1.本技术涉及钎焊领域,更具体地说,它涉及一种钎焊助剂浆液的制备方法、钎焊助剂浆液及其应用。
背景技术:
2.钎焊助剂浆液是指通过混合助焊胶黏剂和助焊剂粉末形成的浆状液体混合物;钎焊过程的加热工艺之前,将钎焊助剂浆液通过涂覆设备涂覆在焊接接口处,然后进行加热;加热过程的前段中,钎焊浆液中的胶黏剂挥发或燃烧离开焊接接口,留下钎焊助剂;钎焊助剂在后续的加热过程中起到钎焊助性。
3.这种钎焊助剂浆液能够配合众多自动涂覆设备实现钎焊材料的定量、高速、高稳定性的涂覆,从而能够更好的配合自动化生产线。
4.但是在涂覆工艺中,为了能够更精准的控制,尤其是为了能够得到更小的涂覆量下限,需要尽可能降低浆液的粘度;同时为了避免堵塞涂覆管路也需要尽可能降低粘度;然而降低粘度涂覆出来的钎焊助剂浆液容易产生无序流动,进而容易出现外溢、漫流等现象;钎焊助剂浆液的外溢和漫流等现象对于钎焊结果具有破坏作用,容易使钎焊助性不够,从而容易导致各种钎焊缺陷的出现,还会引起外观不良和污染操作环境的问题。
5.为了解决这一问题,急需提供一种钎焊助剂浆液,在涂覆过程中流动性好、易于涂覆,而涂覆结束后在涂覆位置处不易发生无序流动。
技术实现要素:
6.为了制得一种钎焊用钎焊助剂浆液,具有涂覆过程中流动性好、易于涂覆,而涂覆结束后在涂覆位置处不易发生无序流动的优点,本技术提供一种钎焊助剂浆液的制备方法、钎焊助剂浆液及其应用。
7.第一方面,本技术提供一种钎焊助剂浆液的制备方法,采用如下的技术方案:一种钎焊助剂浆液的制备方法,包括如下步骤:s1、称取重量比为1:20
‑
100的纤维素和水,纤维素溶于水不溶于醇,搅拌至纤维素溶解制得混合液;s2、按重量比为1:5
‑
100称取混合液和醇,经搅拌、蒸馏,制得混合物;s3、按重量比为1:1称取混合物和助焊剂粉末,经搅拌,制得成品钎焊助剂浆液。
8.通过采用上述技术方案,将溶于水不溶于醇的纤维素,先置于水中进行溶解,其制得的混合液具有较好的粘度;然后与醇混合,由于纤维素不溶于醇,则混合液中的水逐渐被醇萃取,使得混合液中的纤维素逐渐析出形成颗粒;配合搅拌操作,纤维素颗粒在外力的剪切作用下形成颗粒度极小的纤维素微粒,纤维素微粒较为均匀的分散在混合物中;配合蒸馏的操作去除混合物中的水分,随着水分的流失混合物逐渐变成纤维素微粒在醇中分散的悬浊液,纤维素的增稠效果基本完全消失,使得混合物粘度减小,从而使得成品钎焊助剂浆液具有较好的流动性,容易涂覆。
9.当钎焊助剂浆液涂覆到钎焊组件接缝位置处后,利用醇类物质的吸湿作用,能够吸收外界环境中的湿气以及外力所添加的水分,使钎焊助剂浆液表面局部水含量提高,纤维素微粒会迅速吸水溶解提高粘度,从而在钎焊助剂浆液表面局部形成粘度非常高的纤维素微粒水溶液;由于钎焊助剂浆液局部粘度非常高,配合纤维素微粒极小的流动性,使混合物中的纤维素微粒在钎焊助剂浆液表面形成了一层高粘度的起到“固化”涂层作用的隔膜。
10.利用隔膜较好的稳定性,使钎焊助剂浆液在钎焊组件接缝位置处的流挂性有所提高,从而使成品钎焊助剂浆液具有涂覆后不易发生无序流动的优点。
