1.本发明属于机械工程技术领域,具体涉及一种基于硬度法的全自动布氏压痕测量系统校准方法。
背景技术:
2.目前,大多数布氏硬度压痕的测量值是通过普通光学显微镜测量得到的,这种测量方法会引入较大的人为测量误差,而且工作效率比较低。为减少人为误差,提高工作效率,出现了新的测量技术,通过采用先进光电技术和计算机技术对压痕进行精确分析和测量,能够完全剔除人工读数的误差,通过ccd对压痕直径进行数百次次随机扫描后得到平均值,可以在最大程度上消除由于工件表面不平整而导致压痕不规则产生的测量误差,整个测量过程可以在1秒钟内完成。
3.对于金属布氏硬度计,检定规程中包括采用标准刻线尺进行检定/校准的光学显微镜专门检定方法,但是对于采用光电和计算机技术的全自动布氏压痕测量系统,目前没有对检定/校准提出具体要求。
技术实现要素:
4.(一)要解决的技术问题
5.本发明提出一种基于硬度法的全自动布氏压痕测量系统校准方法,以解决如何对全自动布氏压痕测量系统进行校准的技术问题。
6.(二)技术方案
7.为了解决上述技术问题,本发明提出一种基于硬度法的全自动布氏压痕测量系统校准方法,该校准方法包括如下步骤:
8.s1.使用显微镜对选定的标准布氏硬度块上的多个自带压痕进行测量,查表得出每个压痕相应的硬度值,选出与所选定标准布氏硬度块给定硬度值最接近的压痕作为标准压痕;
9.s2.使用待校准全自动布氏压痕测量系统对标准压痕进行多次测量,得出硬度测量结果;
10.s3.计算全自动布氏压痕测量系统的示值重复性和示值误差;
11.s4.将步骤s3计算得到的示值重复性和示值误差与全自动布氏压痕测量系统的技术指标作对比,小于技术指标中的示值重复性要求和示值最大允许误差,则判定为合格,否则判定为不合格。
12.进一步地,在23
±
5℃进行校准,校准时周围环境无振动、无腐蚀性气体。
13.进一步地,步骤s3中,按式(1)计算示值重复性:
[0014][0015]
式中:h
cf
——测量系统示值重复性;
[0016]
h
max
——多次测量中硬度最大值;
[0017]
h
min
——多次测量中硬度最小值;
[0018]
——多次测量硬度值的算术平均值。
[0019]
进一步地,步骤s3中,按式(2)计算示值误差:
[0020][0021]
式中:δ——测量系统示值误差;
[0022]
——所选定标准布氏硬度块给定硬度值;
[0023]
——多次测量硬度值的算术平均值。
[0024]
(三)有益效果
[0025]
本发明提出一种基于硬度法的全自动布氏压痕测量系统校准方法,包括使用显微镜对选定的标准布氏硬度块上的多个自带压痕进行测量,查表得出每个压痕相应的硬度值,选出与所选定标准布氏硬度块给定硬度值最接近的压痕作为标准压痕;使用待校准全自动布氏压痕测量系统对标准压痕进行多次测量,得出硬度测量结果;计算全自动布氏压痕测量系统的示值重复性和示值误差;将计算得到的示值重复性和示值误差与全自动布氏压痕测量系统的技术指标作对比,小于技术指标中的示值重复性要求和示值最大允许误差,则判定为合格,否则判定为不合格。本发明能够解决全自动布氏压痕测量装置无法校准的问题。
具体实施方式
[0026]
为使本发明的目的、内容和优点更加清楚,下面结合实施例,对本发明的具体实施方式作进一步详细描述。
[0027]
本实施例提出一种基于硬度法的全自动布氏压痕测量系统校准方法,该校准方法应在23
±
5℃的环境条件下进行,校准时周围环境应清洁,无振动、无腐蚀性气体。
[0028]
该校准方法包括如下步骤:
[0029]
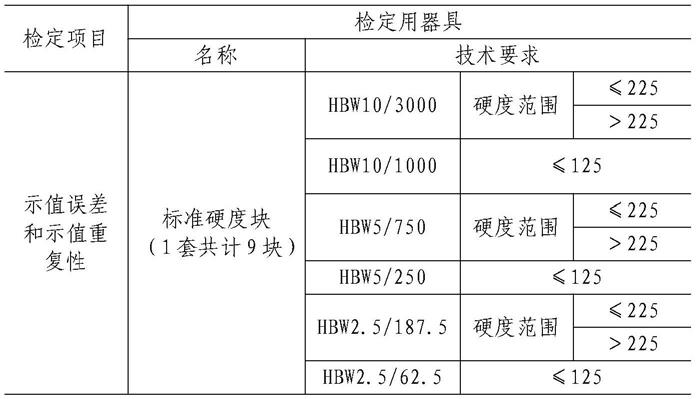
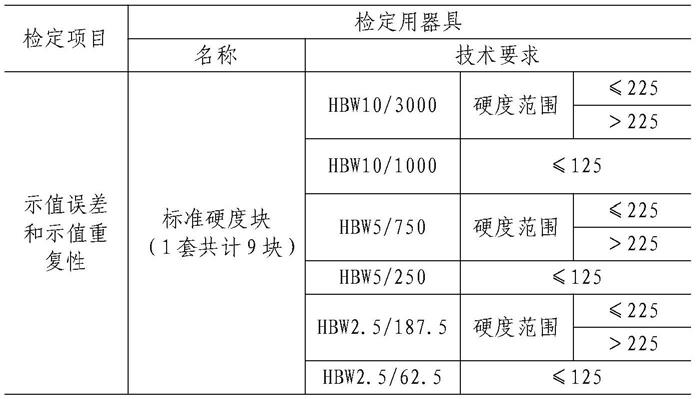
s1.从表1列出的校准方法(硬度法)检定用器具中选定标准布氏硬度块,使用显微镜对选定的标准布氏硬度块上的5个自带压痕进行测量,查表得出每个压痕相应的硬度值,选出与标准布氏硬度块给定硬度值最接近的压痕作为标准压痕。
