技术特征:
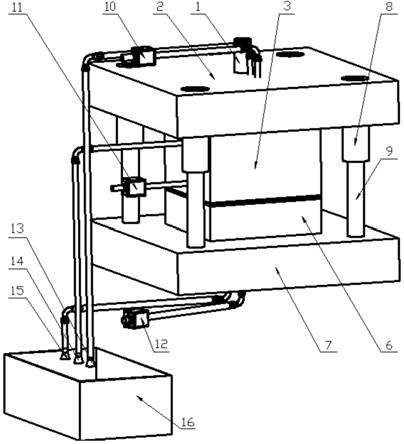
1.一种摩托车曲柄精锻淬火一体式模具,其特征在于,所述的摩托车曲柄精锻淬火一体式模具包含一上模座(2)和一下模座(7),所述的上模座(2)的下部设有一精锻上模(3),所述的下模座(7)的上部设有一精锻下模(6),所述的精锻上模(3)的内部设有一上模模腔(4),所述的精锻下模(6)的内部设有一下模模腔(5),所述的下模座(7)的四角上均设有一导柱(9),所述的上模座(2)的四角上均设有一导套(8),所述的导套(8)与所述的导柱(9)相配合,所述的上模座(2)的上表面上设有一模柄(1),所述的摩托车曲柄精锻淬火一体式模具还包含一第一流体管道(13)、一第二流体管道(14)、一第三流体管道(15)和一流体回收箱(16),所述的第一流体管道(13)和第二流体管道(14)均贯穿所述的精锻上模(3),所述的第三流体管道(15)贯穿所述的精锻下模(6),所述的第一流体管道(13)包含一第一前端口(131)、一第一温度实时测量装置(17)和一第一后端口(132),所述的第一后端口(132)上设有一第一流体控速装置(10),所述的第一温度实时测量装置(17)设置在所述的精锻上模(3)内,所述的第二流体管道(14)包含一第二前端口(141)和一第二后端口(142),所述的第二后端口(142)上设有一第二流体控速装置(11),所述的第三流体管道(15)包含一第三前端口(151)、一第三温度实时测量装置(18)和一第三后端口(152),所述的第三后端口(152)上设有一第三流体控速装置(12),所述的第三温度实时测量装置(18)设置在所述的精锻下模(6)内,所述的第一前端口(131)、第二前端口(141)和第三前端口(151)均伸入所述的流体回收箱(16)。2.根据权利要求1所述的摩托车曲柄精锻淬火一体式模具,其特征在于,所述的第一流体控速装置(10)、第二流体控速装置(11)和第三流体控速装置(12)均包含一流体流量控制阀(1002)。3.一种利用如权利要求2中所述的摩托车曲柄精锻淬火一体式模具对摩托车曲柄进行一次性精锻淬火的成形方法,包含步骤:步骤s1、将粗锻后的高温的摩托车曲柄毛坯置于下模模腔(5)内,利用导柱(9)和导套(8)的导向、支撑和定位作用,精锻上模(3)在压力机的作用下向下运动,与精锻下模(6)完成合模各工序,通过上模模腔(4)和下模模腔(5)的配合作用,实现摩托车曲柄毛坯的精锻过程;步骤s2、向精锻上模(3)和精锻下模(6)内注入冷却流体,冷却流体流经第一流体管道(13)、第二流体管道(14)和第三流体管道(15),并传递到精锻上模(3)和精锻下模(6)的内部,摩托车曲柄毛坯的热量传递到冷却流体中,摩托车曲柄毛坯的温度在短时间内下降到一预定值,实现摩托车曲柄毛坯的淬火过程,在淬火过程中,通过安装在精锻上模(3)和精锻下模(6)内部的第一温度实时测量装置(17)和第三温度实时测量装置(18)实时测量模具温度,并通过控制第一流体控速装置(10)、第二流体控速装置(11)和第三流体控速装置(12)的流体流量来控制流体流速,从而实现精锻上模(3)和精锻下模(6)温度的动态调节。4.根据权利要求3所述的利用摩托车曲柄精锻淬火一体式模具对摩托车曲柄进行一次
性精锻淬火的成形方法,其特征在于,所述的冷却流体为水。
技术总结
本发明公开了一种摩托车曲柄精锻淬火一体式模具及成形方法,包含一上模座和一下模座,所述的上模座的下部设有一精锻上模,所述的下模座的上部设有一精锻下模,所述的精锻上模的内部设有一上模模腔,所述的精锻下模的内部设有一下模模腔,所述的摩托车曲柄精锻淬火一体式模具还包含一第一流体管道、一第二流体管道、一第三流体管道和一流体回收箱。该摩托车曲柄精锻淬火一体式模具通过对摩托车曲柄类零件锻造模具改进,实现了精锻和淬火同步进行的工艺方式,减少了工艺步骤,提高了生产效率,节省了生产成本,更加适合大批量曲柄零件制造。制造。制造。
技术研发人员:陈杰 鲁金忠 王钊 罗开玉 卢海飞
受保护的技术使用者:罡阳轴研科技(灌云)有限公司
技术研发日:2021.08.30
技术公布日:2021/11/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。