11.优选的,所述醇以0.2
‑
5g/s的流速添加到混合液中,搅拌速度为500
‑
1200r/min。
12.通过采用上述技术方案,通过限定醇的添加速度和搅拌速度,使纤维素颗粒形成分散效果良好的纤维素微粒,当涂覆到接缝位置处后,利用纤维素微粒较好的分散效果,使钎焊助剂浆液表面形成较为致密的隔膜,进一步阻止钎焊助剂浆液涂覆结束后在接缝位置处发生无序流动。
13.若添加醇的流速过小,容易使形成的纤维素微粒过小,过小的纤维素微粒吸湿后形成的隔膜较薄,强度较弱,容易使钎焊助剂浆液涂覆后在接缝位置处发生无序流动;若流速过大,容易出现局部醇浓度过高,纤维素分子瞬间析出过多,从而容易形成团聚,致使纤维素微粒颗粒度较大,较大的纤维素微粒不易形成膈膜,同样容易使钎焊助剂浆液涂覆后在接缝位置处发生无序流动;因此,流速控制在0.2
‑
5g/s,能够使钎焊助剂浆液表面形成较为致密的隔膜,进一步阻止钎焊助剂浆液涂覆结束后在接缝位置处发生无序流动。
14.若搅拌速度过小,醇加入后容易造成局部浓度瞬间变高,使纤维素分子析出速度加快,从而容易纤维素微粒颗粒度较大;若搅拌速度过大,容易破坏纤维素分子;因此,限定搅拌速度为500
‑
1200r/min,在保证隔膜形成的同时,使形成的隔膜具有较好的致密度,从而进一步阻止钎焊助剂浆液注射结束后在接缝位置处发生无序流动。
15.优选的,所述纤维素选用羟甲基纤维素、羟丙基甲基纤维素、羟乙基纤维素、羧甲基纤维素中的一种或多种。
16.通过采用上述技术方案,利用纤维素较好的水溶性,醇不溶性,使制得的钎焊助剂浆液粘度较低,容易涂覆;而涂覆结束后,纤维素微粒较好的水溶性,纤维素微粒与水分子接触后容易形成粘度较好的隔膜,从而稳定的附着在钎焊助剂浆液表面,使得钎焊组件上的钎焊助剂浆液不易在钎焊组件上流动,对钎焊助剂浆液具有良好的束缚性。
17.优选的,所述醇选用丙二醇、丙三醇、丁二醇、正丁醇、己二醇中的一种或多种。
18.通过采用上述技术方案,丙二醇、丙三醇、丁二醇、正丁醇、己二醇等沸点均大于水,有利于水分的蒸馏;随着水含量的逐渐降低,纤维素微粒的逐渐形成,混合物的粘度逐渐降低,从而使成品助焊剂浆液具有良好的流动性,便于涂覆。
19.当钎焊助剂浆液涂覆到接缝位置处后,利用钎焊助剂浆液表面醇类物质较好的吸湿性,使钎焊助剂浆液表面的纤维素微粒与水分子接触,纤维素微粒遇水后体积逐渐膨胀,粘度逐渐提高,从而促进钎焊助剂浆液表面隔膜的产生,使钎焊助剂浆液在涂覆到接缝位置处后不容易发生无序流动。
20.第二方面,本技术提供一种钎焊助剂浆液,采用如下的技术方案:一种钎焊助剂浆液,由一种钎焊助剂浆液的制备方法制得。
21.通过采用上述技术方案,制得的钎焊助剂浆液能够用在钎焊领域,钎焊助剂浆液
涂覆过程中,利用其良好的流动性,不易堵塞注射管道;涂覆结束后,钎焊助剂浆液在水分的配合作用下,使钎焊助剂浆液表面形成隔膜,从而使钎焊助剂浆液涂覆结束后不易在接缝位置处发生无序流动。
