一种尼龙镜腿和pc料侧壳的粘接方法、眼镜架和vr眼镜
技术领域
1.本发明涉及虚拟现实设备技术领域,尤其涉及一种尼龙镜腿和pc料侧壳的粘接方法、眼镜架和vr眼镜。
背景技术:
2.随着5g在全球的加速部署,虚拟现实产业已经是未来科技发展方向,虚拟现实头戴显示器设备,简称vr头显vr眼镜,是利用仿真技术与计算机图形学人机接口技术多媒体技术传感技术网络技术等多种技术集合的产品,是借助计算机及最新传感器技术创造的一种崭新的人机交互手段。
3.ar、vr一类的头戴设备是未来5g时代的终端承载主体之一。为使头戴设备佩戴舒适,整体机身要轻盈,镜腿部分需要设计的有足够弹性和柔软度。镜腿为了达到以上效果,且满足支撑佩戴强度的需求,需要设计成内置件 外置件的方式,内置件需保证一定强度,能满足正常的组装和佩戴支撑,但又不能太硬以免影响佩戴体验(夹脑袋);外置件材质选用亲肤软胶,保证外观要求的通知,带来极大配搭舒适度,且重量不能过重。
4.当前市场上对于内侧镜腿内置件选材主要是pc,优点:1.行业内常用材料,方法成熟;2.材料粘胶性能好。缺点:pc材质比较硬,镜腿佩戴不舒适。特别是内侧镜腿内置件材料选用弹性尼龙时,即使它的回弹性很好,且能满足结构强度要求,但也因增加了弹性,材料配方不同且含有一定离型剂,并且由于两个部件很小导致它们之间的粘接面积有限,部件之间的粘接性能非常差。
技术实现要素:
5.为了解决上述问题,本发明提出一种尼龙镜腿和pc料侧壳的粘接方法。
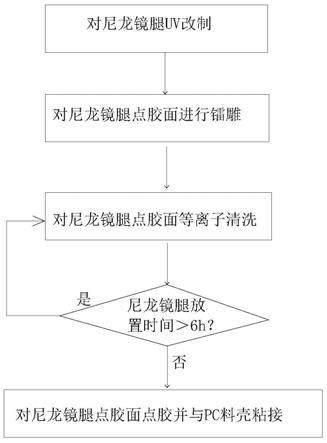
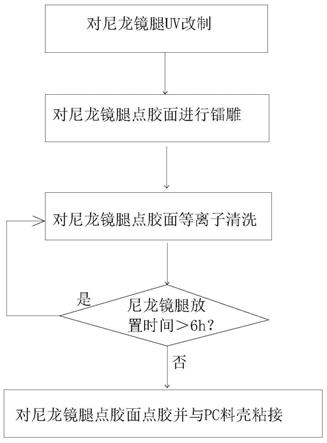
6.本发明通过以下技术方案实现的:一种尼龙镜腿和pc料侧壳的粘接方法,用于对尼龙镜腿和pc料侧壳之间的0.8毫米以下的连接平面宽度进行粘接,其特征在于,包括以下步骤:
7.将所述尼龙镜腿通过uv灯照射,进行uv改制;
8.对尼龙镜腿的点胶面进行镭雕;
9.将尼龙镜腿的点胶面进行等离子清洗;
10.在所述尼龙镜腿的点胶面上点胶,并与所述pc料侧壳粘接。
11.作为上述方案的进一步改进,所述将所述尼龙镜腿通过uv灯照射,进行uv改制的步骤中:
12.uv灯的能量为90w,uv灯距离尼龙镜腿的距离为3毫米,uv灯照射尼龙镜腿的时间为15分钟。
13.作为上述方案的进一步改进,所述对尼龙镜腿的点胶面进行镭雕的步骤中:
14.通过镭雕机对尼龙镜腿的点胶面进行镭雕,其中所述镭雕机为紫光镭雕机。
15.作为上述方案的进一步改进,所述对尼龙镜腿的点胶面进行镭雕的步骤中:
16.在尼龙镜腿的点胶面形成镭雕面,镭雕面的达因值大于或等于38。
17.作为上述方案的进一步改进,所述将尼龙镜腿的点胶面进行等离子清洗的步骤与在所述尼龙镜腿的点胶面上点胶,并与所述pc料侧壳粘接的步骤之间还包括步骤:
18.间隔预定时间,其中预定时间的时长范围为0
‑
6小时。
19.作为上述方案的进一步改进,在所述间隔预定时间的步骤中:
20.若所述间隔预定时间的时长大于6小时,则返回步骤:将尼龙镜腿的点胶面进行等离子清洗。
21.作为上述方案的进一步改进,所述尼龙镜腿采用的弹性尼龙材料为pebax7233sp01或/和ecopaxx q
‑
y。
22.作为上述方案的进一步改进,所述尼龙镜腿采用注塑成型,注塑成型采用双色注塑,双色注塑的材料分别为pebax7233sp01与硅胶。
