一固定体用于加强所述阳离子聚合物与所述纤维体之间的连结力。
15.在一优选实施例中,所述滤芯的径向截面具有波浪造型。
16.在一优选实施例中,所述底部为一外凸曲面或平面。
17.在一优选实施例中,所述底部与所述若干长条形凹凸结构之间的连接处形成至少一外凸曲面。
18.在一优选实施例中,所述外表面的一表面密度小于或等于所述内表面的一表面密度。
19.在一优选实施例中,所述外表面的一表面密度大于所述内表面的一表面密度。
20.在一优选实施例中,本实用新型提供一种滤芯组件,其由若干所述滤芯组合而成。
21.本实用新型的有益效果为:相较于现有玻璃纤维滤芯以及活性炭滤芯的制作流程(特别是以人工方式将一平面板材(如玻璃纤维布)作多处折叠与多层缠绕以形成现有滤芯的多边形外观),本实用新型提供的一体成型的滤芯能够通过完全自动化生产程序生产,不仅能简化工序、降低制作工时,还能相对地加大滤芯的产量;且,由于现有滤芯是以所述平面板材作多处折叠与多层缠绕而成,所述平面板材的有限厚度会限定现有滤芯每一处的过滤厚度均相同,而本实用新型以湿纤维模塑工艺一体成型制作的所述滤芯能够选择性地加厚所述滤芯任一处的过滤厚度,提升过滤效率。
附图说明
22.图1绘示一种根据本实用新型的第一优选实施例的滤芯的正面立体示意图;
23.图2绘示一种根据本实用新型的第一优选实施例的滤芯的底面立体示意图;
24.图3绘示一种根据本实用新型的第一优选实施例的滤芯的剖面示意图;
25.图4绘示一种根据本图1的e1的放大图;
26.图5绘示一种根据本实用新型的第一优选实施例的滤芯制作装置;
27.图6绘示图5中所述第一模具以及所述第二模具的真实示意图;
28.图7绘示一种根据本实用新型的第二优选实施例的滤芯的剖面示意图;
29.图8绘示一种根据本实用新型的第一优选实施例的滤芯制作流程图;
30.图9绘示一种根据本实用新型的第二优选实施例的滤芯制作流程图;以及
31.图10绘示一种根据本实用新型的第三优选实施例的滤芯制作流程图。
具体实施方式
32.以下各实施例的说明请参见相关附图,用于说明本实用新型可用于实施的特定实施例。本实用新型所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「内」、「外」、「侧面」等,仅是参见图式的方向。因此,使用的方向用语是用于说明及理解本实用新型,而非用于限定本实用新型。
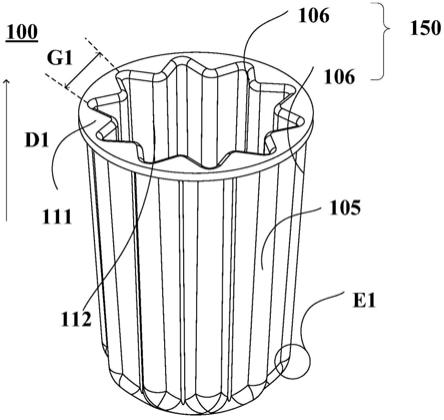
33.参见图1
‑
4,图1绘示一种根据本实用新型的第一优选实施例的滤芯100的正面立体示意图;图2,绘示一种根据本实用新型的第一优选实施例的滤芯100的底面立体示意图;图3,绘示一种根据本实用新型的第一优选实施例的滤芯100的剖面示意图。图4,绘示一种根据本图1的e1的放大图。
34.所述滤芯100通过一种湿纤维模塑工艺一体成形且用于过滤液体或气体。所述滤芯包含了一纤维体101、一杂质吸附体102以及一固定体103。所述纤维体101包含天然纤维以及化学纤维的至少其中一种,所述纤维体101除了作为所述滤芯100 的主要结构体外,用于过滤部分对于人体有害的物质及/或悬浮微粒。所述化学纤维包括玻璃纤维及非玻璃纤维。所述杂质吸附体102藉由所述固定体103附着于所述纤维体101。优选地,所述固定体103系通过物理或化学方式将所述杂质吸附体102固定于所述纤维体101之上。在本优选实施例中,当所述杂质吸附体102 包括阳离子聚合物时,所述滤芯100包括所述固定体103且以阳离子聚合物作为所述杂质吸附体102,能使所述滤芯100的电动电位 (zeta potential)能够介于15