22.第三方面,本技术提供一种钎焊用钎焊助剂浆液的应用,采用如下的技术方案:一种钎焊助剂浆液的应用,包括如下步骤:将钎焊助剂浆液涂覆至被焊材料焊接接缝位置处,涂覆结束后,在接缝位置处喷水,制得成品钎焊组件。
23.通过采用上述技术方案,当雾化水的小水滴喷涂到被焊材料接缝位置处后,利用钎焊助剂浆液中的醇类物质的吸湿效果,使钎焊助剂浆液中的醇类物质体积加速膨胀,从而进一步促进纤维素微粒吸水溶解,使被焊材料接缝位置处的钎焊助剂浆液表面快速形成膈膜;并且膈膜的致密程度较好,同时具有一定的弹性和韧性,能够更好的阻止接缝位置处钎焊助剂浆液发生无序流动。
24.优选的,采用喷水装置将水喷涂到接缝位置处表面,喷水装置包括支撑架和固接在支撑架上的集水箱,集水箱上固接有抽水泵,抽水泵上固接有喷水管,喷水管上固接有雾化喷头,雾化喷头与喷水管相连通,雾化喷头位于钎焊组件接缝位置处正上方;支撑架上固接有集水槽,集水槽上开设漏水孔,漏水孔位于钎焊组件接缝位置处正上方,漏水孔宽度与钎焊组件接缝位置处宽度相同,雾化喷头喷出的水分穿透漏水孔与钎焊组件接缝位置处相接触。
25.通过采用上述技术方案,将水注入到集水箱中,抽水泵将集水箱中的水分抽至喷水管中,利用喷水管上的雾化喷头将水分喷涂到钎焊组件的接缝位置处表面,水分穿过集水槽上的漏水孔下落至钎焊组件接缝位置处,即雾化喷头喷出的垂直向下的水分下落至钎焊组件的接缝位置处,而雾化喷头朝向四周喷涂的多余水分被集水槽收集,阻止雾化喷头喷出的水分下落到钎焊组件非接缝位置处。
26.当钎焊组件加工成型后,钎焊组件会堆叠放置,若钎焊组件表面非接缝位置处存有水分,则容易使钎焊组件表面发霉,影响钎焊组件的加工性能和使用寿命;所以通过集水槽、漏水孔、喷水管相配合,使得钎焊组件接缝位置处的钎焊助剂浆液表面接触水分,促进钎焊助剂浆液表面隔膜的形成,使钎焊助剂浆液点胶到钎焊组件接缝位置后不易发生无序流动;而钎焊组件表面除点胶位置处无水分附着,保证成品具有良好的加工品质和性能。
27.优选的,所述雾化喷头设置有若干个,若干雾化喷头沿钎焊组件运动方向排布。
28.通过采用上述技术方案,利用若干个雾化喷头对钎焊组件接缝位置处进行喷水,使得雾化水滴较为均匀的与钎焊助剂浆液表面接触,保证成膜速度的同时,进一步保证钎焊助剂浆液表面成膜的致密度,从而使钎焊助剂浆液在接缝位置处不易发生无序流动。
29.综上所述,本技术具有以下有益效果:1、纤维素、水、醇先后搅拌混合配合蒸馏的操作,使得钎焊助剂浆液粘度低,具有较好的流动性,钎焊助剂浆液容易涂覆,有利于进一步降低涂覆量的下限;当钎焊助剂浆液涂覆到钎焊组件接缝位置处后,利用醇类物质的吸湿作用,使钎焊组件接缝位置处钎焊助剂浆液表面形成具有一定弹性的隔膜,利用隔膜的阻隔作用以及较好的稳定性,使接缝位置处的钎焊助剂浆液不易发生无序流动,即涂覆过程中流动性较好、易于涂覆,涂覆结束后在接缝位置处不易发生无序流动。
30.2、限定醇的流速以及搅拌速度,使形成的隔膜较为稳定、致密,能够进一步阻止钎焊助剂浆液涂覆结束后在接缝位置处发生无序流动。