23.一种眼镜架,包括两条镜腿和镜框,两条所述镜腿均与所述镜框铰接,所述镜腿包括内侧镜腿和外侧镜腿,所述内侧镜腿包括尼龙镜腿,所述外侧镜腿包括pc料侧壳,所述内侧镜腿和外侧镜腿之间的连接方法采用权利要求1
‑
8任一项所述的尼龙镜腿和pc料侧壳的粘接方法方法。
24.一种vr眼镜,包括上述的眼镜架,还包括显示主体,所述显示主体固设于所述眼镜架。
25.本发明的有益效果:
26.本发明提出的一种弹性尼龙材料与pc材料的粘接方法,用于连接采用弹性尼龙材料的尼龙镜腿和采用pc材料的pc料侧壳,所述尼龙镜腿与所述pc料侧壳的连接平面宽度范围为0
‑
0.8毫米,包括以下步骤:a.所述尼龙镜腿采用注塑成型;b.将所述步骤a处理过的所述尼龙镜腿通过uv灯进行uv改制;c.将所述步骤b处理过的所述尼龙镜腿通过镭雕机对所述尼龙镜腿的点胶面进行镭雕;d.将所述步骤c处理过的所述尼龙镜腿的点胶面进行等离子清洗;e.在所述步骤d处理过的所述尼龙镜腿的点胶面上点胶,并与所述pc料侧壳粘接。通过等离子清洗,解决了尼龙件在粘接的过程中,有油、有水或塑胶件脱模时喷离型剂的污染,从而造成同pc料粘接不良或不粘的问题;通过uv改制,解决了尼龙件在储存或运输过程中受到空气、水汽或油气的粘附和污染,从而不与pc料粘接的问题;通过镭雕改善粘接面的结构,改善了尼龙件本身的原料特性包含有同pc料不易粘接的成份造成粘接不良的问题。
附图说明
27.图1为本发明的一种眼镜架的立体图;
28.图2为本发明的镜腿的分解结构示意图;
29.图3为本发明的一种vr眼镜的立体图;
30.图4为本发明的一种尼龙镜腿和pc料侧壳的连接方法示意图。
具体实施方式
31.为了更加清楚完整的说明本发明的技术方案,下面结合附图对本发明作进一步说明。
32.随着5g在全球的加速部署,虚拟现实产业已经是未来科技发展方向,诸如ar、vr一
类的头戴设备是未来5g时代的终端承载主体之一。为使头戴设备佩戴舒适,整体机身要轻盈,镜腿部分需要设计的有足够弹性和柔软度。镜腿为了达到以上效果,且满足支撑佩戴强度的需求,需要设计成内置件 外置件的方式,内置件需保证一定强度,能满足正常的组装和佩戴支撑,但又不能太硬以免影响佩戴体验(夹脑袋);外置件材质选用亲肤软胶,保证外观要求的通知,带来极大配搭舒适度。
33.虚拟现实头戴显示器设备,简称vr头显vr眼镜,是利用仿真技术与计算机图形学人机接口技术多媒体技术传感技术网络技术等多种技术集合的产品,是借助计算机及最新传感器技术创造的一种崭新的人机交互手段。
34.当前市场上对于内侧镜腿内置件选材主要是pc,优点:1.行业内常用材料,方法成熟;2.材料粘胶性能好。缺点:pc材质比较硬,镜腿佩戴不舒适。本发明内侧镜腿内置件材料选用弹性尼龙,它回弹性很好,且能满足结构强度要求,但也因增加了弹性,材料配方不同且含有一定离型剂,内置件,导致其粘接性能非常差。镜腿周圈点胶粘接宽度0.8mm(市场竞品分析已经是粘接宽度上限,头戴类设备轻巧设计趋势),初期验证多款适用于尼龙和pc粘接的ab胶和热熔胶,治具保压时间2~4h(常规参数),粘接效果都很差,温冲和镜腿弯折实验后都会脱胶。
35.本发明方案主要解决弹性尼龙与pc粘胶性差的问题,使这种材料能运用到虚拟现实技术的头戴类设备上,满足结构强度的同时带来很好的佩戴体验。
36.一种弹性尼龙材料与pc材料的粘接方法,用于连接采用弹性尼龙材料的尼龙镜腿和采用pc材料的pc料侧壳,具体来说,尼龙镜腿和pc料侧壳为壳类零件或者细长条形零件,若为壳类零件,则它们具有相同或相似的连接壁(壳类零件的显著特征),它们连接壁的厚度范围为0
