1.本发明涉及一种曲柄加工设备,更确切地说,是一种摩托车曲柄精锻淬火一体式模具及成形方法。
背景技术:
2.摩托车曲柄是其发动机中最重要的零件之一,通常采用锻造工艺加工。锻造完成后均需进行合理的淬火处理来提高其硬度和强度。而传统的曲柄类零件精锻再进行淬火处理,这不仅增加了工艺步骤,也增加了工艺成本,降低了生产效率。另外,实际生产中,模具同步冷却要尽可能做到均匀,避免局部温差过大,才能保证“精锻 淬火”后曲柄零件的成形质量,而且现有的技术很难做到此点。
技术实现要素:
3.本发明主要是解决现有技术所存在的技术问题,从而提供一种摩托车曲柄精锻淬火一体式模具及成形方法。
4.本发明的上述技术问题主要是通过下述技术方案得以解决的:
5.本发明的摩托车曲柄精锻淬火一体式模具及成形方法具有以下优点:
6.一种摩托车曲柄精锻淬火一体式模具,其特征在于,所述的摩托车曲柄精锻淬火一体式模具包含一上模座和一下模座,所述的上模座的下部设有一精锻上模,所述的下模座的上部设有一精锻下模,
7.所述的精锻上模的内部设有一上模模腔,所述的精锻下模的内部设有一下模模腔,
8.所述的下模座的四角上均设有一导柱,所述的上模座的四角上均设有一导套,所述的导套与所述的导柱相配合,
9.所述的上模座的上表面上设有一模柄,
10.所述的摩托车曲柄精锻淬火一体式模具还包含一第一流体管道、一第二流体管道、一第三流体管道和一流体回收箱,
11.所述的第一流体管道和第二流体管道均贯穿所述的精锻上模,所述的第三流体管道贯穿所述的精锻下模,
12.所述的第一流体管道包含一第一前端口、一第一温度实时测量装置和一第一后端口,所述的第一后端口上设有一第一流体控速装置,所述的第一温度实时测量装置设置在所述的精锻上模内,
13.所述的第二流体管道包含一第二前端口和一第二后端口,所述的第二后端口上设有一第二流体控速装置,
14.所述的第三流体管道包含一第三前端口、一第三温度实时测量装置和一第三后端口,所述的第三后端口上设有一第三流体控速装置,所述的第三温度实时测量装置设置在所述的精锻下模内,
15.所述的第一前端口、第二前端口和第三前端口均伸入所述的流体回收箱。
16.作为本发明较佳的实施例,所述的第一流体控速装置、第二流体控速装置和第三流体控速装置均包含一流体流量控制阀。
17.一种利用如前述的摩托车曲柄精锻淬火一体式模具对摩托车曲柄进行一次性精锻淬火的成形方法,包含步骤:
18.步骤s1、将粗锻后的高温的摩托车曲柄毛坯置于下模模腔内,利用导柱和导套的导向、支撑和定位作用,精锻上模在压力机的作用下向下运动,与精锻下模完成合模各工序,通过上模模腔和下模模腔的配合作用,实现摩托车曲柄毛坯的精锻过程;
19.步骤s2、向精锻上模和精锻下模内注入冷却流体,冷却流体流经第一流体管道、第二流体管道和第三流体管道,并传递到精锻上模和精锻下模的内部,摩托车曲柄毛坯的热量传递到冷却流体中,摩托车曲柄毛坯的温度在短时间内下降到一预定值,实现摩托车曲柄毛坯的淬火过程,在淬火过程中,通过安装在精锻上模和精锻下模内部的第一温度实时测量装置和第三温度实时测量装置实时测量模具温度,并通过控制第一流体控速装置、第二流体控速装置和第三流体控速装置的流体流量来控制流体流速,从而实现精锻上模和精锻下模温度的动态调节。
20.作为优选,所述的冷却流体为水。
21.该摩托车曲柄精锻淬火一体式模具通过对摩托车曲柄类零件锻造模具改进,实现了精锻和淬火同步进行的工艺方式,减少了工艺步骤,提高了生产效率,节省了生产成本,更加适合大批量曲柄零件制造。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
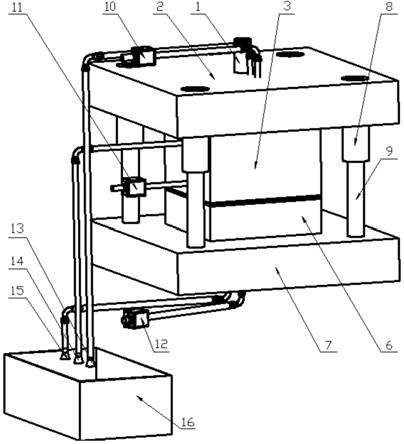
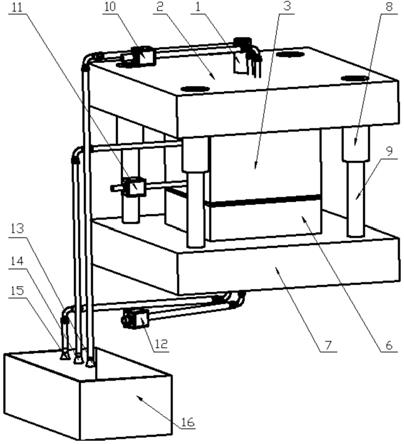
23.图1为本发明的摩托车曲柄精锻淬火一体式模具的结构示意图;
24.图2为图1中的摩托车曲柄精锻淬火一体式模具的精锻上模和精锻下模的结构示意图,此时为分解视图;