31.3、被焊材料表面的钎焊助剂浆液与雾化水滴接触后,利用钎焊助剂浆液中醇类物质的吸湿效果,进一步促进钎焊助剂浆液中纤维素微粒的溶解,使被焊材料表面的钎焊助剂浆液快速形成膈膜,从而进一步阻止钎焊助剂浆液涂覆结束后在接缝位置处发生无序流动。
32.4、集水槽、漏水孔、喷水管相配合,尽量避免了水喷涂到钎焊组件除接缝位置处的其他位置,从而使钎焊组件表面除接缝位置处无水分附着,保证成品具有良好的加工品质和性能。
附图说明
33.图1是本技术应用例中钎焊组件的结构示意图;图2是本技术应用例中体现喷水装置结构示意图;图3是本技术应用例中为体现集水槽做的示意图;图4是图3的a部放大图。
34.图中:1、钎焊组件;11、铝合金板;12、钎焊助剂浆液;2、支撑台;21、挡板;22、传送带;3、喷水装置;31、集水箱;32、抽水泵;33、喷水管;34、雾化喷头;35、集水槽;351、小槽;352、大槽;353、支撑杆;354、漏水孔;36、支撑架。
具体实施方式
35.以下结合附图和实施例对本技术作进一步详细说明。实施例
36.助焊剂粉末购买于德国solvay公司,型号2805;其他原料及设备均为普通市售。
37.实施例1:一种钎焊助剂浆液的制备方法:s1、称取1kg羟丙基甲基纤维素置于4kg无水乙醇中,在20khz的条件下超声分散3min,然后添加20kg水,混合后在300r/min的转速下搅拌8h,制得混合液;s2、称取5kg丙三醇置于s1制得的混合液中,丙三醇在流速0.2g/s、搅拌速度500r/min的条件下添加到混合液中,然后在80℃条件下蒸馏至粘度不再下降,制得混合物;s3、称取10kg混合物与10kg助焊剂粉末混合,在500r/min的转速下搅拌30min,制得成品钎焊助剂浆液。
38.实施例2:一种钎焊助剂浆液的制备方法:s1、称取1kg羟乙基纤维素置于4kg无水乙醇中,在20khz的条件下超声分散3min,然后添加40kg水,混合后在300r/min的转速下搅拌7h,制得混合液;s2、称取30kg丁二醇置于s1制得的混合液中,丁二醇在流速1g/s、搅拌速度800r/min的条件下添加到混合液中,然后在80℃条件下蒸馏至粘度不再下降,制得混合物;s3、称取10kg混合物与10kg助焊剂粉末混合,在500r/min的转速下搅拌30min,制得成品钎焊助剂浆液。
39.实施例3:一种钎焊助剂浆液的制备方法:s1、称取1kg羟甲基纤维素置于s1制得的混合液中,在20khz的条件下超声分散
3min,然后添加55kg水,混合后在300r/min的转速下搅拌6h,制得混合液;s2、称取65kg丙二醇置于s1制得的混合液中,丙二醇在流速3g/s、搅拌速度1000r/min的条件下添加到混合液中,然后在80℃条件下蒸馏至粘度不再下降,制得混合物;s3、称取10kg混合物与10kg助焊剂粉末混合,在500r/min的转速下搅拌30min,制得成品钎焊助剂浆液。