‑
0.8毫米,通过连接壁的外伸平面相互配合从而实现粘接,以使尼龙镜腿与pc料侧壳粘接。尼龙镜腿和pc料侧壳若为细长条形零件,尼龙镜腿与pc料侧壳的连接平面宽度范围为0
‑
0.8毫米,本发明的粘接方法具体包括以下步骤:
37.所述尼龙镜腿采用注塑成型;作为上述本步骤的进一步改进,弹性尼龙为pebax7233sp01或者ecopaxx q
‑
y。
38.特别地,由于虚拟现实技术的头戴类设备需要与人的皮肤直接接触,在本实施方式中,尼龙镜腿与人体直接接触,为了最大程度的保持人的佩戴舒适性,需要在其外侧加入亲肤柔软的材质,如硅胶,或液态硅胶,硅胶具有许多其它同类材料难以取代的特点:吸附性能高、热稳定性好、化学性质稳定、有较高的机械强度等。并且这种材质原材料便宜,加工设备也便宜。
39.也可使用tpe材料,tpe材料又称人造橡胶或合成橡胶。其产品既具备传统交联硫化橡胶的高弹性、耐老化、耐油性各项优异性能,同时又具备普通塑料加工方便、加工方式广的特点。可采用注塑、挤出、吹塑等加工方式生产,水口边角粉碎后100%直接二次使用。既简化加工过程,又降低加工成本,因此热塑性弹性体tpe/tpr材料已成为取代传统橡胶的最新材料,其环保、无毒、手感舒适、外观精美,使产品更具创意。因此也是一支更具人性化、高品位的新型合成材料,也是世界化标准性环保材料。具体步骤是:在将尼龙镜腿注塑成型后,将尼龙镜腿放置于模具内,然后在尼龙镜腿的外侧表面油压硅胶。
40.作为上述方案的进一步改进,步骤a中的尼龙镜腿采用双色注塑成型,双色注塑的材料为pebax7233sp01与硅胶、或者ecopaxx q
‑
y与硅胶。双色注塑(double
‑
shot molding)
将两种不同颜色的同一种塑料通过两个料筒塑化后,同时或先后经同一个喷嘴进行注塑的操作方法。使用两台注塑机或双色注塑机成型,可制得各式各样混色花纹的制品,也可制得明显分色的制品。比起传统射出成型,双色注塑有如下的优点:
41.1、核心料可以使用低黏度的材料来降低射出压力。
42.2、从环保的考虑,核心料可以使用回收的二次料。
43.3、根据不同的使用特性,如厚件成品皮层料使用软质料,核心料使用硬质料或者核心料可以使用发泡塑料来降低重量。
44.4、可以利用较低质量的核心料以降低成本。
45.5、皮层料或核心料可使用价格昂贵且具特殊表面性质,如防电磁波干扰、高电导性等材料以增加产品性能。
46.6、适当的皮层料和核心料配合可以减少成型品残余应力、增加机械强度或产品表面性质。
47.b.将步骤a处理过的尼龙镜腿通过uv灯进行uv改制;利用uv光照去除塑胶配件产品表面粘接的油、水和脱模剂,同时在塑胶配件产品表面形成一层氧化老化层,使其具有良好的粘接能力。作为上述步骤的进一步改进,步骤b中uv灯的能量为90w,uv灯距离产品的距离为3毫米,uv灯照射内侧镜腿的时间为15分钟。
48.c.将步骤b处理过的尼龙镜腿通过镭雕机对尼龙镜腿的点胶面进行镭雕;镭雕机,就是利用镭射(laser)光束在物质表面或是透明物质内部雕刻出永久的印记。镭射光束对物质可以产生化生效应与特理效应两种!当物质瞬间吸收镭射光后产生物理或化学反应,从而刻痕迹或是显示出图案或是文字,镭雕机既是利用激光对需要雕刻的材料进行雕刻的科技设备。镭雕机不同于机械雕刻机和其他传统的手工雕刻方式,机械雕刻机是使用数控机械,比如高硬度金刚石等硬度极高的材料来雕刻其他硬度较低东西。
