1.本技术涉及上位机监控技术领域,具体涉及一种基于上位机的监控系统和方法。
背景技术:
2.3d打印机的3d打印,又称三维打印,即为快速成形技术的一种,它是运用粉末状金属或塑料等可粘合材料,通过一层又一层的多层打印方法,构造零对象。模具制造、工业设计用于建造模型,现正发展成产品制造,形成“直接数字化制造”。一些高价值应用(如髋关节或牙齿,或飞机零部件)已经有打印而成的零部件发生。
3.而在3d打印期间,目前普遍就是将需要打印的文件导入3d打印机中直接进行打印即可,而在3d打印期间,其3d打印机的舱室内的压力、3d打印机的舱室内成型缸上基板的温度、3d打印机的舱室内氧气含量、3d打印机的舱室内成型缸的移动距离、3d打印机的料缸的移动距离、3d打印机的刮刀的移动距离、3d打印机的舱室内成型缸的速度、3d打印机的料缸的速度与3d打印机的刮刀的速度信息均无法得到即时监控。3d打印机的舱室内的压力、3d打印机的舱室内成型缸上基板的温度、3d打印机的舱室内氧气含量、3d打印机的舱室内成型缸的移动距离、3d打印机的料缸的移动距离、3d打印机的刮刀的移动距离、3d打印机的舱室内成型缸的速度、3d打印机的料缸的速度或3d打印机的刮刀的速度信息就是3d打印机部件信息。
4.即时监控就要把3d打印机部件信息即时的传递到上位机中显示,而在具体运用中,往往要能把3d打印机部件信息与部件附加信息传递至工控机这样的上位机,经上位机运用部件附加信息对3d打印机部件信息执行注明,以此符合监控人员对于3d打印机部件信息处置的要求。
5.在对3d打印机部件信息执行注明时,要求把3d打印机部件信息和部件附加信息在时点上执行对准;但是,3d打印机部件信息的信息长度往往远超部件附加信息的信息长度,在信息传递性能发生抖动,3d打印机部件信息和部件附加信息的协调性能会降低,于是使得3d打印机部件信息的注明性能不佳。
技术实现要素:
6.为解决上述问题,本技术给出了一种基于上位机的监控系统及传递方法,有效避免了现有技术中3d打印机部件信息无法得到即时监控、在信息传递性能发生抖动时3d打印机部件信息和部件附加信息的协调性能会降低、使得3d打印机部件信息的注明性能不佳的缺陷。
7.为了克服现有技术中的不足,本技术给出了一种基于上位机的监控系统及传递方法的解决方案,具体如下:一种基于上位机的监控系统,包括:3d打印机部件信息收集部件、控制器、无线通信模块和处在无线网中的上位机;所述3d打印机部件信息收集部件包括:设于3d打印机的舱室内的压力传感器、设
于3d打印机的舱室内成型缸上基板上的温度传感器、设于3d打印机的舱室内的氧气含量传感器、设于3d打印机的舱室内成型缸上的位移传感器、设于3d打印机的料缸上的位移传感器、设于3d打印机的刮刀上的位移传感器、设于3d打印机的舱室内成型缸上的速度传感器、设于3d打印机的料缸上的速度传感器和设于3d打印机的刮刀上的速度传感器;所述3d打印机部件信息收集部件和无线通信模块均同控制器相连,所述控制器经由无线通信模块和处在无线网中的上位机相连;运行在所述控制器上的单元包括:收取单元、处置单元一与确定单元;收取单元,用于连续收取要传递的现时3d打印机部件信息与现时部件附加信息;处置单元一,用于在收取到现时3d打印机部件信息时,对现时3d打印机部件信息执行事先处置,来构造同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组;收取单元,还用于把若干3d打印机部件信息的信息分组传进信息链路来添进要传递的信息组,以此经由信息链路把现时3d打印机部件信息传递到上位机;确定单元,用于在收取到现时部件附加信息时,确定现时部件附加信息是不是无误。
