1.本发明涉及微电子封装技术领域,更具体地讲,涉及一种提升引线键合精度的楔形劈刀结构。
背景技术:
2.在微电子封装领域,未封装的集成电路芯片与芯片以及芯片与外围电路之间,通常采用键合引线键合实现电气互联,楔形焊工艺具有焊接密度高、焊点尺寸小、可以实现低弧度互联、可以实现深腔焊接、寄生效应较小等特点,是常用的键合引线键合方法之一。楔形劈刀是楔形键合过程的重要工具,直接决定了键合引线的密度及键合产品的质量。
3.采用楔形劈刀进行键合,为保证键合精度与键合质量,键合过程中键合引线应处于劈刀刀头端面正中,键合引线偏出刀头端面正中将影响键合精度,严重时导致键合焊点超出焊盘。键合引线通过键合引线过孔后,位于劈刀刀头端面位置,为保证初次穿丝顺利以及键合过程中出丝顺利,键合引线穿丝孔(键合引线过孔)的大小通常为键合引线直径的两倍。键合过程中,劈刀牵引键合引线运动,由于键合引线过孔直径远大于键合引线直径,键合引线在过孔中会发生移动(主要为水平摆动),导致键合引线偏出劈刀刀头端面正中,从而影响焊接精度。如果减小键合引线过孔,将导致穿丝困难以及键合过程中送丝不畅。
4.中国专利cn 107052557a公开了一种具有涂层的焊接陶瓷劈刀,通过在陶瓷劈刀内表面增加涂层来防止陶瓷劈刀内表面与键合引线粘连;中国专利cn107275243a公开了一种焊接劈刀及其制备方法,通过在劈刀中间部分开设圆柱槽与锥形槽的通路来提高超声波传递效率,且在刀嘴部位设计凹槽以避免材料残留;中国专利cn 107710394 a公开了一种焊接劈刀,通过对劈刀端头的精密设计实现提高键合强度、提高细丝截断性、抑制磨损的目的;中国专利cn108389806a公开了一种提高键合引线键合强度的陶瓷劈刀,通过劈刀表面结构的设计,提升了键合效果和键合稳定性;中国专利cn 109332901 a公开了一种陶瓷劈刀及其制作方法和应用,通过激光轰击处理提升劈刀寿命及焊接效果。
5.上述所涉及的劈刀结构及性能改进,在劈刀寿命、焊接效果上较现有技术有所提升,但均未涉及楔形劈刀键合精度的提升。
技术实现要素:
6.本发明所要解决的技术问题是,提供一种提升引线键合精度的楔形劈刀结构;有效的限制键合引线水平方向可移动的范围,避免键合引线在键合引线过孔中发生偏移;可使键合过程中键合引线始终处于劈刀刀头端面正中;有效的提升键合引线键合的精度。
7.本发明解决技术问题所采用的解决方案是:
8.一种提升引线键合精度的楔形劈刀结构,包括刀柄、与刀柄一端连接的刀头;所述刀头上设置有键合引线过孔,所述键合引线过孔包括设置在刀头侧面的导向孔、与导向孔连通的椭圆通孔。
9.相比现有技术,将圆心通孔采用椭圆状通孔进行替代,键合引线键合过程中,劈刀
向上运动或向下运动过程中,键合引线对应受到一个向下或向上的力,键合引线处于键合引线过孔中的下方或者上方,椭圆通孔的上下方均成逐渐收窄的趋势,可有效的避免键合过程中键合引线在椭圆通孔中水平方向的摆动,从而使键合引线始终处于劈刀刀头端面正中位置,防止了因键合引线摆动造成的键合误差,可有效的提升引线键合精度。
10.在一些可能的实施方式中,所述刀头呈楔形结构,其远离刀柄的一端设置有键合面、底面以及设置在底面和键合面之前的沟槽;所述底面设键合引线过孔远离刀柄的一侧。
11.在一些可能的实施方式中,所述沟槽包括与底面连接的第一斜面、与键合面连接的第二斜面;所述椭圆通孔远离导向的一端设置在第一斜面上,且其长袖方向与底面相互垂直。
12.在一些可能的实施方式中,所述椭圆通孔短轴的长度为键合引线直径的1.5
‑
2倍。
13.在一些可能的实施方式中,所述椭圆通孔长轴轴的长度为键合引线直径的3
‑
4倍。
14.在一些可能的实施方式中,所述导向孔呈喇叭状,其小端与椭圆通孔连通。
15.在一些可能的实施方式中,所述导向孔与椭圆通孔同轴。
16.与现有技术相比,本发明的有益效果:
17.本发明通过将设置椭圆通孔,有效的避免键合过程中键合引线在椭圆通孔中水平方向的摆动的距离,从而使键合引线始终处于劈刀刀头端面正中位置;有效的提升键合精度;
18.本发明通过对于椭圆通孔长轴的长度和短轴的长度进行有效的限定,有效的避免键合过程中出现卡线的情况;