49.镭雕机也叫激光雕刻机,它包括激光器和其输出光路上的气体喷头,气体喷头的一端为窗口、另一端为与激光器光路同轴的喷口,气体喷头的侧面连接有气管,气管与空气或氧气源相连接,激光器和气体喷头间的光路上置有反射镜。反射镜能提高雕刻的效率,使被雕刻处的表面光滑、圆润,迅速地降低被雕刻的非金属材料的温度,减少被雕刻物的形变和内应力;可广泛地用于对各种非金属材料进行精细雕刻的领域。
50.作为上述步骤的进一步改进,步骤c中的镭雕机为紫光镭雕机,也可为绿光镭雕机,也可为其他光线镭雕机,但不宜采用波长过长的镭雕机例如红光镭雕机,紫光镭雕机波长短功率低(一般10w以下);红光镭雕机波长长功率高(一般超过20w),由于本发明所选的尼龙镜腿的材质是尼龙料,选用红光镭雕机会把点胶表面烧焦,从而导致产品报废,无法加工形成良好的点胶面,从而无法达到良好的粘接效果。
51.作为上述步骤的进一步改进,步骤b处理过的通过紫光镭雕机对内侧镜腿的点胶面进行镭雕,镭雕面的达因值大于或等于38。镭雕会把产品打出凹凸不平的小凹坑,增加粘胶面积。达因值来源于达因。达因是力的单位,通常我们说的表面张力、达因值都是通俗的叫法,准确的说应该是表面张力系数。定义是液体表面相邻两部分之间,单位长度内互相牵引的力。
52.达因值通常的简易测试方法是达因笔,达因笔有36、38、40、42、44等各种规格,其代表的就是相应的表面张力系数。我们通常所说的达因值是38、40这样的数字就是代表该
材料表面张力系数这么大。
53.测量表面张力或表面能更准确的方法为接触角测量,达因笔本身忽略了张力值的极性和非极性组成部分。一般汽车或表面处理行业使用便携式接触角测量仪(msa),通过两种不同性质的液滴接触角,通过owrk方程得到固体表面能。
54.接触角测量仪计算表面自由能的原理,都是通过测量固体表面的接触角,然后根据国际上比较常规的表面自由能公式,计算出固体的表面自由能。表面自由能的单位是mj/m2,很多情况下,表面自由能与表面张力一起使用,所以也有用mn/m作为单位,其数值是一样的。计算表面自由能有以下方面需要注意:(1)表面自由能是计算的,其源头数据是接触角,因此要确保接触角测量的准确性和重复性,以保证表面自由能数据的准确。(2)表面自由能的计算公式,不同的科学家,所推导的公式是不同的,适用的固体也不同,所以相同的接触角数据,所采用的表面自由能计算公式不同,表面自由能就不同。通常情况下,表面自由能越高的固体,水滴在固体表面就可以越好的润湿,接触角就越小。而表面自由能越低的固体,水滴在固体表面不可以很好的润湿,接触角就较大。
55.达因值是使用达因笔在固体表面进行划过,然后判断固体的表面自由能是低于还是高于用于测试达因笔数值,不同数值的达因笔,其实对应的是不同数值的表面张力液体。
56.在本发明中,采用的为38号达因笔测试,判断测试的数值是否满足条件,数值越大代表产品表面洁净度越高,在点胶过后尼龙镜腿与pc料侧壳的粘接更加牢靠。
57.d.将步骤c处理过的尼龙镜腿的点胶面进行等离子清洗;等离子体是一种由自由电子和带电离子为主要成分的物质形态,广泛存在于宇宙中,常被视为是物质的第四态,被称为等离子态,或者“超气态”,也称“电浆体”。等离子体具有很高的电导率,与电磁场存在极强的耦合作用。它是部分电离的气体,由电子,离子,自由基,中性粒子,及光子组成.等离子体本身是含有物理和化学活泼粒子的电中性混合物.这些活泼自由基粒子能够做化学功,而带电原子和分子通过溅射能够做物理功。
