1.本发明涉及磁控管生产设备技术领域,特别是一种阴极组件碳化炉。
背景技术:
2.微波炉发展至今以成为人们日常生活的常用电器设备,其相关技术经历多年的发展已经相当成熟。尤其今年来随着人们生活水平的提高,人们对微波炉的需求也不断增加,也相应刺激了微波炉生产企业进行技术改革,以提高企业的产能。磁控管作为微波炉的核心部件,其生产加工的效率和质量是微波炉生产的重中之重,直接关系到微波炉生产的产能和品质。阴极组件是磁控管的一大组件,作为磁控管的核心产能组件,尤其是阴极灯丝的工艺加工,阴极灯丝本身体积小,需要经过多道复杂的工艺来提高其相应的性能参数,以满足磁控管的使用要求,因此,阴极组件对工艺的要求非常高,其中包含了对阴极组件灯丝的碳化处理工艺,以提高阴极灯丝的性能参数。现有阴极组件碳化工艺处理多为独立进行,自动化水平低,产能低、品质差,不仅需要大量的人工资源,而且流水作业效率低,产品合格率低。
技术实现要素:
3.本发明针对上述问题,提供一种阴极组件碳化炉。本发明的技术方案为:
4.一种阴极组件碳化炉,包括下炉体、上盖体、碳化气源、碳化电源、阴极组件输送线和上下料机器人;所述上盖体滑动设置在所述下炉体上,其内设有若干喷淋支管,所述喷淋支管通过外侧的气管与所述碳化气源连接;所述下炉体内对应所述喷淋支管设置若干组碳化槽,所述碳化槽内设有电极夹片,所述电极夹片与所述碳化电源连接;所述上下料机器人包含夹运阴极组件的机械抓手,用以将所述阴极组件从所述阴极组件输送线上装配到所述碳化槽中或将所述阴极组件从所述碳化槽中卸下至所述阴极组件输送线上。
5.作为本发明进一步地说明,所述阴极组件输送线包括阴极组件工装板,所述阴极组件工装板上设有用于放置阴极组件的定位夹具。
6.更进一步地,所述定位夹具两侧开设夹取缺口,所述阴极组件放置在其上时,阴极组件的k侧管两边从所述夹取缺口伸出。
7.更进一步地,所述机械抓手包含夹取组件,所述夹取组件包括位于中间的定位套筒和分设在所述定位套筒两边的夹杆,所述定位套筒下端向内开设灯丝槽;所述夹杆上端转动安装,由气缸驱动打开或闭合。
8.更进一步地,所述定位套筒滑动安装在所述机械抓手上,两者之间设有抵紧弹簧。
9.更进一步地,所述阴极组件输送线的上料工位上设有阴极引线校准夹具,所述校准夹具设置在所述阴极组件输送线的下侧。
10.更进一步地,所述阴极组件输送线的上料工位上还设置有工件检测传感器,用于所述定位夹具上阴极组件的检测。
11.更进一步地,所述碳化槽采用阵列结构布置在所述下炉体上。
12.更进一步地,所述喷淋支管排列设置在所述上盖体上,所述喷淋支管上开设有用于通气的细密小孔。
13.更进一步地,所述细密小孔沿所述喷淋支管两侧向斜上方成排开设。
14.本发明的有益效果:
15.本发明采用新的结构设计,使阴极组件的碳化处理可以适用流水化作业要求,自动化水平高,有效提高了磁控管阴极组件的碳化加工效率和质量,减少人工投入,降低了企业的生产成本;此外,针对性地设计了多个保护机构,确保阴极组件碳化炉安全稳定地运行,减少产品报废率。
附图说明
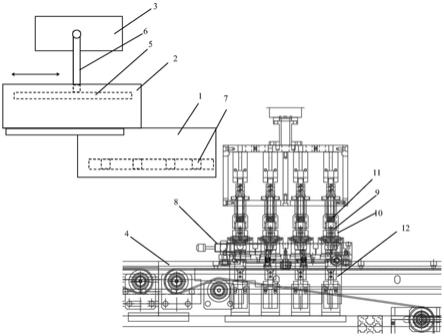
16.图1为本发明整体结构示意图;
17.图2为本发明局部结构放大图。
18.附图标记:下炉体1、上盖体2、碳化气源3、阴极组件输送线4、喷淋支管5、气管6、碳化槽7、阴极组件工装板8、定位套筒9、夹杆10、抵紧弹簧11、校准夹具12。
具体实施方式
19.实施例:
20.下面结合附图对本发明实施例详细的说明,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
21.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