8.处置单元一,还用于如果现时部件附加信息无误,对现时部件附加信息执行事先处置,来构造同现时部件附加信息相应的部件附加信息的信息分组;收取单元,还用于把部件附加信息的信息分组传进信息链路以添进要传递的信息组,以此经由信息链路把现时部件附加信息传递到上位机。
9.所述处置单元一包括:3d打印机部件信息分解单元,用于依照事先设定的子信息大小对现时3d打印机部件信息执行分解处置,得到同现时3d打印机部件信息相应的若干3d打印机部件信息的子信息;3d打印机部件信息包装单元,用于各个3d打印机部件信息的子信息包装成信息分组,且在包装而得的信息分组中添加3d打印机部件信息的标记信息,来形成同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组。
10.确定单元能包括:执行单元,用于确定在现时部件附加信息前收取的头一个信息是3d打印机部件信息或是部件附加信息。
11.确定单元,用于如果是3d打印机部件信息,就确定现时部件附加信息无误;如果现时部件附加信息前收取的头一个信息是3d打印机部件信息,那么现时部件附加信息无误。
12.确定单元还用于,如果是部件附加信息,就确定现时部件附加信息无效。
13.所述处置单元一包括部件附加信息包装单元,部件附加信息包装单元用于:把现时部件附加信息包装成信息分组,且在包装而得的信息分组内添加部件附加信息的标记信息,来构造同现时部件附加信息相应的部件附加信息的信息分组。
14.处置单元一还用于:如果现时部件附加信息无效,就清除现时部件附加信息。
15.运行在所述上位机上的单元包括:获得单元和处置单元二;获得单元,用于经由信息链路连续收取要传递的信息组;
处置单元二,用于依照要传递的信息组中各个信息分组的前后次序,解码出要传递的信息组中3d打印机部件信息和部件附加信息。
16.一种基于上位机的监控系统的方法,包括如下步骤:步骤1:3d打印机部件信息收集部件把收集来的3d打印机部件信息传送到控制器中;进一步的,所述3d打印机部件信息包括:设于3d打印机的舱室内的压力传感器、设于3d打印机的舱室内成型缸上基板上的温度传感器、设于3d打印机的舱室内的氧气含量传感器、设于3d打印机的舱室内成型缸上的位移传感器、设于3d打印机的料缸上的位移传感器、设于3d打印机的刮刀上的位移传感器、设于3d打印机的舱室内成型缸上的速度传感器、设于3d打印机的料缸上的速度传感器或设于3d打印机的刮刀上的速度传感器分别收集的3d打印机的舱室内的压力、3d打印机的舱室内成型缸上基板的温度、3d打印机的舱室内氧气含量、3d打印机的舱室内成型缸的移动距离、3d打印机的料缸的移动距离、3d打印机的刮刀的移动距离、3d打印机的舱室内成型缸的速度、3d打印机的料缸的速度或3d打印机的刮刀的速度信息。
17.步骤2:所述控制器把3d打印机部件信息和部件附加信息传递到上位机中;步骤3:所述上位机收取了3d打印机部件信息和部件附加信息后,就把该3d打印机部件信息和部件附加信息执行显示;所述步骤2的方法运用在同上位机构造信息链路的控制器上,其具体包括:步骤2
‑
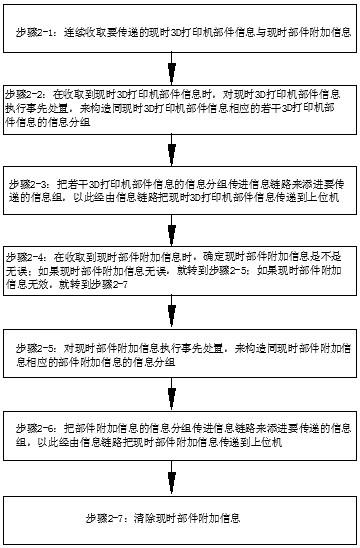
1:连续收取要传递的现时3d打印机部件信息与现时部件附加信息;步骤2
‑
2:在收取到现时3d打印机部件信息时,对现时3d打印机部件信息执行事先处置,来构造同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组;步骤2
‑
3:把若干3d打印机部件信息的信息分组传进信息链路来添进要传递的信息组,以此经由信息链路把现时3d打印机部件信息传递到上位机;步骤2
‑
4:在收取到现时部件附加信息时,确定现时部件附加信息是不是无误;如果现时部件附加信息无误,就转到步骤2
‑
5;如果现时部件附加信息无效,就转到步骤2
‑
7;步骤2
‑