58.本发明中的等离子清洗方法能够完成各种材料表面改性,包括表面活化、污染物去除、刻蚀等功效。等离子体表面处理就是通过利用这些活性组分的性质来处理尼龙镜腿表面,从而实现清洁、改性、光刻胶灰化等目的。具体操作为,把尼龙镜腿放入等离子清洗设备夹具底座,利用等离子清洗设备产生的均匀等离子气体清洗尼龙镜腿的点胶面,等离子处理是为了大批量生产保证点胶的面一致性的一个方法,经过镭雕后表面能是能达到粘接需求,但是产品镭雕到点胶产品还要经过其它生产工序和环境,例如在车间内存放,车间内的灰尘会落到点胶面上,影响粘接效果,为了保证一致性,需要增加等离子。
59.e.将步骤d处理过的尼龙镜腿的点胶面上点胶,并与pc料侧壳粘接。
60.作为上述步骤的进一步改进,步骤d与步骤e之间的时长范围为0
‑
6小时。
61.作为上述步骤的进一步改进,若步骤d与步骤e之间的时长大于6小时,则返回步骤d。
62.为了充分说明本方法的效果,本实施例就尼龙镜腿采用pebax7233sp01尼龙材料(壳类零件)与pc料侧壳采用pc料(壳类零件)粘接后形成样件,经过对比实验,形成如下实施例:
63.对比例1
64.样件1,pebax7233sp01尼龙材料不做任何处理和pc材料粘接。
65.尼龙材料pebax7233sp01和pc材料使用ab胶或热熔胶粘接,治具保压时间2~4h(常规参数),粘接效果很差,顶压和弯折实验后都会脱胶。
66.部件顶压测试开胶对比例1
67.样件2,由pebax7233sp01尼龙材料与pc材料粘接而成,其中pebax7233sp01尼龙材料不使用上述的镭雕方法,其余方法均正常使用。
68.测试条件:固定样件2的第一端(固定端),设备用10n力顶样件2的第二端(活动端),把样件2的第二端压平到测试平面为一次循环(要求测试过1000次),过1500次后每100次检查一次。测试结果如下:
69.配件12345未镭雕213次271次252次259次208次全方法流程2500次2000次3000次2500次2500次
70.部件顶压测试开胶对比例2
71.样件3,由pebax7233sp01尼龙材料与pc材料粘接而成,其中pebax7233sp01尼龙材料不使用上述的uv改制方法,其余方法均正常使用。
72.测试条件:固定样件3的第一端,设备用10n力顶样件3的第二端,把样件3的第二端压平到测试平面为一次循环(要求测试过1000次),过1500次后每100次检查一次。测试结果如下:
73.配件12345未uv改制652次681次589次633次620次全方法流程2000次1800次2100次2100次1900次
74.部件扭曲测试对比例1
75.样件4,由pebax7233sp01尼龙材料与pc材料粘接而成,其中pebax7233sp01尼龙材料不使用上述的镭雕方法,其余方法均正常使用。
76.测试条件:固定样件4的第一端,夹住样件4的第二端用30n的力扭转90度为一个循环(要求测试过50次)。测试结果如下:
77.配件12345未镭雕3次3次5次3次2次全方法流程53次65次72次66次59次
78.部件扭曲测试对比例2
79.样件5,由pebax7233sp01尼龙材料与pc材料粘接而成,其中pebax7233sp01尼龙材料不使用上述的uv改制方法,其余方法均正常使用。
80.测试条件:固定样件5的第一端,夹住样件5的第二端用30n的力扭转90度为一个循环(要求测试过50次)。测试结果如下:
81.配件12345未uv改制15次10次12次16次12次全方法流程61次53次58次65次61次