40.实施例4:一种钎焊助剂浆液的制备方法:s1、称取1kg羧甲基纤维素置于4kg无水乙醇中,在20khz的条件下超声分散3min,然后添加100kg水,混合后在300r/min的转速下搅拌6h,制得混合液;s2、称取100kg正丁醇置于s1制得的混合液中,正丁醇在流速5g/s、搅拌速度1200r/min的条件下添加到混合液中,然后在80℃条件下蒸馏至粘度不再下降,制得混合物;s3、称取10kg混合物与10kg助焊剂粉末混合,在500r/min的转速下搅拌30min,制得成品钎焊助剂浆液。
41.实施例5:本实施例与实施例3的不同之处在于:s2、称取65kg丙二醇一次性添加到1kg混合液中,添加结束后在1000r/min的条件下搅拌5min,制得混合物。
42.实施例6:本实施例与实施例3的不同之处在于:s1、称取1kg羟甲基纤维素添加55kg水,混合后在300r/min的转速下搅拌6h,制得混合液。
43.应用例以下原料中的铝合金板购买于山东环海铝业有限公司生产的2024硬铝板;其他原料及设备均为普通市售。
44.应用例1:一种钎焊用钎焊助剂浆液的应用:将实施例3制备的钎焊助剂浆液注入注射管中,注射针头与注射管相连通,利用注射针头将钎焊助剂浆液注射至铝合金板焊接接缝位置处,注射结束后,在接缝位置处采用喷水枪喷水,喷水枪的枪口距离铝合金板焊接接缝位置处表面40cm,点胶有钎焊助剂浆液的铝合金复合板移动速度为200m/min,制得成品钎焊组件。
45.应用例2:本应用例与应用例1的不同之处在于:接缝位置处采用喷水装置喷水。
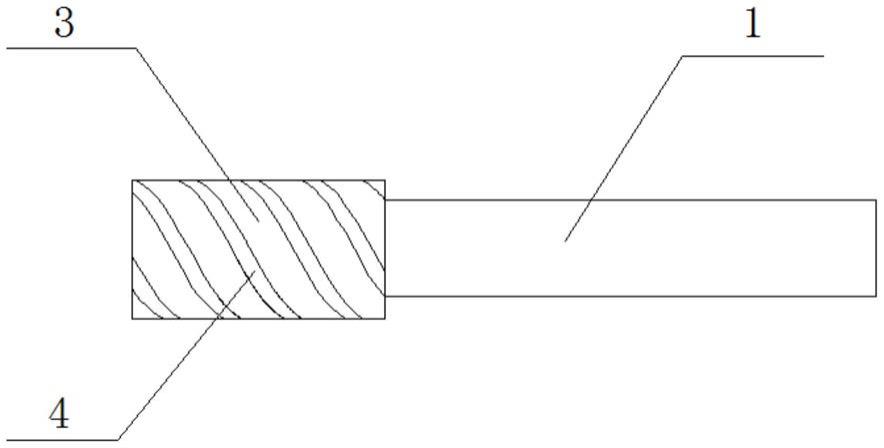
46.参照图1,铝合金板11两端弯折,在对接位置处点胶实施例3制备的钎焊助剂浆液12,钎焊助剂浆液12将铝合金板11两端连接在一起,制得钎焊组件1,钎焊助剂浆液12与铝合金板11两端接触位置表面即为钎焊组件接缝位置处。
47.参照图1和图2,支撑台2上固定连接有两挡板21,两挡板21之间设置有传送带22,钎焊组件1位于传送带22上沿钎焊组件1长度方向运动,钎焊组件1长度方向与挡板21长度方向相同;其中一挡板21上设置有喷水装置3,喷水装置3朝向钎焊组件1表面的钎焊助剂浆液12表面喷水;钎焊组件1在输送过程中喷水装置3对钎焊组件1表面喷水,雾化水与钎焊助剂浆液12表面接触后,使钎焊助剂浆液12表面形成膈膜,使钎焊助剂浆液12在钎焊组件1表面不易流动。
48.参照图3和图4,喷水装置3包括固定连接在挡板21顶部的支撑架36和固接在支撑
架36上的集水箱31,集水箱31上固接有抽水泵32,抽水泵32上固接有喷水管33,喷水管33与集水箱31相连通,喷水管33上固接有10个雾化喷头34,10个雾化喷头34沿钎焊组件1长度方向排布,10个雾化喷头34均与喷水管33相连通,10个雾化喷头34均位于钎焊组件1上钎焊助剂浆液12的正上方,雾化喷头34与钎焊助剂浆液12表面距离为40cm;通过10个雾化喷头34对钎焊组件1表面的钎焊助剂浆液12递进式喷水,加速隔膜形成;雾化喷头34为超声波雾化喷头。