5:对现时部件附加信息执行事先处置,来构造同现时部件附加信息相应的部件附加信息的信息分组;步骤2
‑
6:把部件附加信息的信息分组传进信息链路来添进要传递的信息组,以此经由信息链路把现时部件附加信息传递到上位机;步骤2
‑
7:清除现时部件附加信息。
18.控制器能对收集的源3d打印机部件信息执行减量处置,接着把减量后的源3d打印机部件信息充当现时3d打印机部件信息,且经控制器传递给上位机,所述源3d打印机部件信息就是3d打印机部件信息收集部件传送到控制器的最初3d打印机部件信息。
19.对于控制器收取到的现时3d打印机部件信息,控制器能运用aal5、ule或mpe标准下的信息分组包装方法,对该现时3d打印机部件信息执行事先处置,来构造同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组,且把构造的若干3d打印机部件信息的信息分组送到信息链路来添进要传递的信息组,以此经由该信息链路把现时3d打印机部件信息传递至上位机。
20.对于控制器收取到的现时部件附加信息,控制器能首要确定该现时部件附加信息
是不是无误;如果控制器判定该现时部件附加信息无误,那么控制器能对现时部件附加信息执行事先处置,来构造同现时部件附加信息相应的部件附加信息的信息分组,且把部件附加信息的信息分组传进上述的信息链路以添进要传递的信息组,以此经由该信息链路将现时部件附加信息传递至上位机;如果控制器判定该现时部件附加信息有误,如果控制器判定该现时部件附加信息无效,那么控制器能清除该现时部件附加信息。
21.控制器在运用信息分组的方法把所述现时3d打印机部件信息和现时部件附加信息传递给上位机的期间,控制器传递的信息分组中能包含有一次序码;控制器在对现时3d打印机部件信息和现时部件附加信息执行事先处置的期间,能运用各个信息分组内的次序码标记各个信息在形成时刻上的前后次序;相应的,上位机在收取到信息分组时,能依据收取的要传递的信息组中,各个信息分组的次序码,按序解码出控制器依照前后次序交叉传递的3d打印机部件信息和部件附加信息。
22.在毗邻的二3d打印机部件信息间的相应时段中收取到若干部件附加信息,那么控制器能把相应时隙中收取到的全部部件附加信息中最早收取到的一部件附加信息留住。
23.控制器在执行步骤2
‑
4的期间,控制器能确定该现时部件附加信息前收取的头一个数据为3d打印机部件信息或为部件附加信息;如果头一个信息是3d打印机部件信息,那么控制器能判定该现时部件附加信息无误;如果头一个信息是部件附加信息,那么控制器能判定该现时部件附加信息无效。
24.控制器能运用不一样的标记信息,分别标记现时3d打印机部件信息和现时部件附加信息分别相应的信息分组。
25.控制器在运行步骤2
‑
2的期间,能先依照事先设定的子信息大小对现时3d打印机部件信息执行分解处置,得到同现时3d打印机部件信息相应的若干3d打印机部件信息的子信息。
26.随后,控制器能把各个3d打印机部件信息的子信息包装成信息分组,且在包装而得的信息分组中添加3d打印机部件信息的标记信息,来形成同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组,该若干3d打印机部件信息的信息分组中的各个3d打印机部件信息的信息分组均具有3d打印机部件信息的标记信息;控制器在运行步骤2
‑
6的期间,能把现时部件附加信息包装成信息分组,且在包装而得的信息分组中添加部件附加信息的标记信息,来构造同现时部件附加信息相应的一部件附加信息的信息分组,该部件附加信息的信息分组具有部件附加信息的标记信息。
27.所述步骤3的方法运用在与控制器构造信息链路的上位机,其具体包括:步骤3
‑
1:经由信息链路连续收取要传递的信息组;步骤3
‑
