1.本实用新型涉及一种滤清器领域,特别涉及一种滤清器密封圈自动组装机用连续组装机构。
背景技术:
2.滤清器,是指通过滤纸起过滤杂质或者气体的作用的配件。一般是指汽车滤清器,是发动机的配件,按不同过滤功能分为:机油滤清器,燃油滤清器(汽油滤清器、柴油滤清器、油水分离器、液压滤清器),空气滤清器,空调滤清器等。发动机有空气、机油、燃油三种滤清器,一般称作“三滤”,加上空调滤清器,俗称四滤。分别担负润滑系统,燃烧系统中介质,发动机进气系统、车厢空气循环系统的过滤。
3.现有的滤清器一般包括底座环,底座外部设置有环形的凹槽,密封圈就安装并嵌入到凹槽内,目前,密封圈的安装方式多为人工或半自动机械完成,安装效率低,且还易出现漏装现象。
技术实现要素:
4.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种滤清器密封圈自动组装机用连续组装机构,通过连续补料,间歇压合的连续组装机构极大的提高了产品的组装效率,且组装过程稳定,大大降低了人工成本。
5.为实现上述目的,本实用新型提供了如下技术方案:滤清器密封圈自动组装机用连续组装机构,包括工作台、设置在工作台上将密封圈与滤清器组装在一起的压合组件以及将密封圈间歇送至压合组件内的送料组件,其特征在于:所述送料组件包括送料架、设置在送料架对应压合组件一端的压合座、设置在送料架远离压合座一端的推料板、设置在推料板上方与送料架固定连接的卸料板以及设置在送料架上的推料气缸,所述推料板朝向压合座的一端开设有推料缺槽,所述卸料板朝向压合座的一端开设有卸料缺槽,所述压合座上设有轴向贯穿的压合腔,所述压合座对应推料缺槽的一端开设有与压合腔相导通的进料槽,所述推料气缸的输送端安装有带料气缸,所述带料气缸与推料板固定连接,所述带料气缸的输出端设有带料杆,所述带料杆可伸出或缩进卸料板,所述推料气缸通过带料气缸带动推料板往压合座往复运动,将推料缺槽内的密封圈送入压合座内,所述带料气缸通过带料杆将卸料板上的密封圈送至推料缺槽内。
6.采用上述技术方案,密封圈可通过人工或机械爪或输送带等方式放置在卸料板上方,使带料气缸通过带料杆伸入到卸料板上的密封圈内,再通过推料气缸带动推料板往压合座移动,继而原先在推料缺槽内密封圈从进料槽送入到压合座的压合腔内,再通过压合组件将压合腔内的密封圈与滤清器组装在以前,在推料板移动的同时,原先在卸料板上的密封圈通过带料杆从卸料板上方通过卸料缺槽掉落在此时的推料板上,然后带料气缸将带料杆回缩进卸料板或推料板内离开密封圈,然后推料气缸带动推料板复位,此时在推料板上的密封圈被推料板带动回位又被卸料缺槽挡住,直至密封圈落入推料缺槽内,实现连续
补料,这种连续补料,间歇压合的连续组装机构极大的提高了产品的组装效率,且组装过程稳定,大大降低了人工成本。
7.上述的滤清器密封圈自动组装机用连续组装机构,可进一步设置为:所述压合组件包括设置工作台对应压合座底部一端的压合气缸以及设置在工作台一端用于将滤清器间歇固定在压合座上的固定部件,所述压合气缸的输出端设有压合杆,所述压合杆通过压合气缸在压合腔往复运动,进而将密封圈组装在滤清器上。
8.采用上述技术方案,压合气缸带动压合杆往复间歇运动,进而将密封圈组装在滤清器底板上,通过固定部件,使滤清器在组装过程中,能稳定的固定在压合座上,其固定部件可以是设置在工作台上横向固定的夹持爪或设置在工作台上方将滤清器往压合座上下推的推杆,等一切能将滤清器间歇固定在压合座上的固定部件。
9.上述的滤清器密封圈自动组装机用连续组装机构,可进一步设置为:所述固定部件包括设置在工作台上方的安装板、设置在安装板对应压合座一端的固定气缸,所述固定气缸的输出端设置固定端盖,所述固定气缸通过带动固定端盖往压合座往复运动,进而将滤清器固定在压合座上。
