机动车辆的带有加强件的上部和下部结构部分的组装方法
1.本发明要求于2019年4月8日提交的序列号为1903732的法国申请的优先权,该申请的内容(文字、附图和权利要求)通过引用合并于此。
技术领域
2.本发明涉及机动车辆下部和上部结构部分的组装。
背景技术:
3.如本领域技术人员所知,许多机动车辆的制造需要实施一种组装方法以将下部和上部结构部分彼此组装,所述下部和上部结构部分用于限定这些机动机车的结构(或车身)。
4.在一些机动车辆中,所述下部结构部分(有时称作底座)包括相面对的两个第一后部侧向壁,所述两个第一后部侧向壁分别限定两个轮拱,并且在所述两个第一后部侧向壁的内表面上固定地一体连结有两个侧向加强元件,所述两个侧向加强元件每个包括自由端部,并且所述上部结构部分(有时称作上层结构)包括相面对的两个第二后部侧向壁,所述两个第二后部侧向壁用于分别与所述第一后部侧向壁的上部部分固定地一体连结。
5.在下部和上部结构部分的组装期间,通过焊接将第一后部侧向壁与相关联的第二后部侧向壁固定地一体连结。然后,将加强件与每个侧向加强元件的自由端部并且与相关联的每个第二后部侧向壁固定地一体连结,该加强件专用于固定用于锁定后部座椅椅背的锁定件并且用于减小该结构的扭转幅度。该固定式一体连结由至少一个技术人员通过拧紧多个螺钉(通常为六个)在该结构的每个侧向侧上实施。由于不良的人体工程学原因,拧紧螺钉对每个技术人员来说非常难以实施。另外,拧紧螺钉是耗时的且因此是昂贵的。
6.然后,需将加强件一体连结在每个第二后部侧向壁的内表面上,该加强件专用于固定安全带的回位件。由于不良的人体工程学原因,该一体连结对于至少一个技术人员来说也非常难以实施,并且进一步增加了组装阶段的时长。
技术实现要素:
7.因此,本发明的目的在于改善这种情况。
8.本发明为此尤其提供了一种用于能够组装机动车辆的下部结构部分和上部结构部分的方法,所述下部结构部分包括相面对的两个第一后部侧向壁,所述两个第一后部侧向壁分别限定两个轮拱,并且在所述两个第一后部侧向壁的内表面上固定地一体连结有两个侧向加强元件,所述两个侧向加强元件每个包括自由端部,并且,所述上部结构部分包括相面对的两个第二后部侧向壁,所述两个第二后部侧向壁用于分别与所述第一后部侧向壁的上部部分固定地一体连结。
9.该组装方法的特征在于包括:
10.‑
第一步骤,其中,将第一零件与每个侧向加强元件的自由端部固定地一体连结,
所述第一零件专用于固定用于锁定后部座椅椅背的锁定件,并且将第二零件与所述第二后部侧向壁中的每个的内表面固定地一体连结,所述第二零件专用于固定安全带的回位件,以及
11.‑
第二步骤,其中,通过焊接将所述第一零件与所述第二零件并且将所述第一后部侧向壁与所述第二后部侧向壁固定地一体连结,从而将所述下部结构部分和所述上部结构部分组装在一起。
12.所述车辆的结构因此包括在两个侧向侧中的每个上的双重加强件,所述双重加强件通过第一零件与第二零件的固定式一体连结而获得,并且确保了锁定件和回位件的固定。
13.根据本发明的组装方法可包括可单独或组合采用的其它特征,尤其是:
14.‑
可使用两对第一零件和第二零件,所述两对第一零件和第二零件相对于所述机动车辆的竖直方向在同一方向上倾斜并且彼此间隔开。在该情况下,在所述第二步骤中,在实施固定式一体连结之前,可将每对的所述第一零件贴合同一对的所述第二零件;
15.‑
在所述第二步骤中,在通过焊接实施固定式一体连结之前,可通过焊接钳实施所述贴合;
16.‑
在所述第二步骤中,在所述组装之后,每个第一零件可几乎完全覆盖相关联的所述第二零件;
17.‑
在所述第一步骤中,可将用于锁定后部座椅椅背的锁定件与每个第一零件固定地一体连结;
18.‑
在所述第一步骤中,可通过拧紧螺钉或焊接将每个锁定件与每个第一零件固定地一体连结;
19.‑