2:依照要传递的信息组中各个信息分组的前后次序,解码出要传递的信息组中3d打印机部件信息和部件附加信息。
28.本发明的有益效果为:本发明的3d打印机部件信息收集部件把收集来的3d打印机部件信息传送到控制器中;所述控制器把3d打印机部件信息和部件附加信息传递到上位机中;所述上位机收取了3d打印机部件信息和部件附加信息后,就把该3d打印机部件信息和部件附加信息执行显示,以此达到即时监控的目的;可把控制器连续收取的要传递的现时3d打印机部件信息和现时部件附加信息传进一信息链路来添进要传递的信息组,以此经由信息链路把现时3d打
印机部件信息与现时部件附加信息传递到上位机,纵然控制器和上位机间具有信息传送阻碍,运用该方法亦能把3d打印机部件信息和部件附加信息依照收取时刻的前后次序传递给上位机,保证在存在迟滞的状态下上位机亦可依照前后次序收取3d打印机部件信息和部件附加信息。有效避免了现有技术中3d打印机部件信息无法得到即时监控、在信息传递性能发生抖动时3d打印机部件信息和部件附加信息的协调性能会降低、使得3d打印机部件信息的注明性能不佳的缺陷。
附图说明
29.图1是本技术的运行在所述控制器上的单元的结构图。
30.图2是本技术的运行在所述上位机上的单元的结构图。
31.图3是本技术的基于上位机的监控系统的方法的步骤1到步骤3的流程图。
32.图4是本技术的基于上位机的监控系统的方法的步骤2
‑
1到步骤2
‑
7的流程图。
33.图5是本技术的基于上位机的监控系统的方法的步骤3
‑
1到步骤3
‑
2的流程图。
具体实施方式
34.下面将结合附图和实施例对本技术做进一步地说明。
35.如图1
‑
图5所示,基于上位机的监控系统,包括:3d打印机部件信息收集部件、控制器、无线通信模块和处在无线网中的上位机;无线通信模块常常是wifi模块,无线网常常是wlan,上位机常常是工控机,控制器常常是单片机或fpga芯片。
36.所述3d打印机部件信息收集部件包括:设于3d打印机的舱室内的压力传感器、设于3d打印机的舱室内成型缸上基板上的温度传感器、设于3d打印机的舱室内的氧气含量传感器、设于3d打印机的舱室内成型缸上的位移传感器、设于3d打印机的料缸上的位移传感器、设于3d打印机的刮刀上的位移传感器、设于3d打印机的舱室内成型缸上的速度传感器、设于3d打印机的料缸上的速度传感器和设于3d打印机的刮刀上的速度传感器;所述3d打印机部件信息收集部件和无线通信模块均同控制器相连,所述控制器经由无线通信模块和处在无线网中的上位机相连;运行在所述控制器上的单元包括:收取单元、处置单元一与确定单元;收取单元,用于连续收取要传递的现时3d打印机部件信息与现时部件附加信息;处置单元一,用于在收取到现时3d打印机部件信息时,对现时3d打印机部件信息执行事先处置,来构造同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组;收取单元,还用于把若干3d打印机部件信息的信息分组传进信息链路来添进要传递的信息组,以此经由信息链路把现时3d打印机部件信息传递到上位机;确定单元,用于在收取到现时部件附加信息时,确定现时部件附加信息是不是无误。
37.处置单元一,还用于如果现时部件附加信息无误,对现时部件附加信息执行事先处置,来构造同现时部件附加信息相应的部件附加信息的信息分组;收取单元,还用于把部件附加信息的信息分组传进信息链路以添进要传递的信息
组,以此经由信息链路把现时部件附加信息传递到上位机。
38.所述处置单元一包括:3d打印机部件信息分解单元,用于依照事先设定的子信息大小对现时3d打印机部件信息执行分解处置,得到同现时3d打印机部件信息相应的若干3d打印机部件信息的子信息;3d打印机部件信息包装单元,用于各个3d打印机部件信息的子信息包装成信息分组,且在包装而得的信息分组中添加3d打印机部件信息的标记信息,来形成同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组。