‑
53;在另一优选实施例中,当所述杂质吸附体102仅为活性炭时,不需要所述固定体103便能将所述活性炭附着于以玻璃纤维为主的所述纤维体101,使所述滤芯100能够具有快速干燥的优点。因为所述杂质吸附体102选自阳离子聚合物及/或活性炭所构成材料组群中之至少一种材料,受益于阳离子聚合物及/或活性炭的特性,会使所述湿胚100接触被过滤的气体或液体(如水)便具有带正电或负电的电位,能用于吸附杂质或细菌或病毒。优选地,所述阳离子聚合物是一种金属氧化物或为一种非金属氧化物。
35.在本优选实施例中,所述滤芯100为一杯状体,所述杯状体包括一垂直于一第一方向d1的底部107、一与所述底部107 相连的外表面105、一相对于所述外表面105的内表面112以及一相对于所述底部107的第一开口108。所述外表面105(如同一外周面105)围绕形成若干边对边相连的长条形凹凸结构150沿着所述第一方向d1延伸。
36.所述滤芯100的所述内表面112(如同一内周面112) 也围绕形成若干边对边相连的长条形凹凸结构150沿着所述第一方向d1延伸。然而,根据不同的设计,也可以仅有所述外表面105 或所述内表面112两者的其中一个上形成所述若干边对边相连的长条形凹凸结构150,而另外一相对面(即所述外表面105或所述内表面112两者的另一个)仅为连续的平面或曲面。举例而言,如同将图1的所述内表面112填满后,仅使所述滤芯100的所述外表面105形成所述若干长条形凹凸结构150。或者,如同将所述外表面105的所述复数边对边相连
的长条形凹凸结构150填平进而使所述所述滤芯100外观形成一个圆柱或截头锥柱体后,仅使所述滤芯100的所述内表面112上形成所述复数长条形凹凸结构150。上述的说明,如“填满”、“移除”、“填平”仅是用于说明,实际上操作仅需要在制作所述滤芯的模具的形状上直接更改即可,并不是对所述滤芯100进行加工。
37.优选地,所述若干长条形凹凸结构150的每两条相邻的凹结构的最低末端表面106(或者每两条相邻的凸结构的最高末端表面106)之间的一特定间距g1大于或等于1mm,如此可以避免因所述特定间距g1太短而造成在模具塑型时形成的架桥现象。
38.于其中一优选实施例中,所述外表面105的一表面密度小于或等于所述内表面112的一表面密度;但于另一优选实施例中,使所述外表面105的一表面密度大于所述内表面112的一表面密度。所述滤芯100的所述内外表面105,112的两种不同表面密度能够增加待过滤的液体或气体停留在所述滤芯100的时间进而提升过滤效率。
39.优选地,所述外表面105的所述若干长条形凹凸结构 150分别形成的复数末端表面106皆与所述第一方向d1的夹角f1 介于0.5度至3度。换句话说,所述杯状体的所述第一开口108以及所述底部107之间形成一个截头锥体;也就是说,所述外表面 105的所述若干长条形凹凸结构150是如同形成在一个截头锥体的外锥面上。于其他实施例中,当不要求所述滤芯100的内部形状时,所述内表面112也可以是一个截头锥体的内锥面,或所述内表面112的所述若干长条形凹凸结构150是如同形成在一个截头锥体的内锥面上。需要特别说明的是,所述夹角f1的用途在于使所述滤芯100在脱模的过程中较为简易。
40.此外,所述底部107与所述外表面105的所述若干长条形凹凸结构150之间除了能以平面连接外,所述底部107与所述若干长条形凹凸结构150之间的连接处也能形成至少一外凸曲面 (见图1
‑
3)。