在所述第一步骤中,可将安全带的回位件与每个第二零件固定地一体连结;
20.‑
在所述第一步骤中,可通过拧紧螺钉或焊接将每个回位件与相关联的每个第二零件固定地一体连结。
21.本发明还提供了一种机动车辆,所述机动车辆包括限界出车厢的结构,在所述车厢中安装有至少一个后部座椅,并且所述结构包括下部结构部分和上部结构部分,所述下部结构部分和所述上部结构部分通过实施上述类型的组装方法彼此组装。
附图说明
22.通过阅读以下详细说明和附图,本发明的其它特征和优点将更加清楚,在附图中:
23.‑
图1示意性示出了根据本发明的机动车辆结构的下部结构部分示例的一小部分的透视图,
24.‑
图2示意性示出了用于组装至图1的下部结构部分的上部结构部分示例的一小部分的透视图,
25.‑
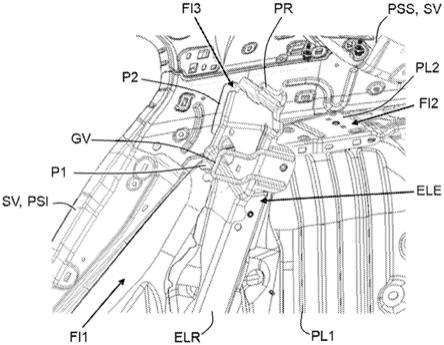
图3示意性示出了在通过实施根据本发明的组装方法组装之后的图1和图2的下部和上部结构部分的透视图,以及
26.‑
图4示意性示出了实施根据本发明的组装方法的算法示例。
具体实施方式
27.本发明的目的尤其在于提供一种方法,该方法用于能够将机动车辆的下部结构部分psi和上部结构部分pss组装至第一加强件p1和第二加强件p2。
28.在下文中,作为非限制性示例,认为机动车辆是轿车。但本发明并不限于该类型的机动车辆。实际上,本发明涉及包括限界出车厢的结构的任何机动车辆,在该车厢中安装有至少一个后部座椅,并且该结构包括需彼此组装的下部结构部分和上部结构部分。因此,本发明还涉及例如单体车、跨界车(crossover)和运动型多用途车辆(suv)。
29.图1和图2上分别示意性示出了(需彼此组装以构成机动车辆的结构(或车身)的一部分的)下部结构部分psi和上部结构部分pss的一部分的实施例。更确切地,图1上示出了下部结构部分(或底座)psi的右后部部分,图2上示出了上部结构部分(或上层结构)pss的右后部部分。
30.如图1上部分所示,下部结构部分psi包括在未来的(机动)车辆的两个侧向侧上相面对的两个第一后部侧向壁pl1,所述两个第一后部侧向壁分别限定两个轮拱。注意到,在此处仅示出右侧的第一后部侧向壁pl1。
31.每个第一后部侧向壁pl1优选地由金属板(例如由钢或由铝)制成,并且包括内表面fi1,该内表面朝向车厢的内部定向,并且其上固定地一体连结有侧向加强元件elr,所述侧向加强元件包括自由端部ele。该固定式一体连结优选地通过焊接实施。
32.如图2上部分所示,上部结构部分pss包括在未来的(机动)车辆的两个侧向侧上相面对的两个第二后部侧向壁pl2,所述两个第二后部侧向壁用于分别与两个第一后部侧向壁pl1的上部部分固定地一体连结。注意到,此处仅示出了右侧的第二后部侧向壁pl2。还注意到,每个(右侧或左侧的)第二后部侧向壁pl2可为本领域技术人员有时称为的车身后侧板(或侧向板)或后翼部内衬。
33.每个第二后部侧向壁pl2优选地由金属板(例如由钢或由铝)制成,并且包括内表面fi2,所述内表面朝向车厢的内部定向。
34.下部结构部分psi和上部结构部分pss的组装通过实施根据本发明的组装方法来实现,该组装方法包括第一步骤10
‑
20和第二步骤30
‑
40。
35.在第一步骤10
‑
20中,将第一零件p1与每个侧向加强元件elr的自由端部ele固定地一体连结,所述第一零件专用于固定用于锁定后部座椅椅背的锁定件gv,所述后部座椅椅背用于安装在所述车辆的结构的两个侧向侧之间。每个第一零件p1由此构成加强件以固定所述椅背的上部部分。此外,还将第二零件p2与第二后部侧向壁pl2中的每个的内表面fi2固定地一体连结,所述第二零件专用于固定安全带的回位件pr。每个第二零件p2由此构成加强件以固定相关联的回位件pr。