[0030]
表1校准方法(硬度法)检定用器具
[0031][0032]
s2.使用待校准全自动布氏压痕测量系统对标准压痕测量5次,得出硬度测量结果
[0033]
s3.计算全自动布氏压痕测量系统的示值重复性和示值误差
[0034]
按式(1)计算示值重复性:
[0035][0036]
式中:h
cf
——测量系统示值重复性;
[0037]
h
max
——5点中硬度最大值;
[0038]
h
min
——5点中硬度最小值;
[0039]
——5点中硬度值的算术平均值。
[0040]
按式(2)计算示值误差:
[0041][0042]
式中:δ——测量系统示值误差;
[0043]
——选定标准布氏硬度块的硬度值。
[0044]
s4.将计算得到的示值重复性和示值误差与全自动布氏压痕测量系统的技术指标作对比,小于技术指标中的示值重复性要求和示值最大允许误差,则判定为合格,否则判定为不合格。
[0045]
本实施例中,针对中能布氏压痕测量系统进行校准,校准结果如表2所示,计算得到的示值误差和示值重复性如表3所示,均能够满足表4中对于全自动布氏压痕测量系统的技术指标要求。
[0046]
表2中能布氏压痕测量系统校准结果
[0047][0048]
表3中能布氏压痕测量系统示值误差和示值重复性
[0049][0050][0051]
表4校准方法(硬度法)主要计量特性的技术指标
[0052][0053]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
技术特征:
1.一种基于硬度法的全自动布氏压痕测量系统校准方法,其特征在于,所述校准方法包括如下步骤:s1.使用显微镜对选定的标准布氏硬度块上的多个自带压痕进行测量,查表得出每个压痕相应的硬度值,选出与所选定标准布氏硬度块给定硬度值最接近的压痕作为标准压痕;s2.使用待校准全自动布氏压痕测量系统对标准压痕进行多次测量,得出硬度测量结果;s3.计算全自动布氏压痕测量系统的示值重复性和示值误差;s4.将步骤s3计算得到的示值重复性和示值误差与全自动布氏压痕测量系统的技术指标作对比,小于技术指标中的示值重复性要求和示值最大允许误差,则判定为合格,否则判定为不合格。2.如权利要求1所述的校准方法,其特征在于,在23
±
5℃进行校准,校准时周围环境无振动、无腐蚀性气体。3.如权利要求1所述的校准方法,其特征在于,步骤s3中,按式(1)计算示值重复性:式中:h
cf
——测量系统示值重复性;h
max
——多次测量中硬度最大值;h
min
——多次测量中硬度最小值;——多次测量硬度值的算术平均值。4.如权利要求1所述的校准方法,其特征在于,步骤s3中,按式(2)计算示值误差:式中:δ——测量系统示值误差;——所选定标准布氏硬度块给定硬度值;——多次测量硬度值的算术平均值。
技术总结
本发明提出一种基于硬度法的全自动布氏压痕测量系统校准方法,包括使用显微镜对选定的标准布氏硬度块上的多个自带压痕进行测量,查表得出每个压痕相应的硬度值,选出与所选定标准布氏硬度块给定硬度值最接近的压痕作为标准压痕;使用待校准全自动布氏压痕测量系统对标准压痕进行多次测量,得出硬度测量结果;计算全自动布氏压痕测量系统的示值重复性和示值误差;将计算得到的示值重复性和示值误差与全自动布氏压痕测量系统的技术指标作对比,小于技术指标中的示值重复性要求和示值最大允许误差,则判定为合格,否则判定为不合格。本发明能够解决全自动布氏压痕测量装置无法校准的问题。准的问题。
技术研发人员:李宁 武盼 陈娟丽 杜勤 温志强 邱小矿 苗冬生 陈静 王钊 谢芯雨 邢小淳 高美娜 祁金秋 李利杰 张晶莹 宋娜
受保护的技术使用者:北京北方信恒计量检测技术有限公司
技术研发日:2021.08.24
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。