39.确定单元能包括:执行单元,用于确定在现时部件附加信息前收取的头一个信息是3d打印机部件信息或是部件附加信息。
40.确定单元,用于如果是3d打印机部件信息,就确定现时部件附加信息无误;如果现时部件附加信息前收取的头一个信息是3d打印机部件信息,那么现时部件附加信息无误。
41.确定单元还用于,如果是部件附加信息,就确定现时部件附加信息无效。优选的,如果现时部件附加信息前收取的头一个信息是部件附加信息,那么现时部件附加信息无效。
42.所述处置单元一包括部件附加信息包装单元,部件附加信息包装单元用于:把现时部件附加信息包装成信息分组,且在包装而得的信息分组内添加部件附加信息的标记信息,来构造同现时部件附加信息相应的部件附加信息的信息分组。
43.处置单元一还用于:如果现时部件附加信息无效,就清除现时部件附加信息。
44.运行在所述上位机上的单元包括:获得单元和处置单元二;获得单元,用于经由信息链路连续收取要传递的信息组;处置单元二,用于依照要传递的信息组中各个信息分组的前后次序,解码出要传递的信息组中3d打印机部件信息和部件附加信息。此处,信息分组包含3d打印机部件信息的信息分组与部件附加信息的信息分组,3d打印机部件信息的信息分组具有3d打印机部件信息的标记信息,部件附加信息的信息分组具有部件附加信息的标记信息。
45.基于上位机的监控系统的方法,包括如下步骤:步骤1:3d打印机部件信息收集部件把收集来的3d打印机部件信息传送到控制器中;进一步的,所述3d打印机部件信息包括:设于3d打印机的舱室内的压力传感器、设于3d打印机的舱室内成型缸上基板上的温度传感器、设于3d打印机的舱室内的氧气含量传感器、设于3d打印机的舱室内成型缸上的位移传感器、设于3d打印机的料缸上的位移传感器、设于3d打印机的刮刀上的位移传感器、设于3d打印机的舱室内成型缸上的速度传感器、设于3d打印机的料缸上的速度传感器或设于3d打印机的刮刀上的速度传感器分别收集的3d打印机的舱室内的压力、3d打印机的舱室内成型缸上基板的温度、3d打印机的舱室内氧气含量、3d打印机的舱室内成型缸的移动距离、3d打印机的料缸的移动距离、3d打印机的刮刀的移动距离、3d打印机的舱室内成型缸的速度、3d打印机的料缸的速度或3d打印机的刮刀的速度信息。
46.步骤2:所述控制器把3d打印机部件信息和部件附加信息传递到上位机中;步骤3:所述上位机收取了3d打印机部件信息和部件附加信息后,就把该3d打印机部件信息和部件附加信息执行显示,以此达到即时监控的目的;所述步骤2具体还包括:连续收取要传递的现时3d打印机部件信息与现时部件附加信息,把现时3d打印机部件信息与有用的现时部件附加信息执行事先处置后传进一信息链路来添进要传递的信息组,以此经由信息链路将3d打印机部件信息和部件附加信息传递达到上位机,保证在具有迟滞的状态下,运用该步骤2的方法亦能把3d打印机部件信息和部件附加信息依照其收取时刻的前后次序传递给上位机,保证上位机可依照该收取时刻的前后次序收取3d打印机部件信息和部件附加信息;部件附加信息常常是经控制器收取到3d打印机部件信息时就对该3d打印机部件信息做出的评估,具体能够包含:3d打印机的舱室内的压力是不是超过了其被允许的最高压力值,3d打印机的舱室内成型缸上基板的温度是不是超过了其被允许的最高温度值,3d打印机的舱室内氧气含量是不是超过了其被允许的氧气含量值,3d打印机的舱室内成型缸的移动距离是不是超过了其被允许的最大移动距离值,3d打印机的料缸的移动距离是不是超过了其被允许的最大移动距离值,3d打印机的刮刀的移动距离是不是超过了其被允许的最大移动距离值,3d打印机的舱室内成型缸的速度是不是超过了其被允许的最大速度值,3d打印机的料缸的速度是不是超过了其被允许的最大速度值或3d打印机的刮刀的速度信息是不是超过了其被允许的最大速度值。这样就能起到对3d打印机部件信息的注明的功能。