49.参照图3和图4,支撑架36上固接有集水槽35,集水槽35顶部固定连接有两支撑杆353,两支撑杆353均竖直设置,两支撑杆353沿钎焊组件1长度方向排布,喷水管33与两支撑杆353固定连接在一起;集水槽35位于喷水管33和钎焊组件1之间,集水槽35上开设漏水孔354,漏水孔354位于钎焊助剂浆液12的正上方,漏水孔354宽度与钎焊助剂浆液12宽度相同,漏水孔354长度与钎焊组件1长度方向平行,雾化喷头34的喷出的水分穿透漏水孔354与钎焊助剂浆液12表面相接触;利用集水槽35对雾化喷头34喷出的多余水分进行收集,使得雾化喷头34喷出的垂直向下的水分与钎焊助剂浆液12表面相接处,其他位置的水分被阻隔在集水槽35中,避免钎焊组件1表面其他位置处附着有水分,影响成品的加工性能和使用寿命。
50.参照图3和图4,集水槽35包括两个大槽352和两个小槽351,漏水孔354位于两大槽352之间,漏水孔354两侧分别设置有一个大槽352和一个小槽351,大槽352和与其相邻的小槽351固接在一起,小槽351底部所在平面位于大槽352底部所在平面的上方;通过大槽352和小槽351的递进设置,不仅便于对雾化喷头34喷出的水分进行收集,而且利用小槽351相比于大槽352较大的高度,便于操作人员观察钎焊组件1上钎焊助剂浆液12表面雾化水的喷涂情况,保证成品表面除钎焊助剂浆液12位置处无水分附着,从而保证成品的加工性能和使用寿命。
51.喷水装置3实施原理,钎焊组件1被弯折、点胶有钎焊助剂浆液12后,钎焊组件1在传送带22表面朝向靠近喷水装置3的方向运动,抽水泵32将集水箱31中的水分抽至喷水管33中,若干雾化喷头34将喷水管33中的水分喷出,喷出的部分雾化水通过漏水孔354下流至钎焊组件1钎焊助剂浆液12表面,其他水分被集水槽35收集。
52.应用例3:本应用例与应用例2的不同之处在于:钎焊助剂浆液选用实施例1制备的钎焊助剂浆液。
53.应用例4:本应用例与应用例2的不同之处在于:钎焊助剂浆液选用实施例2制备的钎焊助剂浆液。
54.应用例5:本应用例与应用例2的不同之处在于:钎焊助剂浆液选用实施例4制备的钎焊助剂浆液。
55.对比例对比例1:本对比例与实施例3的不同之处在于:s2、称取65kg水置于s1制得的混合液中,水在流速3g/s、搅拌速度1000r/min的条件下添加到混合液中,制得混合物。
56.对比例2:本实施例与实施例3的不同之处在于:称取100kg环氧树脂置于100kg丙酮中,添加10kg乙二胺、10kg聚丙烯酰胺和2kg乙二醇混合,在500r/min的转速下混合搅拌20min,制得成品钎焊助剂浆液。
57.对比例3:本对比例与实施例3的不同之处在于:s1、称取1kg乙基纤维素、55kg水,混合后在300r/min的转速下搅拌6h,制得混合液。
58.对比例4:本对比例与应用例2的不同之处在于:ⅰ将实施例3制备的钎焊助剂浆液注入注射管中,注射针头与注射管相连通,利用注射针头将钎焊助剂浆液注射至铝合金板焊接接缝位置处,注射结束后,置于相对湿度65%的条件下,制得成品钎焊组件。