25.图3为图1中的摩托车曲柄精锻淬火一体式模具的精锻上模和精锻下模的结构示意图,此时为组合视图;
26.图4为图3中的精锻上模和精锻下模的结构示意图,此时为剖面视图;
27.图5为图1中的摩托车曲柄精锻淬火一体式模具的第一流体管道、第二流体管道和第三流体管道的结构示意图;
28.图6为图1中的摩托车曲柄精锻淬火一体式模具的第一流体控速装置、第二流体控速装置和第三流体控速装置的结构示意图,其中,第一流体控速装置、第二流体控速装置和第三流体控速装置具有相同的结构。
具体实施方式
29.下面结合附图对本发明的优选实施例进行详细阐述,以使本发明的优点和特征能
更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
30.如图1至图6所示,该摩托车曲柄精锻淬火一体式模具包含一上模座2和一下模座7,该上模座2的下部设有一精锻上模3,该下模座7的上部设有一精锻下模6。
31.该精锻上模3的内部设有一上模模腔4,该精锻下模6的内部设有一下模模腔5。
32.该下模座7的四角上均设有一导柱9,该上模座2的四角上均设有一导套8,该导套8与该导柱9相配合、
33.该上模座2的上表面上设有一模柄1。
34.该摩托车曲柄精锻淬火一体式模具还包含一第一流体管道13、一第二流体管道14、一第三流体管道15和一流体回收箱16。
35.该第一流体管道13和第二流体管道14均贯穿该精锻上模3,该第三流体管道15贯穿该精锻下模6,
36.需要说明的是,该第一流体管道13和第二流体管道14依据曲柄锻件特征贯穿精锻上模3,该第三流体管道15依据曲柄锻件特征贯穿精锻下模6。
37.该第一流体管道13包含一第一前端口131、一第一温度实时测量装置17和一第一后端口132,该第一后端口132上设有一第一流体控速装置10,该第一温度实时测量装置17设置在该精锻上模3内。
38.该第二流体管道14包含一第二前端口141和一第二后端口142,该第二后端口142上设有一第二流体控速装置11。
39.该第三流体管道15包含一第三前端口151、一第三温度实时测量装置18和一第三后端口152,该第三后端口152上设有一第三流体控速装置12,该第三温度实时测量装置18设置在该精锻下模6内。
40.该第一前端口131、第二前端口141和第三前端口151均伸入该流体回收箱16。
41.该第一流体控速装置10、第二流体控速装置11和第三流体控速装置12均包含一流体流量控制阀1002。
42.需要说明的是,第一温度实时测量装置17和第三温度实时测量装置18可以为一测温探头,有源探头或无源探头都可以。
43.下面介绍该摩托车曲柄精锻淬火一体式模具的使用方法,包含步骤:
44.步骤s1、将粗锻后的高温的摩托车曲柄毛坯置于下模模腔5内,利用导柱9和导套8的导向、支撑和定位作用,精锻上模3在压力机的作用下向下运动,与精锻下模6完成合模各工序,通过上模模腔4和下模模腔5项目配合作用,实现摩托车曲柄毛坯的精锻过程;
45.步骤s2、向精锻上模3和精锻下模6内注入冷却流体,一般为水。具体地,冷却流体流经第一流体管道13、第二流体管道14和第三流体管道15,并传递到精锻上模3和精锻下模6的内部,摩托车曲柄毛坯的热量传递到冷却流体中,摩托车曲柄毛坯的温度在短时间内下降到一预定值,实现摩托车曲柄毛坯的淬火过程。在淬火过程中,通过安装在精锻上模3和精锻下模6内部的第一温度实时测量装置17和第三温度实时测量装置18实时测量模具温度,并通过控制第一流体控速装置10、第二流体控速装置11和第三流体控速装置12的流体流量来控制流体流速,从而实现精锻上模3和精锻下模6温度的动态调节。
46.该摩托车曲柄精锻淬火一体式模具通过对摩托车曲柄类零件锻造模具改进,实现了精锻和淬火同步进行的工艺方式,减少了工艺步骤,提高了生产效率,节省了生产成本,
更加适合大批量曲柄零件制造。
47.不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。