22.一种阴极组件碳化炉,包括下炉体1、上盖体2、碳化气源3、碳化电源、阴极组件输送线4和上下料机器人;所述上盖体2滑动设置在所述下炉体1上,其内设有若干喷淋支管5,所述喷淋支管5通过外侧的气管6与所述碳化气源3连接;所述下炉体1内对应所述喷淋支管5设置若干组碳化槽7,所述碳化槽7内设有电极夹片,所述电极夹片与所述碳化电源连接;所述上下料机器人包含夹运阴极组件的机械抓手,用以将所述阴极组件从所述阴极组件输送线4上装配到所述碳化槽7中或将所述阴极组件从所述碳化槽7中卸下至所述阴极组件输送线4上。运作时,组装好待碳化的阴极组件被所述阴极组件输送线4持续输送至所述阴极组件碳化炉的上料位处,所述上下料机器人执行上料流程,通过所述机械抓手动作,将所输送阴极组件输送线4上待碳化的阴极组件夹起并运送插放入所述碳化槽7内,循环执行上料直至下炉体1内所有碳化槽7内均插放了待碳化的阴极组件。上料完成后所述上盖体2闭合,使上盖体2与下炉体1之间形成密闭碳化腔室,在真空泵的作用下将所述密闭碳化腔室内的空气排空直至达到工艺的真空度要求,然后通过所述喷淋支管5通入碳化气体,执行碳化流程,对阴极组件的灯丝进行碳化处理;碳化完成后打开所述上盖体2,所述上下料机器人执行下料流程,通过所述机械抓手动作,将碳化好的阴极组件夹起并放回至所述阴极组件输送线4上,以送至下一工艺处理。本实施例阴极组件碳化炉的结构设计尤其适用于阴极组件的流水化作业要求,能有效提高阴极组件的碳化效率。
23.作为进一步的说明,本实施例的阴极组件输送线4采用工装板输送结构,包括阴极组件工装板8,如附图所示,所述阴极组件工装板8上设有四个定位夹具,阴极组件放置在所述定位夹具上随所述阴极组件工装板8运行。具体的,所述定位夹具两侧开设夹取缺口,所述阴极组件放置在其上时,阴极组件的k侧管两边从所述夹取缺口伸出,以便机械夹取。
24.对应于此,所述机械抓手包含四组夹取组件,如附图所示,所述夹取组件包括位于中间的定位套筒9和分设在所述定位套筒9两边的夹杆10,所述定位套筒9下端向内开设灯丝槽,以便定位夹取时有对应容纳阴极组件灯丝的空腔;所述夹杆10上端转动安装,由气缸驱动打开或闭合。具体地,所述阴极组件工装板8将待碳化的阴极组件输送到上料位置时,所述机械抓手的四组夹取组件分别对准四个定位夹具并执行下压动作,使定位套筒9抵住阴极组件k侧管内侧,然后所述夹杆10闭合动作,从外向内夹紧所述阴极组件,即可将所述阴极组件运送并对应插入下炉体1上的碳化槽7内,碳化完成后所述机械抓手执行反向动作将碳化槽7内的阴极组件夹回至所述阴极组件工装板8上。
25.本实施例中,所述定位套筒9滑动安装在所述机械抓手上,两者之间设有抵紧弹簧11,即所述定位套筒9在抵紧定位阴极组件的过程中,所述定位套筒9具有一定的活动空间,不至于压坏阴极组件的k侧管,同时通过所述抵紧弹簧11的作用,使所述定位套筒9始终抵紧阴极组件的k侧管,保证定位和抓取效果。
26.参见附图所示,所述阴极组件输送线4的上料工位上设有阴极引线校准夹具12,所述校准夹具12设置在所述阴极组件输送线4的下侧,所述阴极组件工装板8运行至上料工位时刚好位于所述校准夹具12上方。本实施例阴极组件工装板8包含四个定位夹具,因此所述校准夹具12对应设置四组,分别对应所述定位夹具。阴极组件的下侧从所述定位夹具下端伸出,使阴极引线刚好位于所述校准夹具12的动作轨迹上,执行校准动作时,所述校准夹具12在气缸作用下向中间闭合,对所述阴极引线进行一次夹紧动作后松开,从而使阴极组件工装板8上四个阴极组件的方向保持一致,即所述阴极引线的方向位于同一直线上,确保阴极组件的上料能够与碳化槽7内的电极片方向匹配,以使其能够插入所述碳化槽7内且避免阴极组件的损坏。优选的实施方式中,在所述上料工位上还设置有工件检测传感器,用于所述定位夹具上阴极组件的检测。在所述机械抓手执行下料动作后,所述工件检测传感器执行检测动作,如检测到所述阴极组件工装板8的定位夹具有控制,则反馈报警信号,提示操作人员检查是否有遗漏阴极组件未抓取,防止下一轮装配阴极组件在所述碳化槽7内发生叠加,导致产品报废。
27.如附图所示,对应于上述结构,为保证阴极组件碳化炉单次碳化处理的效率,所述碳化槽7采用阵列结构布置在所述下炉体1上,本实施例中所述碳化槽7设置为4排12列,每次上料所述机械抓手将四个阴极组件装配到一列碳化槽7上,执行12次上料动作后完成一个阴极组件碳化炉的上料动作。对应于此,所述喷淋支管5排列设置在所述上盖体2上,所述喷淋支管5两侧向斜上方开设两排细密小孔,碳化时碳化气体从所述细密小孔均匀喷出,确保所述密闭碳化腔室内气体分布的均匀性,提高碳化工艺处理的质量。本实施例中采用甲烷作为碳化气体,所述碳化气源3存储的甲烷在碳化时通过气管6输送到所述喷淋支管5上。
28.以上仅就本发明较佳的实施例作了说明,但不能理解为是对权利要求的限制。本发明不仅局限于以上实施例,其具体结构允许有变化,总之,凡在本发明独立权利要求的保护范围内所作的各种变化均在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。