41.优选地,所述滤芯100的所述若干长条形凹凸结构 150的径向截面造型是呈现星芒型、花瓣型、齿轮型、杨桃瓣型、太阳型、波浪型的其中一。如图2、图3所绘,即以一体成型的星芒型凹凸结构150的滤芯100为示例,本实用新型提供的一体成型的滤芯100相较于现有滤芯(以平面板材进行人工折叠),不仅能简化工序、降低制作工时,还能相对地加大滤芯100的产量,且加厚滤芯100的过滤厚度,提升过滤效率。
42.优选地,所述杯状体(亦即所述滤芯100)的所述底部 107为一外凸曲面或平面(未绘示)。由于所述滤芯100是通过一成对的第一模具130以及第二模具140(请参见图6)加压合模而成形,因此当所述杯状体的所述底部107为外凸曲面时,将有助于避免所述滤芯100脱模时可能产生的损坏。于其他实施例,通过所述第一及第二模具130,140(请参见图6)的设计,也可使所述杯状体(亦即所述滤芯100)的所述底部107的所述外凸曲面的厚度较所述滤芯100的其他位置的厚度加厚。
43.于本实用新型的一优选实施例中,多个所述滤芯100 在朝同一方向上套迭进而组成一多层滤芯组件,每两个所述滤芯 100之间存在一特定空间间隙以分隔所述每两个所述滤芯100,因此可以进一步增加待过滤的液体或气体接触每一所述滤芯100的时间。于另一优选实施例中,所述多层滤芯组件是由两个以上具有不同纤维密度的滤芯100套迭而成。例如位于所述滤芯组件的最外侧的滤芯100的纤维密度低于所述滤芯组件的最内侧的滤芯 100的纤维密度;或者,位于所述滤芯组件的最内侧的滤芯100 的纤维密度低于所述滤芯组件的最外侧的滤芯100的纤维密度。
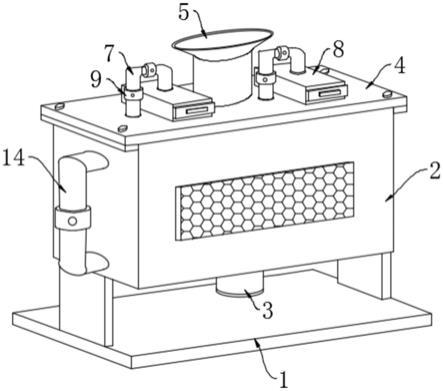
44.请进一步参见图1以及图5。图5绘示一种根据本实用新型的第一优选实施例的滤芯制作装置10,其通过一种湿纤维模塑工艺,能够自动化的大量生产一体成型的所述滤芯100。所述滤芯制作装置10包括一浆槽175、一浆体110、一吸引单元190(一般而言就是真空帮浦)、一第一模具130、一第二模具140、一驱动单元200(一般而言可以是气压杆、油压杆等驱动组件)以及一发热器(未绘示)一般而言,为了设备维护的便利性,会令所述驱动单元200带动所述第一模具130对所述浆槽175内存储的浆体进行捞浆,进而形成湿胚100附着在所述第一模具130上(如图5即描绘当所述第一模具130从所述浆槽175捞浆完毕形成一湿胚100在其上的状态);然后通过所述驱动单元200移动所述第一模具130 以及被所述第一模具130真空吸附的所述湿胚100至所述第二模具140处,使所述第一模具130与所述第二模具140进行合模对所述所述湿胚100预压作业。接着,根据实际需求,可以在所述第二模具140连接所述发热器的前提下继续进行一热烘作业;也可以令所述第一模具(连带所述湿胚100)与另一个模具进行合模再一执行所述热烘作业。此处热烘作业可以采用热风及/或热压的方式。需要特别说明的是,在本优选实施例中,所述第一模具130 为公模以及所述第二模具140为母模;然而在不同的场合也可以令所述第一模具130为母模以及所述第二模具140为公模。
45.优选地,所述第一模具130还可以包括一第一编网 135以及所述第二模具140还可以包括一第二编网145,所述第一编网135以及所述第二编网145具有细小网孔且与所述第一模具 130以及所述第二模具140有着相对应形状,用于让所述滤芯100 干燥完成后易于脱离所述第一模具130。此处需要说明的是:湿胚亦即滤芯100,其差异仅在于水分去除与否、厚度差异(湿胚厚度会较厚,经过预压、热烘作业后会变薄),在本说明书中两者可以视为相同的。优选地,所述第一编网135以及所述第二编网145也可以省略。
