1.本实用新型涉及电机设备领域,具体的说是指一种用于新能源汽车电机线圈下线机的剥漆装置。
背景技术:
2.新能源汽车是指采用非常规的车用燃料作为动力来源(或使用常规的车用燃料、采用新型车载动力装置),综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。新能源汽车包括纯电动汽车、增程式电动汽车、混合动力汽车、燃料电池电动汽车、氢发动机汽车等。
3.现有应用于新能源汽车的电机线圈,其包括铁芯和穿设于铁芯上的铜线绕组组成,铜线绕组由多根铜线组成,每根铜线的外周需要剥漆。现有的剥漆装置分为第一剥漆装置和第二剥漆装置,该第一剥漆装置和第二剥漆装置分开设置,所述第一剥漆装置用于剥掉铜线的顶面和底面上的漆,所述第二剥漆装置用于剥掉铜线的前侧面和后侧面上的漆。由于第一剥漆装置和第二剥漆装置是分开设置的,这样使得整个剥漆装置的整体占位面积更大。
技术实现要素:
4.本实用新型提供的是一种用于新能源汽车电机线圈下线机的剥漆装置,其主要目的在于克服现有剥漆装置占位面积较大的问题。
5.为了解决上述的技术问题,本实用新型采用如下的技术方案:
6.一种用于新能源汽车电机线圈下线机的剥漆装置,包括安装主板,该安装主板的后端面设有行程气缸,该安装主板的前侧设有前安装板,所述安装主板上设有活动通槽,所述前安装板的后端面设有连接件,该连接件的后端穿过活动通槽与行程气缸的活塞杆连接,所述前安装板的前端面设有左、右布置的第一剥漆装置和第二剥漆装置,所述第一剥漆装置用于剥掉铜线的顶面和底面上的漆皮,所述第二剥漆装置用于剥掉铜线的前侧面和后侧面上的漆皮。
7.所述第一剥漆装置包括与前安装板的前端连接的第一工装,该第一工装设有左右贯通的两第一工作台槽、前后贯通的第一剥漆通道以及第一台阶槽,所述两第一工作台槽分别位于第一剥漆通道的左、右侧,所述第一台阶槽位于两第一工作台槽的上方且与两第一工作台槽连通,所述两第一工作台槽之间设有与其相适配的第一工作台,该第一工作台用于支撑铜线,所述第一台阶槽内设有用于压紧铜线的第一压紧块,所述第一剥漆通道内设有用于剥掉铜线的顶面和底面上的漆皮的第一剥块。
8.所述第一工装的顶面设有第一压紧气缸,该第一压紧气缸的活塞杆朝下且与第一压紧块的顶面连接,所述第一台阶槽内的高度方向上设有第一柱体,该第一柱体的顶面设有第一弹簧槽,该第一弹簧槽内设有第一弹簧,所述第一压紧块设有第一开口槽,所述第一弹簧的顶部与第一开口槽的内顶面相抵触。
9.所述第一工作台的顶面设有左右贯通的第一铜线槽和前后贯通的第一冲漆槽,该第一工作台的底面设有与第一冲漆槽正对且前后贯通的第一冲漆口,所述第一铜线槽的中部底面设有与第一冲漆槽和第一冲漆口连通的第一沉线槽,所述第一冲漆口的内顶面高于第一铜线槽的底面,所述第一剥块开设有第一剥漆槽,该第一剥漆槽将第一剥块分为上剥块和下剥块,所述上剥块位于第一冲漆槽的上方,所述下剥块位于第一冲漆口的内顶面下方,所述第一工装的前侧面设有第一安装架,该第一安装架的前端设有第一移动气缸,该第一移动气缸的活塞杆与第一剥块的前端连接。
10.所述第一工装的后部底面设有与第一剥漆通道连通的出料口。
11.所述第二剥漆装置包括与前安装板的前端连接的第二工装,该第二工装设有左右贯通的两第二工作台槽、上下贯通的第二剥漆通道以及第二台阶槽,所述两第二工作台槽分别位于第二剥漆通道的左、右侧,所述第二台阶槽位于两第二工作台槽的前侧且与两第二工作台槽连通,所述两第二工作台槽之间设有与其相适配的第二工作台,该第二工作台用于支撑铜线,所述第二台阶槽内设有用于压紧铜线的第二压紧块,所述第二剥漆通道内设有用于剥掉铜线的前侧面和后侧面上的漆皮的第二剥块。
12.所述第二工装的前侧面设有第二压紧气缸,该第二压紧气缸的活塞杆朝后且与第二压紧块的前侧面连接,所述第二台阶槽内的宽度方向上设有第二柱体,该第二柱体的前侧面设有第二弹簧槽,该第二弹簧槽内设有第二弹簧,所述第二压紧块设有第二开口槽,所述第二弹簧的前端与第二开口槽的前内侧面相抵触。