59.对比例5:本对比例与应用例2的不同之处在于:ⅰ将实施例3制备的钎焊助剂浆液注入注射管中,注射针头与注射管相连通,利用注射针头将钎焊助剂浆液注射至铝合金板焊接接缝位置处,注射结束后,置于相对湿度50%的条件下,制得成品钎焊组件。
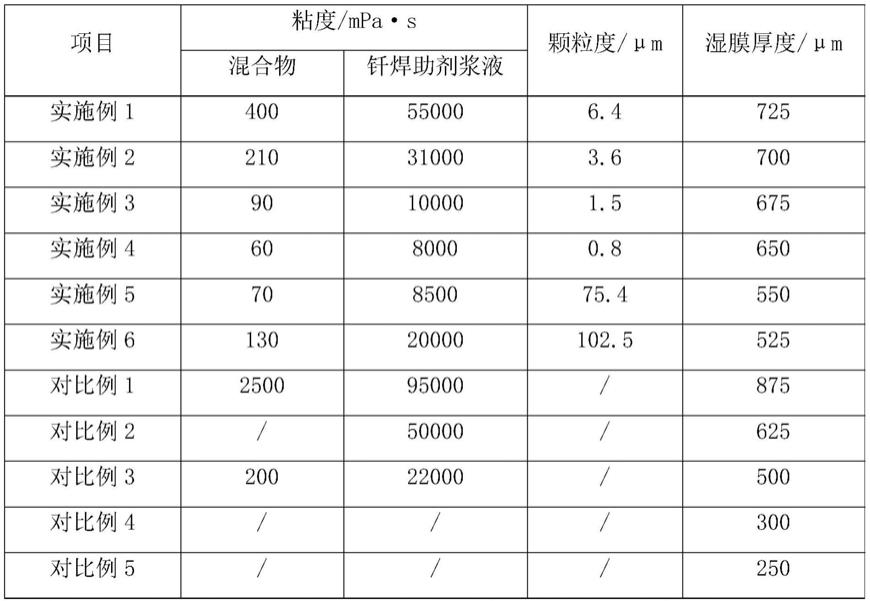
60.性能检测试验1、粘度检测分别采用实施例1
‑
6、对比例1、3的制备方法制备混合物,而采用实施例1
‑
6以及对比例1
‑
3的制备方法制备的成品钎焊助剂浆液;采用gb/t 2794
‑
2013钎焊助剂浆液粘度的测定,单圆筒旋转粘度计法,分别检验混合物、钎焊助剂浆液的粘度,将混合物、钎焊助剂浆液置于20摄氏度的恒温箱内放置2小时,然后用ndj
‑
1粘度计测量,转速为6r/s,转子选用3号转子,记录粘度数据。
61.2、颗粒度检测分别采用实施例1
‑
6的制备方法制备钎焊助剂浆液,制备过程中,制得的混合物即为待测试样,采用激光粒度粒形分析仪检测试样中纤维素微粒的颗粒尺寸,激光粒度粒形分析仪购买于大昌华嘉集团,型号s3500系列,基本型,湿法测量范围0.70
‑
1000μm,采用湿法进样系统,温度25℃,湿度70%,取分布峰值的颗粒度记录纤维素微粒的颗粒尺寸。
62.3、抗流动性检测分别采用实施例1
‑
6以及对比例1
‑
3的制备方法制备钎焊助剂浆液,采用gb/t9264
‑
2012色漆和清漆抗流挂性评定的方法测量湿膜厚度,将喷水装置安装至流挂仪上方,当流挂仪刮涂之后,立即采用应用例2中的喷水装置对湿膜喷水,喷水时长2s,然后,记录实施例1
‑
6、对比例1
‑
5的湿膜厚度。
63.表1性能检测表
结合实施例1
‑
4并结合表1可以看出,不同的原料添加量对混合物的粘度有影响,制得的混合物的粘度较小,则流动性较好,即使添加助焊剂粉末后,钎焊助剂浆液仍具有较好的流动性,在注射钎焊助剂浆液过程中不易产生堵管的现象;并且醇类物质添加速度的不同对成品纤维素微粒的颗粒度尺寸有影响;同时采用喷水装置对钎焊助剂浆液表面进行喷水,具有较好的湿膜厚度,湿膜厚度较大,则抗流挂性较好,实施例3制备的钎焊助剂浆液不仅具有较好的流动性、易于涂覆,在涂覆结束后具有良好的抗流挂性,则喷涂结束后的钎焊助剂浆液在钎焊组件上出现无序流动。
64.结合实施例3和实施例5
‑
6并结合表1可以看出,实施例5制备的混合物和钎焊助剂浆液均具有较好的流动性,使成品钎焊助剂浆液易于涂覆。
65.而实施例5混合物中的纤维素微粒的颗粒度明显大于实施例3,同时实施例5的湿膜厚度明显低于实施例3;说明一次性添加丙二醇,不易使纤维素颗粒形成颗粒度较小的纤维素微粒,而较大颗粒度的纤维素微粒即使与喷水装置喷出的水分相接触,水分子也不易溶解纤维素微粒,从而不易使钎焊助剂浆液表面形成膈膜;膈膜形成效果差,则成品钎焊助剂浆液涂覆后的抗流挂性较差,使钎焊助剂浆液涂覆后容易发生无序流动的情况。