46.所述浆体混合了一纤维体101、一杂质吸附体102、一固定体103以及一载体104,所述载体104可以是水或者根据不同设定而采用其他液态物质。涉及所述纤维体101、所述杂质吸附体102以及所述固定体103,请参见上面叙述。如同前述,当杂质吸附体102为活性炭时可以不使用所述固定体103。然而,本优选实施例是以当所述杂质吸附体102包括阳离子聚合物时进行说明,故所述滤芯100包括所述固定体103;当所述杂质吸附体102 仅为活性炭时,不需要所述固定体103便能附着于所述纤维体 101。
47.一般而言,所述纤维体101包括天然纤维以及人造纤维。人造纤维又可分为塑料纤维以及玻璃纤维。当杂质吸附体102 占所述纤维体101以及所述杂质吸附体102的重量百分比为35
‑
50 时,对于水处理的效果较好;当玻璃纤维占所述纤维体101以及所述杂质吸附体102的重量百分比达到50
‑
99时,对于空气处里的效果较好。于一优选实施例中,所述纤维体101占所述纤维体101 以及所述杂质吸附体102总和的重量百分比60
‑
99,所述杂质吸附体102占所述纤维体101以及所述杂质吸附体105总和的重量百分比0
‑
50。因为玻璃纤维具有高熔点以及低吸水特性,通过玻璃纤维作为所述纤维体101,能使所述滤芯100在较高温度(摄氏160 度以上甚至摄氏200度以上)下短时间内干燥成型,进而加速所述第一模具130以及所述第二模具140能够迅速地生产下一个滤芯 100。
48.本实用新型相较现有技术而言,因为在常温常压的操作环境下混合玻璃纤维、固定体103以及阳离子聚合物(或活性炭)于液体(可以为水)中,通过捞浆、吸浆、抽气(将多余水分先行移除)、合模预压、合模干燥等现有滤芯制作方法所从未出现的方式生产滤芯,大
幅度的简化使用玻璃纤维制作滤芯100的流程。
49.所述吸引单元190,通过设置于所述第一模具130的内部的一连通道193以及所述第一模具130的一外表面137的至少一开孔139吸附形状与所述外表面137相对应的一特定厚度的一湿胚100。因为所述至少一开孔139是分布在整个外表面137上,因此当所述吸引单元开始抽气时,所述湿胚100中大部分的水分会依序通过所述第一编网135(若无编网则省略)、所述至少一开孔139以及一气管192被抽离所述湿胚100。
50.优选地,当所述第一模具130为公模时所述第一模具 130的所述外表面137围绕形成若干边对边相连的长条形凹凸结构150’,使所述湿胚100(亦同为所述滤芯100)的所述内表面112 对应形成所述若干边对边相连的长条形凹凸结构150的形状;于其他实施例(如图6所绘)中,亦可改用所述第二模具140为公模且所述第二模具140的外表面上围绕形成若干边对边相连的长条形凹凸结构150’。同理的,如图6所绘,当所述第一模具130为母模时所述第一模具130的所述内表面上围绕形成若干边对边相连的长条形凹凸结构150’,使所述湿胚100(亦同为所述滤芯100) 的所述外表面105对应形成所述若干边对边相连的长条形凹凸结构150;于其他实施例中,亦可改用所述第二模具140为母模且所述第二模具140的内表面上围绕形成若干边对边相连的长条形凹凸结构150’。所述外表面137的所述若干长条形凹凸结构150’形成的复数末端表面106’也皆与所述第一方向d1的夹角f1介于 0.5度至3度,且所述湿胚100的厚度介于0.6mm至5mm。需特别说明的是,图5仅是示意,并未将所述第一模具130的所述外表面 137以及所述第二模具140的所述外表面147与所述第一方向d1实际呈现0.5度至3度的夹角f1。