13.所述第二工作台的前侧面设有左右贯通的第二铜线槽和上下贯通的第二冲漆槽,该第二工作台的后侧面设有与第二冲漆槽正对且上下贯通的第二冲漆口,所述第二铜线槽的中部后侧面设有与第二冲漆槽和第二冲漆口连通的第二沉线槽,所述第二冲漆口的前侧面位于第二铜线槽的后侧面的前侧,所述第二剥块开设有第二剥漆槽,该第二剥漆槽将第二剥块分为前剥块和后剥块,所述前剥块位于第二冲漆槽的前侧,所述后剥块位于第二冲漆口的前侧面后侧,所述第二工装的顶面设有第二安装架,该第二安装架的顶面设有第二移动气缸,该第二移动气缸的活塞杆与第二剥块的顶面连接。
14.所述安装主板的前侧面设有上、下布置的两滑轨,所述前安装板的后侧面设有分别于两滑轨滑动配合的两滑块。
15.由上述对本实用新型的描述可知,和现有技术相比,本实用新型具有如下优点:本实用新型结构新颖、设计巧妙,所述第一剥漆装置和第二剥漆装置均设于前安装板上,第一剥漆装置先将铜线的顶面和底面上的漆皮剥掉,然后行程气缸带动第一剥漆装置和第二剥漆装置向左移动,第二剥漆装置再将铜线的同个位置进行前侧面和后侧面的漆皮剥掉。本实用新型可达到与现有剥漆装置相同的剥漆效果,同时将第一剥漆装置和第二剥漆装置集于前安装板上,从而节省了剥漆装置的占位空间。
附图说明
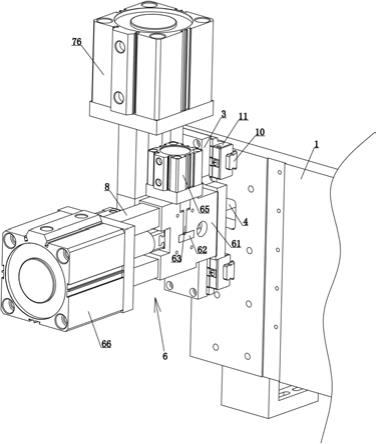
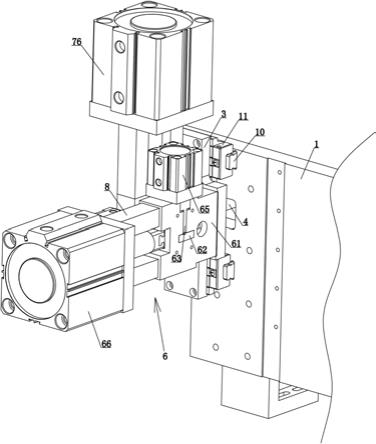
16.图1为本实用新型的结构图。
17.图2为本实用新型在另一角度的结构图。
18.图3为本实用新型在另一角度的结构图。
19.图4为本实用新型第一工装的结构图。
20.图5为本实用新型第一工装在另一角度的结构图。
21.图6为本实用新型第一工作台的结构图。
22.图7为本实用新型第一压紧块的结构图。
23.图8为本实用新型第一剥块的结构图。
24.图9为本实用新型第二工装的结构图。
25.图10为本实用新型第二工装在另一角度的结构图。
26.图11为本实用新型第二工作台的结构图。
27.图12为本实用新型第二压紧块的结构图。
28.图13为本实用新型第二剥块的结构图。
具体实施方式
29.参照图1至图3。一种用于新能源汽车电机线圈下线机的剥漆装置,包括安装主板1,该安装主板1的后端面设有行程气缸2,该安装主板1的前侧设有前安装板3,所述安装主板1上设有活动通槽4,所述前安装板3的后端面设有连接件5,该连接件5的后端穿过活动通槽4与行程气缸2的活塞杆连接。所述前安装板3的前端面设有左、右布置的第一剥漆装置6和第二剥漆装置7,所述第一剥漆装置6用于剥掉铜线的顶面和底面上的漆皮,所述第二剥漆装置7用于剥掉铜线的前侧面和后侧面上的漆皮。
30.参照图1、图4至图8。所述第一剥漆装置6包括与前安装板3的前端连接的第一工装61,该第一工装61设有左右贯通的两第一工作台槽611、前后贯通的第一剥漆通道612以及第一台阶槽613,所述两第一工作台槽611分别位于第一剥漆通道611的左、右侧,所述第一台阶槽613位于两第一工作台槽611的上方且与两第一工作台槽611连通。所述两第一工作台槽611之间设有与其相适配的第一工作台62,该第一工作台62用于支撑铜线,所述第一台阶槽613内设有用于压紧铜线的第一压紧块63,所述第一剥漆通道612内设有用于剥掉铜线的顶面和底面上的漆皮的第一剥块64。
31.参照图1、图4、图5和图7。所述第一工装61的顶面设有第一压紧气缸65,该第一压紧气缸65的活塞杆朝下且与第一压紧块63的顶面连接。所述第一台阶槽613内的高度方向上设有第一柱体614,该第一柱体614的顶面设有第一弹簧槽615,该第一弹簧槽615内设有第一弹簧(图中未示出),所述第一压紧块63设有第一开口槽631,所述第一弹簧(图中未示出)的顶部与第一开口槽631的内顶面相抵触。所述第一弹簧(图中未示出)为第一压紧块63的下压提供缓冲,避免第一压紧块63直接下压而将铜线压变形。