47.所述步骤2的方法运用在同上位机构造信息链路的控制器上,其具体包括:步骤2
‑
1:连续收取要传递的现时3d打印机部件信息与现时部件附加信息;收取要传递的现时3d打印机部件信息就是控制器收取到3d打印机部件信息收集部件传送来的3d打印机部件信息;收取现时部件附加信息就是经控制器收取到3d打印机部件信息时就对该3d打印机部件信息做出的评估而得到部件附加信息。
48.步骤2
‑
2:在收取到现时3d打印机部件信息时,对现时3d打印机部件信息执行事先处置,来构造同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组;步骤2
‑
3:把若干3d打印机部件信息的信息分组传进信息链路来添进要传递的信息组,以此经由信息链路把现时3d打印机部件信息传递到上位机;步骤2
‑
4:在收取到现时部件附加信息时,确定现时部件附加信息是不是无误;如果现时部件附加信息无误,就转到步骤2
‑
5;如果现时部件附加信息无效,就转到步骤2
‑
7;步骤2
‑
5:对现时部件附加信息执行事先处置,来构造同现时部件附加信息相应的部件附加信息的信息分组;步骤2
‑
6:把部件附加信息的信息分组传进信息链路来添进要传递的信息组,以此经由信息链路把现时部件附加信息传递到上位机;步骤2
‑
7:清除现时部件附加信息。
49.还有就是,因为3d打印机部件信息与部件附加信息的形成时刻常常不一致,所以,在运行步骤2
‑
1的期间,控制器收取的现时3d打印机部件信息和现时部件附加信息间常常具有时点上的前后次序。
50.亦就是:在本发明给出的步骤2的方法内,对于3d打印机部件信息和部件附加信息
来说,控制器能依照收取时刻的前后次序,对部件附加信息和3d打印机部件信息执行处置。
51.此处,要降低控制器传递给上位机的信息长度,控制器能对收集的源3d打印机部件信息执行减量处置,接着把减量后的源3d打印机部件信息充当现时3d打印机部件信息,且经控制器传递给上位机,所述源3d打印机部件信息就是3d打印机部件信息收集部件传送到控制器的最初3d打印机部件信息。
52.正如,本发明中,控制器在收集到最初的源3d打印机部件信息时,能运用就像rle算法对该源3d打印机部件信息执行减量,以此得到要传递的现时3d打印机部件信息,且把该要传递的现时3d打印机部件信息传递至控制器,来降低控制器传递给上位机的信息长度。
53.此处,对于控制器收取到的现时3d打印机部件信息,控制器能运用aal5、ule或mpe标准下的信息分组包装方法,对该现时3d打印机部件信息执行事先处置,来构造同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组,且把构造的若干3d打印机部件信息的信息分组送到信息链路来添进要传递的信息组,以此经由该信息链路把现时3d打印机部件信息传递至上位机;正如,控制器能把收取到的现时3d打印机部件信息包装为3d打印机部件信息的信息分组,且运用就像telnet标准或者telnet标准这样的规范方法传递到上位机,以此经上位机对收取的3d打印机部件信息的信息分组执行解码。
