1.本实用新型属于焊接技术领域,具体涉及一种防护型枪塔焊接工具。
背景技术:
2.现有的焊接夹具较为简易,只能定位塔体前后的距离尺寸,左右没有设有定位装置,直接导致塔体点焊后塔体尺寸无法保证,易产生变形。
技术实现要素:
3.本实用新型的目的是提供一种防护型枪塔焊接工具,具有良好的刚性,能够抵抗塔体焊接带来的变形,提高定位精度。
4.本实用新型的技术方案是,一种防护型枪塔焊接工具包括底板、定位板、压紧斜块、管支撑、支撑板、斜压体、斜压头、工艺板和多个工艺定位板;
5.八个定位板均固定在底板上,八个定位板的定位面分别与塔体的两个侧面板外表面接触,工艺定位板三固定在底板上,且工艺定位板三与塔体的前面板外表面接触,定位块固定在底板表面的中心纵截面上,两个支撑板的一端分别固定在定位块的两端上,两个支撑板的另一端各旋合一个螺母,一个支撑板的螺母与塔体的前面板内表面接触,另一个支撑板的螺母顶在塔体的后面板内表面上;
6.工艺定位板一固定在底板上表面上,工艺定位板一的一端表面与塔体的后面板外表面接触,定位板三通过螺母支撑在底板上表面上,压紧斜块固定在定位板三上,工艺板二固定在工艺板三上,工艺板二与另一个支撑板旋合,压紧斜块与塔体后面板的内表面接触;
7.两个管支撑的一端旋合螺母,两个管支撑上的螺母支撑在底板表面上,两个管支撑的另一端与斜压体固定连接,斜压体为对称结构,斜压体的两端为折弯结构,斜压体的两端各旋合一个斜压头,支撑杆的两端各旋合一个螺母,两个支撑杆均放置在塔体内。工作时,通过旋转旋合螺母使斜压头的端面与塔体的前面板内表面接触;两个支撑杆的两端分别顶在塔体的两侧面板的内表面上。
8.本实用新型的有益效果是,本实用新型通过各定位板和定位块的精确定位来控制焊接尺寸,并能提供该防护型枪塔具有结构复杂,焊缝密集的特点,本实用新型具有良好的刚性,能够抵抗塔体焊接带来的变形,满足塔体焊接的使用要求,符合技术要求。
附图说明
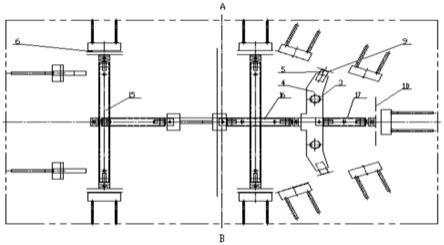
9.图1为本实用新型一种防护型枪塔焊接工具的结构示意图;
10.图2为图1的俯视图。
具体实施方式
11.下面结合说明书附图对本实用新型的技术方案作进一步详细描述。
12.如图1和图2所示,本实用新型一种防护型枪塔焊接工具包括底板1、定位板6、压紧
斜块2、管支撑3、斜压体4和斜压头5。
13.八个定位板6均固定在底板1上,使用时,八个定位板的定位面分别与塔体的两个侧面板外表面接触。工艺定位板三14固定在底板1上,且工艺定位板三14与塔体的前面板外表面接触。定位块13固定在底板表面的中心纵截面上,两个支撑板17的一端分别固定在定位块13的两端上,两个支撑板17的另一端各旋合一个螺母,一个支撑板17的螺母与塔体的前面板内表面接触,另一个支撑板17的螺母顶在塔体的后面板内表面上。
14.压紧斜块2、工艺板三7、工艺板二8、工艺定位板一11和工艺定位板二13组成塔体的后面板支撑装置,定位板三7通过定位板二8的压紧装置,实现保证后面板的角度。工艺定位板一11固定在底板1上表面上,工艺定位板一11的一端表面与塔体的后面板外表面接触。定位板三7通过螺母支撑在底板1上表面上。压紧斜块2固定在定位板三7上,工艺板二8 固定在工艺板三7上,工艺板二8与另一个支撑板17旋合,压紧斜块2与塔体后面板的内表面接触。
15.定位板6为宽200mm,长1500mm,厚20mm,且背后加筋板,整体焊接而成。工艺板三7和工艺板二8均为宽100mm,长1000mm,厚20mm,且背后加筋板,整体焊接而成。工艺定位板一11和工艺定位板二13,工艺定位板三14组成,15左右支撑组成。分为定位装置和支撑装置两部分。
16.两个管支撑3的一端旋合螺母,两个管支撑3上的螺母支撑在底板表面上,通过旋转螺母可以调整管支撑3的高度,两个管支撑3的另一端与斜压体4固定连接。斜压体4为对称结构,斜压体4的两端为折弯结构,斜压体4的两端各旋合一个斜压头5。支撑杆15的两端各旋合一个螺母,两个支撑杆15均放置在塔体内。工作时,通过旋转旋合螺母使斜压头5的端面与塔体的前面板内表面接触;两个支撑杆15的两端分别顶在塔体的两侧面板的内表面上,起到夹紧作用。