51.详细地,所述预压作业是通过所述第一模具130与所述第二模具140之间的一特定间隙值对所述湿胚100进行合模的动作,一般而言,所述特定间隙值介于所述滤芯100的一产品厚度的1.1
‑
1.2倍。这是因为如上所述,所述湿胚100的结构较为松散,而预压作业是为了进一步将产品的形状固定,但是又需要比产品预定的厚度稍微厚一点,因为后续热烘作业脱水会因水分散失而使厚度减少。
52.以本优选实施例而言,所述第二模具140的外表面 147上也有设置至少一开孔149,并通过气管192以及所述连通道 193连接所述吸引单元190。然而根据实际需要,所述第二模具140 也可以不连接所述吸引单元190。
53.参见图1及5
‑
6,其中图6绘示图5中所述第一模具130 以及所述第二模具140的真实示意图。其中所述第一模具130内部对应所述滤芯100的尺寸会略大于所述第二模具外部对应所述滤芯100的尺寸,且如上所述,所述第一模具130以及所述第二模具 140去除掉对应所述滤芯100的周缘111以及所述底部107的中间部分(即对应所述复数末端表面106的部分)与所述第一方向d1的夹角f1会呈现0.5至3度,以便于脱模。
54.通过对本实用新型的反复试验,所述预压作业的操作时间为0.5
‑
1秒;所述热烘作业的操作时间为10
‑
60秒,优选地为25
‑
35秒;所述热烘作业的操作温度为摄氏160度以上;优选地为摄氏200度以上。所述滤芯100最后成品的厚度会介于0.5
‑
3 mm。
55.再参见图1及6
‑
7,由于所述浆槽175、所述第一模具 130以及所述第二模具140的尺寸限定了每一所述滤芯100的长度 (沿着所述第一方向d1)。于其他实施例中,为了增加所述滤芯100 的长度,可以将两个所述滤芯100的所述底部107延着一垂直于所述第一方向d1的方向作横向切除,进而使每一所述滤芯100的所述底部107形成一第二开口109(见图
7),接着再通过对接黏合所述两个滤芯100在所述第一开口108处的所述周缘111(基本上是一个平面),即组成一增长型的滤芯组件,所述增长型的滤芯组件的两相对末端均具有所述第二开口109。若没有所述周缘111,仅靠所述外表面105(基本上是一个宽度有限的边长)黏合,较为耗时且强度较弱。于其他实施例中,也可以改对接黏合所述两个滤芯100在所述第二开口109处的周缘,以组成一增长型的滤芯组件,且使所述增长型的滤芯组件的两相对末端分别为所述第一开口108。
56.以本优选实施例而言,所述滤芯100的所述外表面 105的所述若干长条形凹凸结构150的复数末端表面106皆与所述第一方向d1的夹角f1介于0.5度至3度。换句话说,从所述滤芯100 的底部107开始往所述周缘111,所述复数末端表面106会呈现向外展开的斜角,所述斜角能方便所述滤芯100脱离所述第一模具130的所述复数末端表面106’。然而根据不同设计,也可设计模具让周缘111不存在。换句话说,所述杯状体的所述第一开口108 以及所述底部107之间形成一个截头锥体;也就是说,所述外表面105的所述若干长条形凹凸结构150是如同形成在一个截头锥体的外锥面上。
57.另外,因为所述第一模具130以及所述第二模具140 的形状皆是与所述滤芯100相对应,因此在说明所述第一模具130 以及所述第二模具140涉及形状的特征时,也等同是在说明所述滤芯100的形状特征;同理,在说明所述滤芯100的特征(组分、形状)时,也等同是在说明所述湿胚100的特征,其差异仅在于尺寸(滤芯100的尺寸会因为干燥稍微变小)、湿度(滤芯100的尺寸会因为干燥稍微变低)等。