36.第一零件p1和第二零件p2的分别与自由端部ele以及与第二后部侧向壁pl2的固定式一体连结优选地通过焊接实施,这需要第一零件p1和第二零件p2由金属(例如由钢或由铝)制成。
37.注意到,在第一步骤10
‑
20中,可将用于锁定后部座椅椅背的锁定件gv与每个第一零件p1固定地一体连结。该一体连结可实施在第一零件p1与对应的自由端部ele的一体连结之前或之后。
38.优选地,在第一步骤10
‑
20中,可通过焊接将每个锁定件gv与每个对应的第一零件
p1固定地一体连结。
39.还注意到,在第一步骤10
‑
20中,可将安全带的回位件pr与每个第二零件p2固定地一体连结。该一体连结可实施在第二零件p2与对应的第二后部侧向壁pl2的一体连结之前或之后。
40.优选地,在第一步骤10
‑
20中,可通过焊接将每个回位件pr与相关联的(或对应的)每个第二零件p2固定地一体连结。
41.在该组装方法的第二步骤30
‑
40中,通过焊接将第一零件p1与对应的第二零件p2并且将第一后部侧向壁pl1与对应的第二后部侧向壁pl2固定地一体连结,从而将下部结构部分psi和上部结构部分pss组装在一起。
42.因此,所述车辆的结构非常有利地包括在两个侧向侧中的每个上的双重加强件,所述双重加强件通过第一零件p1和第二零件p2的固定式一体连结而获得,并且同时确保了锁定件gv的固定以及回位件pr的固定。此外,这些固定式一体连结通过焊接实施,这些固定式一体连结可有利地由至少一个经编程的机器人实施,这能够至少部分地避免一个或两个技术人员的介入。
43.注意到,可使用两对第一零件p1和第二零件p2,这两对零件相对于所述车辆的竖直方向在同一方向上倾斜并且彼此间隔开。该间隔是考虑了下部结构部分psi和上部结构部分pss的尺寸分散性和接合(或对接)的间隙。这便于上部结构部分pss相对于下部结构部分psi的接合(或对接)。
44.例如,该倾斜角度可在1
°
与45
°
之间。因此,该倾斜角度例如可等于30
°
。
45.在该情况下,在第二步骤30
‑
40中,在实施固定式一体连结之前,将每对(p1,p2)的第一零件p1贴合该同一对的第二零件p2的内表面fi3。例如,在第二步骤30
‑
40中,可在通过焊接实施固定式一体连结之前,通过焊接钳实施该贴合。注意到,每个贴合第二零件p2的内表面fi3的实施可通过使用至少一个机器人完全或部分地自动化,又或通过至少一个技术人员的介入完全或部分地手动化。
46.还注意到,如图3上非限制性所示,在第二步骤30
‑
40中,在组装之后,每个第一零件p1可几乎完全覆盖相关联的第二零件p2。这种几乎完全的覆盖能够增加由第一零件p1和第二零件p2构成的双重加强件的硬度,并且因此显著地减小了该结构的扭转幅度。
47.图4上示意性示出了实施根据本发明的组装方法的算法的非限制性示例。在第一步骤10
‑
20的子步骤10中,将用于锁定后部座椅椅背的锁定件gv与每个第一零件p1并且将安全带的回位件pr与每个第二零件p2固定地一体连结。
48.在第一步骤10
–
20的子步骤20中,将第一零件p1与每个侧向加强元件elr的自由端部ele并且将第二零件p2与第二后部侧向壁pl2中的每个的内表面fi2固定地一体连结。
49.在第二步骤30
‑
40的子步骤30中,将下部结构部分psi与上部结构部分pss接合(或对接),然后开始通过焊接将第一后部侧向壁pl1与对应的第二后部侧向壁pl2固定地一体连结,从而将下部结构部分psi和上部结构部分pss组装在一起。
50.在第二步骤30
‑
40的子步骤30中,将每对(p1,p2)的第一零件p1贴合该同一对的第二零件p2的内表面fi3,然后通过焊接将每个第一零件p1与对应的第二零件p2固定地一体连结。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。