54.还有就是,对于控制器收取到的现时部件附加信息,控制器能首要确定该现时部件附加信息是不是无误,也就是该现时部件附加信息对该3d打印机部件信息做出的评估是不是正确;此处,如果控制器判定该现时部件附加信息无误,那么控制器能对现时部件附加信息执行事先处置,来构造同现时部件附加信息相应的部件附加信息的信息分组,且把部件附加信息的信息分组传进上述的信息链路以添进要传递的信息组,以此经由该信息链路将现时部件附加信息传递至上位机;如果控制器判定该现时部件附加信息有误,如果控制器判定该现时部件附加信息无效,那么控制器能清除该现时部件附加信息,也就是:不把无效的现时部件附加信息传进信息链路来传递到上位机。
55.此处,控制器在运用信息分组的方法把所述现时3d打印机部件信息和现时部件附加信息传递给上位机的期间,控制器传递的信息分组中能包含有一次序码;正如,控制器在形成信息分组时,各个新形成的信息分组内的次序码能比该信息分组的头一个信息分组内的次序码增一,也就是:控制器在包装信息分组时,各包装成一信息分组,就在包装后一个信息分组时,其相应的次序码增一;如此,控制器在对现时3d打印机部件信息和现时部件附加信息执行事先处置的期间,能运用各个信息分组内的次序码标记各个信息在形成时刻上的前后次序;相应的,上位机在收取到信息分组时,能依据收取的要传递的信息组中,各个信息分组的次序码,按序解码出控制器依照前后次序交叉传递的3d打印机部件信息和部件附加信息。
56.也就是说,控制器在事先处置所述3d打印机部件信息与部件附加信息的期间,控制器经由把现时时刻收取的现时3d打印机部件信息或者现时部件附加信息执行事先处置,且传进一信息链路来添进要传递的信息组内,以此经由一信息链路传递至上位机,以此保证3d打印机部件信息和部件附加信息可依照收取时刻的前后次序被传递至上位机。
57.这样,依照本发明给出的以上达成方法,把连续收取的要传递的现时3d打印机部件信息与现时部件附加信息经由一信息链路传递到上位机,纵然控制器和上位机间具有信
息传送阻碍,运用该步骤2的方法亦能把3d打印机部件信息与部件附加信息依照收取时刻的前后次序传递给上位机,保证在具有迟滞的状态下上位机亦可依照前后次序收取3d打印机部件信息和部件附加信息。
58.此处,本发明中,控制器收取的要传递的现时3d打印机部件信息能包含若干在时点上连续的源3d打印机部件信息;正如该要传递的现时3d打印机部件信息在上位机上的显示速度是一秒15个信息,那么现时3d打印机部件信息内各距差不多66ms就具有一3d打印机部件信息。
59.还有就是,本发明中,控制器收取的要传递的现时部件附加信息亦能具有若干个;正如,控制器在连续收取要传递的现时3d打印机部件信息的期间,亦能连续收取现时部件附加信息。
60.此处,优选的,上位机在运用部件附加信息对3d打印机部件信息执行注明时,普遍在很小时段中的部件附加信息,对一3d打印机部件信息的描述的信息为一样或相近的。
61.所以,本发明中,要降低信息的传递量,在毗邻的二3d打印机部件信息间的相应时段中收取到若干部件附加信息,正如3d打印机部件信息一x1与3d打印机部件信息二x2间的时隙中就收取到二部件附加信息y1与y2,那么控制器能把相应时隙中收取到的全部部件附加信息中最早收取到的一部件附加信息留住;正如控制器能只把y1传递到上位机;此处,在该环境下,要传递的信息组中包含的信息次序能是x1y1x2y3。
62.依据该环境,控制器在执行步骤2
‑
4的期间,控制器能确定该现时部件附加信息前收取的头一个数据为3d打印机部件信息或为部件附加信息;如果头一个信息是3d打印机部件信息,那么控制器能判定该现时部件附加信息无误;如果头一个信息是部件附加信息,那么控制器能判定该现时部件附加信息无效。
63.正如,在控制器收取到部件附加信息y1时,因为头一个数据是3d打印机部件信息x1,那么部件附加信息y1无误;在控制器收取到部件附加信息y2时,因为头一个信息是部件附加信息y1,那么部件附加信息y2无效。
64.还有就是,优选的,要利于上位机区别出要传递的信息组中的3d打印机部件信息与部件附加信息,控制器能运用不一样的标记信息,分别标记现时3d打印机部件信息和现时部件附加信息分别相应的信息分组。