58.参见图1、5及8图。图8绘示一种根据本实用新型的第一优选实施例的滤芯制作流程图。首先,执行步骤s01,混合一纤维体101、一杂质吸附体102、一固定体103以及一载体104 以形成一浆体110,所述杂质吸附体102藉由所述固定体103附着于所述纤维体101。接着执行步骤s02,一第一模具130沿一第一方向d1浸入所述浆体110中。接着执行步骤s03,开启一吸引单元 190,通过设置于所述第一模具130的内部的一连通道193以及所述第一模具130的一外表面137的至少一开孔139吸附形状与所述外表面137相对应的一特定厚度的一湿胚100。接着执行步骤s04,所述第一模具130离开所述浆体110并与一形状与所述第一模具 130相对应的一第二模具140对所述湿胚100进行一预压作业。接着执行步骤s05,对所述湿胚100进行一热烘作业以形成一滤芯100。如同前述,当所述杂质吸附体102为活性炭时,所述步骤s01 中的所述固定体103可以省略。
59.请参见图1、图5、图8
‑
9。图9绘示一种根据本实用新型的第二优选实施例的滤芯制作流程图。本优选实施例与第一优选实施例的差别在于:移除步骤s05,本流程的特点在于对于滤芯的外部尺寸(或内部尺寸)要求较低的产品,不需要经过预压作业即可成型。
60.请参见图1、图5、图8、图10。图10绘示一种根据本实用新型的第三优选实施例的滤芯制作流程图。本第三优选实施例与第一优选实施例的差别在于:所述第三优选实施例移除步骤 s04
‑
s05,而在步骤s03后接着执行步骤s06,通过所述第一模具 140的所述外表面137及/或一第二模具140的一外表面147的复数边对边相连的长条形凹凸结构150’对所述湿胚100进行预压作业,使所述湿胚100的一内表面112及/或所述湿胚100的一外表面 105对应形成所述若干边对边相连的长条形凹凸结构150。
61.优选地,上述三种流程图都还能够增加一个步骤,使所述滤芯100的一外表面105的一表面密度小于或等于所述滤芯100的一内表面112的一表面密度;于另一优选实施例
中,所述外表面105的一表面密度大于所述内表面112的一表面密度。通过上述外表面105与内表面112两者的表面密度的不同,尽可能增加待过滤的液体或气体停留在所述滤芯100的时间,增加过滤效果。举例而言,藉由降低滤芯进水端部分的表面密度让待过滤的液体或气体更容易进入滤芯;同时藉由增加滤芯出水端部分的表面密度让待过滤的液体或气体更难以离开滤芯,以达到增加水力停留时间(hydraulic retention time,hrt)的功效。
62.正常来说一个滤芯100的表面密度是均匀的,但是通过局部热压,如仅热压外表面105,可以使外表面105的表面密度提高。类似机械加工的表面粗糙度(roughness average,ra),只是此处的表面密度是用挤压(或加热)的方式增加局部的密度来改变表面粗糙度进而让待过滤物(液体或气体)因为密度升高而增加停留在滤芯100的时间。
63.需注意的是,以上列举的仅是本实用新型的若干个具体实施例。显然,本实用新型不限于以上实施例,还可以有许多变形。本领域的普通技术人员能从本实用新型公开的内容直接导出或联想到的所有变形,均应视为本实用新型要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。