32.参照图1、图4、图5、图6和图8。所述第一工作台62的顶面设有左右贯通的第一铜线槽621和前后贯通的第一冲漆槽622,该第一工作台62的底面设有与第一冲漆槽622正对且前后贯通的第一冲漆口623,所述第一铜线槽621的中部底面设有与第一冲漆槽622和第一冲漆口623连通的第一沉线槽624,所述第一冲漆口623的内顶面高于第一铜线槽621的底面。所述第一剥块64开设有第一剥漆槽641,该第一剥漆槽641将第一剥块64分为上剥块642和下剥块643,所述上剥块642位于第一冲漆槽622的上方,所述下剥块643位于第一冲漆口623的内顶面下方。所述第一工装61的前侧面设有第一安装架8,该第一安装架8的前端设有第一移动气缸66,该第一移动气缸66的活塞杆与第一剥块64的前端连接。所述第一工装61的后部底面设有与第一剥漆通道612连通的出料口616,铜线的顶面和底面的漆皮被剥后从
出料口616掉至机台上。
33.参照图2、图9至图13。所述第二剥漆装置7包括与前安装板的前端连接的第二工装71,该第二工装71设有左右贯通的两第二工作台槽711、上下贯通的第二剥漆通道712以及第二台阶槽713,所述两第二工作台槽711分别位于第二剥漆通道712的左、右侧,所述第二台阶槽713位于两第二工作台槽711的前侧且与两第二工作台槽711连通。所述两第二工作台槽711之间设有与其相适配的第二工作台72,该第二工作台72用于支撑铜线,所述第二台阶槽713内设有用于压紧铜线的第二压紧块73,所述第二剥漆通道712内设有用于剥掉铜线的前侧面和后侧面上的漆皮的第二剥块74。
34.参照图2、图9、图10和图12。所述第二工装71的前侧面设有第二压紧气缸75,该第二压紧气缸75的活塞杆朝后且与第二压紧块73的前侧面连接,所述第二台阶槽713内的宽度方向上设有第二柱体714,该第二柱体714的前侧面设有第二弹簧槽715,该第二弹簧槽715内设有第二弹簧(图中未示出)。所述第二压紧块73设有第二开口槽731,所述第二弹簧(图中未示出)的前端与第二开口槽731的前内侧面相抵触。所述第二弹簧(图中未示出)为第二压紧块73的压紧提供缓冲,避免第二压紧块73直接压紧而将铜线压变形。
35.参照图2、图11和图13。所述第二工作台72的前侧面设有左右贯通的第二铜线槽721和上下贯通的第二冲漆槽722,该第二工作台72的后侧面设有与第二冲漆槽722正对且上下贯通的第二冲漆口723,所述第二铜线槽721的中部后侧面设有与第二冲漆槽722和第二冲漆口723连通的第二沉线槽724,所述第二冲漆口723的前侧面位于第二铜线槽721的后侧面的前侧。所述第二剥块74开设有第二剥漆槽741,该第二剥漆槽741将第二剥块74分为前剥块742和后剥块743,所述前剥块742位于第二冲漆槽722的前侧,所述后剥块743位于第二冲漆口723的前侧面后侧。所述第二工装71的顶面设有第二安装架9,该第二安装架9的顶面设有第二移动气缸76,该第二移动气缸76的活塞杆与第二剥块74的顶面连接。
36.参照图1。所述安装主板1的前侧面设有上、下布置的两滑轨10,所述前安装板3的后侧面设有分别于两滑轨10滑动配合的两滑块11。
37.参照图1至图13。本实用新型的工作原理如下:铜线位于第一铜线槽621和第二铜线槽721上,铜线的顶面露出第一冲漆槽622外、底面露出第一沉线槽624的底部外,前侧面露出第二冲漆槽722的前侧面外、后侧面露出第二沉线槽724的后部外。当要剥铜线的顶面和底面的漆皮时,第一压紧气缸65带动第一压紧块63将铜线压紧,然后第一移动气缸66带动第一剥块64向后移动冲漆,上剥块642、下剥块643分别将铜线的顶面和底面的漆皮剥掉。接着,第一剥块64和第一压紧块63复位,形成气缸2带动第一剥漆装置6和第二剥漆装置7向左移动一段距离,第二压紧气缸75带动第二压紧块73将铜线压紧,第二移动气缸76带动第二剥块74向下冲漆,前剥块742、后剥块743分别将铜线的前侧面和后侧面的漆皮剥掉。最后,第二压紧块73和第二剥块74复位,行程气缸2再带动第一剥漆装置6和第二剥漆装置7向右复位,进行下一段铜线的剥漆;重复上述动作即可实现整条铜线的连续剥漆。上述的自动动作由一控制器控制进行。
38.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。