19.本发明通过将导向孔设置为喇叭状,使其能够有效的对键合引线进行导向。
附图说明
20.图1为本发明中刀头的剖面结构示意图;
21.图2为本发明中椭圆通孔、第一斜面、底面与键合引线的结构关系示意图;
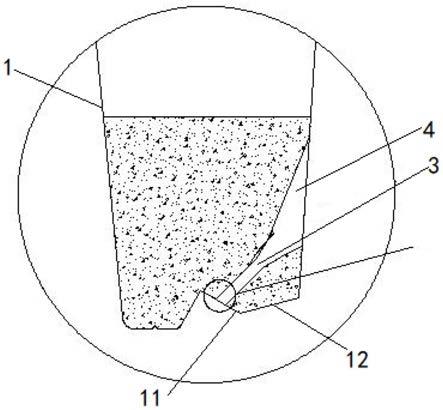
22.图3、图4为本发明进行键合引线键合时的键合引线与椭圆通孔的相对位置示意图;
23.其中:1、刀头;11、第一斜面;12、底面;2、键合引线;3、椭圆通孔;4、导向孔。
具体实施方式
24.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。本技术所提及的"第一"、"第二"以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,"一个"或者"一"等类似词语也不表示数量限制,而是表示存在至少一个。在本技术实施中,“和/或”描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。在本技术实施例的描述中,除非另有说明,“多个”的含义是指两个或两个以上。例如,多个定位柱是指两个或两个以上的定位柱。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
25.下面对本发明进行详细说明。
26.如图1
‑
图4所示:
27.一种提升引线键合精度的楔形劈刀结构,包括刀柄、与刀柄一端连接的刀头1;所述刀头1上设置有键合引线2过孔,所述键合引线2过孔包括设置在刀头1侧面的导向孔4、与导向孔4连通的椭圆通孔3。
28.在一些可能的实施方式中,所述刀头1呈楔形结构,其远离刀柄的一端设置有键合面、底面12以及设置在底面12和键合面之前的沟槽;所述底面12设键合引线2过孔远离刀柄的一侧。
29.在一些可能的实施方式中,所述沟槽包括与底面12连接的第一斜面11、与键合面连接的第二斜面;所述椭圆通孔3远离导向的一端设置在第一斜面11上,且其长袖方向与底面12相互垂直。
30.优选的,椭圆通孔3与刀头1端面键合面向底面12一侧延伸面所形成的夹角为45
°
。
31.在一些可能的实施方式中,所述椭圆通孔3短轴的长度为键合引线2直径的1.5
‑
2倍。
32.在一些可能的实施方式中,所述椭圆通孔3长轴轴的长度为键合引线2直径的3
‑
4倍。
33.对于椭圆通孔3的尺寸进行限定,将有效的保障在键合过程中不会出现卡线的情况。
34.在一些可能的实施方式中,所述导向孔4呈喇叭状,其小端与椭圆通孔3连通。
35.在一些可能的实施方式中,所述导向孔4与椭圆通孔3同轴。
36.相比现有技术,将圆心通孔采用椭圆状通孔进行替代,键合引线2键合过程中,劈刀向上运动或向下运动过程中,键合引线2对应受到一个向下或向上的力,键合引线2处于椭圆通孔3中的下方或者上方,椭圆通孔3的上下方均成逐渐收窄的趋势,可有效的避免键合过程中,键合引线2在椭圆通孔3中水平方向的摆动,从而使键合引线2始终处于劈刀刀头1端面正中位置,防止了因键合引线2摆动造成的键合误差,可有效的提升引线键合精度。
37.如图3所示,劈刀在基板上完成第一个焊点键合后,开始向上运动使键合引线2形成一定弧度,此时键合引线2位于椭圆通孔3的下方,椭圆结构可有效的限制键合引线2的水平方向摆动;
38.如图4所示,当劈刀向上运动形成键合引线2弧后,劈刀开始带动键合引线2向下运动,运动至另一基板上键合完成第二个焊点,劈刀向下运动过程中,键合引线2位于椭圆通孔3的上方,椭圆结构可有效的限制键合引线2的水平方向摆动。
39.根据上述分析可知,在整个劈刀键合运动过程中,键合引线2始终位于椭圆通孔3的上方或下方,椭圆通孔3可有效的限制键合引线2在水平方向上的摆动,从而使键合引线2始终位于劈刀刀头1端面正中,可有效的提升键合精度。
40.采用本发明进行键合引线2键合,在其他结构均相同只有将圆心过线通孔采用椭圆通孔3替代的情况下,较采用圆心过线通孔的劈刀,本发明的焊接精度由
±
10微米提升至
±
6微米,对于键合精度的提高效果显著。
41.本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。