66.实施例6在制备钎焊助剂浆液过程中,直接将羟甲基纤维素添加到水中,进行搅拌混合,相比于实施例3,实施例6中混合物、钎焊助剂浆液的粘度均高于实施例3对应的混合物、钎焊助剂浆液的粘度,并且实施例6的颗粒度大于实施例3,同时实施例6的湿膜厚度小于实施例3;说明纤维素在溶解过程中,如不经分散处理直接与水混合,容易使纤维素形成溶块,溶块的外表面是高粘度的溶体,但是内部却是大量没有与水接触的干燥的纤维素粉末,不仅影响了混合物、钎焊助剂浆液的粘度,而且较大的纤维素溶块不易形成较小的纤维素微粒,当制得的钎焊助剂浆液涂覆到接缝位置处后,钎焊助剂浆液中较大的纤维素颗粒不易吸湿形成膈膜,从而在钎焊助剂浆液涂覆后容易发生无序流动。
67.结合实施例3和对比例1
‑
5并结合表1可以看出,对比例1原料中以同等质量的水替换丙二醇,对比例1混合物、钎焊助剂浆液的粘度均大于实施例3对应的混合物、钎焊助剂浆液的粘度;说明本技术溶于水不溶于醇的纤维素分别与水、醇混合,能够使混合物粘度较小,但是仅以水为溶剂并且无蒸馏操作,使溶于水的羟甲基纤维素粘度增高,从而影响混合物以及成品钎焊助剂的粘度,使钎焊助剂浆液不易涂覆,容易出现堵管的现象。
68.对比例2选用环氧树脂制备钎焊助剂浆液,相比于实施例3,对比例2制备的钎焊助剂浆液粘度较大,说明其流动性差于实施例3,从而使钎焊助剂浆液不易涂覆;而湿膜厚度相比于实施例3相差较小,则说明环氧树脂制备的钎焊助剂浆液具有较好的抗流挂性,结合实施例3和对比例2的对比可知,本技术制备的钎焊助剂浆液具有较好的流动性,易于涂覆,涂覆结束后不易发生无序流动的优点。
69.对比例3在制备钎焊助剂浆液过程中,采用羟乙基纤维素分别与水、醇混合,相比于实施例3,对比例3制备的混合物、钎焊助剂浆液的粘度均大于实施例3对应的混合物、钎焊助剂浆液的粘度,而湿膜厚度明显低于实施例3;说明羟乙基纤维素是溶于醇不溶于水的纤维素,即使经过喷水装置的喷水处理,也不能使钎焊助剂浆液表面形成膈膜,仅仅是依靠自身的粘度维持其抗流挂性;说明本技术采用溶于水不溶于醇的纤维素制备钎焊助剂浆液,在钎焊助剂浆液涂覆结束后,通过喷水装置的喷水作用使得钎焊助剂浆液表面形成膈膜,从而使涂覆后的钎焊助剂浆液不易发生无序流动。
70.对比例4点胶涂覆钎焊助剂浆液后,将钎焊组件置于相对湿度65%的条件下,不进行喷水装置的喷水处理,相比于实施例3,对比例4的湿膜厚度明显低于实施例3;说明喷水装置的喷水效果,能够有效促进钎焊助剂浆液表面隔膜的形成,相比于湿度环境下的湿气具有促进隔膜形成的效果,较为致密的隔膜的形成,使钎焊助剂浆液在涂覆后不易出现无序流动的情况。
71.对比例5点胶涂覆钎焊助剂浆液后,将钎焊组件置于相对湿度50%的条件下,不进行喷水装置的喷水处理,相比于实施例3和对比例4,说明适当湿度环境下的湿气能够促进钎焊助剂浆液涂覆后表面形成膈膜,但是喷水操作能够进一步促进钎焊助剂浆液涂覆后表面形成膈膜,而在相对湿度50%及以下的条件下钎焊助剂浆液涂覆后其表面不易形成隔膜,不易形成膈膜的钎焊助剂浆液在涂覆结束后容易发生无序流动的情况。
72.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。