10.采用上述技术方案,通过在工作台上方设置安装板,在安装板上设有固定气缸带动固定端盖轴向运动将滤清器固定在压合座上,进而使滤清器底板在通过压合杆安装密封圈时,滤清器上端能通过固定端盖固定住,使滤清器在组装过程中轴向两端相对施力,提高组装过程的稳定性。
11.上述的滤清器密封圈自动组装机用连续组装机构,可进一步设置为:所述安装板与固定气缸之间设有调节杆,所述固定气缸安装在调节杆上,并通过调节调节杆控制固定气缸与压合座之间的间距。
12.采用上述技术方案,通过设置调节杆控制固定气缸与压合座之间的间距,进而适配不同规格高度的滤清器,提高设备的适配性。
13.上述的滤清器密封圈自动组装机用连续组装机构,可进一步设置为:所述卸料板上设有盖合板,所述盖合板与卸料板之间设有供密封圈通过的放料口,所述盖合板对应带料杆的两端设有挡料杆。
14.采用上述技术方案,通过设置盖合板,使密封圈从放料口进入到卸料板上,进而使密封圈从竖向上料转为横向上料,即可以通过与进料口平行的输送带将密封圈送入到卸料板上,提高上料速度,避免人工上料降低人工成本,并通过挡料杆将密封圈限制在带料杆带料预设的初始点上,提高上料的稳定性。
15.下面结合附图对本实用新型作进一步描述。
附图说明
16.图1为本实用新型实施例的立体示意图。
17.图2为本实用新型实施例送料组件的立体示意图。
18.图3为图2的爆炸图。
19.图4为本实用新型实施例送料组件的工作状态示意图。
具体实施方式
20.如图1
‑
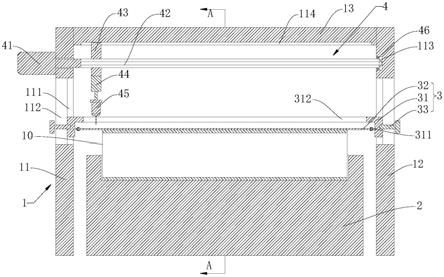
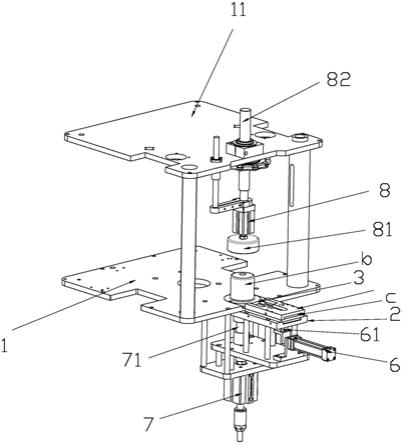
图4所示,滤清器密封圈自动组装机用连续组装机构,包括工作台1、设置在工作台1上将密封圈a与滤清器b组装在一起的压合组件以及将密封圈a间歇送至压合组件内的送料组件,所述送料组件包括送料架2、设置在送料架2对应压合组件一端的压合座3、设置在送料架2远离压合座3一端的推料板4、设置在推料板4上方与送料架2固定连接的卸料板5以及设置在送料架2上的推料气缸6,所述推料板4朝向压合座3的一端开设有推料缺槽41,所述卸料板5朝向压合座3的一端开设有卸料缺槽51,所述压合座3上设有轴向贯穿的压合腔31,所述压合座31对应推料缺槽41的一端开设有与压合腔31相导通的进料槽32,所述推料气缸6的输送端安装有带料气缸61,所述带料气缸61与推料板4固定连接,所述带料气缸61的输出端设有带料杆611,所述带料杆611可伸出或锁进卸料板5,所述推料气缸6通过带料气缸61带动推料板4往压合座3往复运动,将推料缺槽41内的密封圈送入压合座3内,所述带料气缸61通过带料杆611将卸料板5上的密封圈a送至推料缺槽41内,所述压合组件包括设置工作台1对应压合座3底部一端的压合气缸7以及设置在工作台1一端用于将滤清器b间歇固定在压合座3上的固定部件,所述压合气缸7的输出端设有压合杆71,所述压合杆71通过压合气缸7在压合腔31往复运动,进而将密封圈a组装在滤清器b上,所述固定部件包括设置在工作台1上方的安装板11、设置在安装板11对应压合座3一端的固定气缸8,所述固定气缸8的输出端设置固定端盖81,所述固定气缸8通过带动固定端盖81往压合座3往复运动,进而将滤清器b固定在压合座3上,所述安装板11与固定气缸8之间设有调节杆82,所述固定气缸8安装在调节杆82上,并通过调节调节杆82控制固定气缸8与压合座3之间的间距,所述卸料板5上设有盖合板9,所述盖合板9与卸料板5之间设有供密封圈a通过的放料口c,所述盖合板9对应带料杆611的两端设有挡料杆91。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。