65.此处,因为一3d打印机部件信息的信息长度普遍不小,控制器在运行步骤2
‑
2的期间,能先依照事先设定的子信息大小对现时3d打印机部件信息执行分解处置,得到同现时3d打印机部件信息相应的若干3d打印机部件信息的子信息。
66.随后,控制器能把各个3d打印机部件信息的子信息包装成信息分组,且在包装而得的信息分组中添加3d打印机部件信息的标记信息,来形成同现时3d打印机部件信息相应的若干3d打印机部件信息的信息分组,该若干3d打印机部件信息的信息分组中的各个3d打印机部件信息的信息分组均具有3d打印机部件信息的标记信息;还有就是,控制器在运行步骤2
‑
6的期间,能把现时部件附加信息包装成信息分组,且在包装而得的信息分组中添加部件附加信息的标记信息,来构造同现时部件附加信息相应的一部件附加信息的信息分组,该部件附加信息的信息分组具有部件附加信息的标记信息。
67.正如,本发明中,控制器能运用信息分组的分组头登记相应的信息分组的信息种
类;就像,设定用比特值10010100充当3d打印机部件信息的标记信息,用比特值10010110充当部件附加信息的标记信息,那么控制器在包装3d打印机部件信息时,能在相应信息分组的分组头中的用于代表信息种类的信息域里写进比特值10010100,而在包装部件附加信息时,能在相应信息分组的分组头中的用于代表信息种类的信息域里写进比特值10010110;这样,上位机在解码获得的信息分组时,能运用在相应信息分组的分组头中的用于代表信息种类的信息域里写进的信息,辨别出相应信息分组包装的信息是3d打印机部件信息或为部件附加信息。
68.相应的,在本发明给出的以上方法中,为用控制器把收取的要传递的现时3d打印机部件信息与现时部件附加信息经由一信息链路传递至上位机的一种运用;在本发明另外的运用中,上位机还能连续收取控制器所传递的要传递的信息组,并运用解码该要传递的信息组获得的部件附加信息与3d打印机部件信息来执行注明。
69.所述步骤3的方法运用在与控制器构造信息链路的上位机,其具体包括:步骤3
‑
1:经由信息链路连续收取要传递的信息组;步骤3
‑
2:依照要传递的信息组中各个信息分组的前后次序,解码出要传递的信息组中3d打印机部件信息和部件附加信息;此处,信息分组包含3d打印机部件信息的信息分组与部件附加信息的信息分组,3d打印机部件信息的信息分组具有3d打印机部件信息的标记信息,部件附加信息的信息分组具有部件附加信息的标记信息。
70.相应的,上位机能经由该信息链路连续收取要传递的信息组,且依照该要传递的信息组内各个信息分组的前后次序(正如依照各个信息分组自身的次序码),按序解码出该传递的信息内的3d打印机部件信息和部件附加信息。
71.此处,优选的,上位机在解码获得3d打印机部件信息和部件附加信息时,能经由信息分组的分组头里的用于代表信息种类的信息域里写进的信息,辨别出相应的信息分组是部件附加信息的信息分组或是3d打印机部件信息的信息分组。
72.如此,上位机对解码获得的部件附加信息与3d打印机部件信息,能依照设定的要求,把获得的部件附加信息与3d打印机部件信息执行存放,或是运用该部件附加信息对3d打印机部件信息执行注明。
73.于是依照本发明给出的以上达成方法,纵然控制器和上位机间的信息链路发生信息传送迟滞,上位机亦能按序收取控制器传递的部件附加信息和3d打印机部件信息,改善信息处置的稳定性。
74.以上以用实施例说明的方法对本技术作了描述,本领域的技术人员应当理解,本公开不限于以上描述的实施例,在不偏离本技术的区域的状况下,可做出各种变化、改变和替换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。