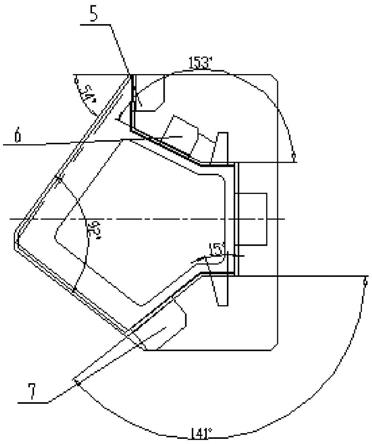
17.管支撑3、斜压体4、斜压头5和定位块13构成前面板支撑装置。斜压体4距离中心线左右两侧50mm处增加两个直径为50mm的孔用于放置管支撑3,管支撑3用于定位斜压体4的平衡和高度,斜压体4的两端分别安装两个斜压头5,折弯结构相对支撑板17中心线的角度为162
°
,斜压头5用于顶住前面板起到固定角度的作用。
18.6个定位板6为塔体的主要定位,焊接的方式固定在底板1的上表面上,使塔体各零件均能找到定位面,保证塔体的外形尺寸。支撑和定位共同配合,点焊时支撑部分可防止塔体变形起到刚性固定的作用,使塔体满足工艺要求的尺寸要求。
19.本实用新型使用时,
20.1、将塔体底板随形放置在底板1上,点焊在底板1上进行固定;
21.2、利用本实用新型的前后支撑将塔体前面板和后面板分别固定,将塔体的前后面板与塔体的底板连接处进行点焊;
22.3、利用本实用新型左右支撑将塔体左侧板和右侧板固定,将塔体的左侧板和右侧板与塔体的底板连接处进行点焊;
23.4、最后将塔体顶板放置在塔体前面板、塔体左侧板和塔体右侧板上方,固定好,进行点焊。
技术特征:
1.一种防护型枪塔焊接工具,其特征是:所述焊接工具包括底板(1)、定位板(6)、压紧斜块(2)、管支撑(3)、支撑板(17)、斜压体(4)、斜压头(5)、工艺板和多个工艺定位板;八个定位板(6)均固定在底板(1)上,八个定位板的定位面分别与塔体的两个侧面板外表面接触,工艺定位板三(14)固定在底板(1)上,且工艺定位板三(14)与塔体的前面板外表面接触,定位块(13)固定在底板表面的中心纵截面上,两个支撑板(17)的一端分别固定在定位块(13)的两端上,两个支撑板(17)的另一端各旋合一个螺母,一个支撑板(17)的螺母与塔体的前面板内表面接触,另一个支撑板(17)的螺母顶在塔体的后面板内表面上;工艺定位板一(11)固定在底板(1)上表面上,工艺定位板一(11)的一端表面与塔体的后面板外表面接触,工艺板三(7)通过螺母支撑在底板(1)上表面上,压紧斜块(2)固定在工艺板三(7)上,工艺板二(8)固定在工艺板三(7)上,工艺板二(8)与另一个支撑板(17)旋合,压紧斜块(2)与塔体后面板的内表面接触;两个管支撑(3)的一端旋合螺母,两个管支撑(3)上的螺母支撑在底板表面上,两个管支撑(3)的另一端与斜压体(4)固定连接,斜压体(4)为对称结构,斜压体(4)的两端为折弯结构,斜压体(4)的两端各旋合一个斜压头(5),支撑杆(15)的两端各旋合一个螺母,两个支撑杆(15)均放置在塔体内,工作时,通过旋转旋合螺母使斜压头(5)的端面与塔体的前面板内表面接触;两个支撑杆(15)的两端分别顶在塔体的两侧面板的内表面上。
技术总结
本实用新型涉及一种防护型枪塔焊接工具。该焊接工具包括底板1、定位板6、压紧斜块2、管支撑3、支撑板17、斜压体4、斜压头5、工艺板和多个工艺定位板;8个定位板的定位面分别与塔体的2个侧面板外表面接触,工艺定位板三14与塔体的前面板外表面接触,2个支撑板17的螺母分别与塔体的前面板和后面板内表面接触;工艺定位板一11的一端表面与塔体的后面板外表面接触,压紧斜块2与塔体后面板的内表面接触;斜压体4的两端与塔体的前面板内表面接触;本实用新型具有良好的刚性,能够抵抗塔体焊接带来的变形,提高定位精度。提高定位精度。提高定位精度。
技术研发人员:陈重 龚太彦 杨海军 王勇 周佳慧 张建中 黄俊清 于国超 刘哲 石砚东 彭志国 杜昊 贾慧芳 付中华 刘亚楠 傅岩 葛建昆 王义良 刘波
受保护的技术使用者:内蒙古一机集团瑞特精密工模具有限公司
技术研发日:2020.11.12
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。