82.实验结果:可以看出在pebax7233sp01尼龙材料与pc材料连接时,如不采用本方法,不管是对于样件进行扭曲试验还是弯曲试验,结果都不理想,尼龙材料与pc材料粘接形
成的样件很容易相互脱离,粘接效果差。
83.在抗压测试中,在进行镭雕方法后,尽管未进行uv改制,样件3的粘接强度远远强于样件1。在未进行镭雕方法,只进行uv改制时,样件3的粘接强度远远强于样件2。
84.在抗扭测试中,在进行镭雕方法后,尽管未进行uv改制,样件3的粘接强度远远强于样件1。在未进行镭雕方法,只进行uv改制时,样件3的粘接强度远远强于样件2。
85.并且,还可通过数据得出,镭雕方法对整个方法的产生粘接效果起着最显著的作用,其次,uv改制和等离子清洗使得点胶面保持洁净,进一步加强了粘接效果,并且这些方法的结合效果并非是一加一等于二的效果,通过它们之间的配合,极大程度的增加,对比现有的粘接方法有着极大的进步。
86.同时,需要注意的是,尼龙材料的选材也可以为尼龙ecopaxx q
‑
y,尼龙ecopaxx q
‑
fp4和尼龙ecopaxx q
‑
150d,这几款料柔韧性都无法和尼龙pebax7233sp01媲美;用尼龙pebax7233sp01双色注塑的镜腿可以720度旋转后,松开镜腿,镜腿恢复如初,没有明显变形和褶皱问题,用这款料制作的镜腿对比其他的尼龙材料佩戴更舒适,值得注意的是,上述材料中ecopaxx q
‑
y作为尼龙材料与pc材料粘接最终效果与pebax7233sp01尼龙材料与pc材料相差不多,尼龙ecopaxx q
‑
fp4和尼龙ecopaxx q
‑
150d只是由于柔韧度不够,所以适用于一些强度要求较高的应用环境。
87.综上所述,本发明解决但不限于以下问题:1、通过等离子清洗,解决了尼龙件在粘接的过程中,有油、有水或塑胶件脱模时喷离型剂的污染,从而造成同pc料粘接不良或不粘的问题;2、通过uv改制,解决了尼龙件在储存或运输过程中受到空气、水汽或油气的粘附和污染,从而不与pc料粘接的问题;3、通过镭雕改善粘接面的结构,改善了尼龙件本身的原料特性包含有同pc料不易粘接的成份造成粘接不良的问题。
88.4、溶液清洗处理:增加人工成本及加工成本;溶液可能会造成环境污染或增加溶液回收处理的成本;造成工人职业病。5、尼龙件不作任何处理就同pc料粘接,会有粘接不稳定或粘接强度不够等问题。6、单独烘炉烘烤或等离子处理等也有粘接不稳定、粘接不牢等问题。
89.虚拟现实头戴显示器设备,简称vr头显vr眼镜,是利用仿真技术与计算机图形学人机接口技术多媒体技术传感技术网络技术等多种技术集合的产品,是借助计算机及最新传感器技术创造的一种崭新的人机交互手段。市面上较多较便宜的vr眼镜是需要借助手机的,将手机放入vr眼镜中,在手机中下载相应的app(根据不同的品牌有其自主的手机软件)便可进行使用。由于手机被置入眼镜中使用者将无法操作手机所以使用了头控方式或者配备一个蓝牙手柄进行操作。
90.由于vr眼睛需要经常穿戴和卸下,在其镜腿内部还设有电子元器件,不便一体成型,所以其镜腿一般采用一内侧镜腿与一外侧镜腿粘接成型,为了保证其柔韧度、刚度及连接强度,所以本发明还提出采用上述方法制作的:
91.一种眼镜架,包括两条镜腿1和镜框2,两条所述镜腿1均与所述镜框2铰接,所述镜腿1包括内侧镜腿12和外侧镜腿11,所述内侧镜腿采用弹性尼龙材料pebax7233sp01并注塑成型,所述外侧镜腿采用pc材料,所述内侧镜腿和外侧镜腿之间的连接采用上述任一项的弹性尼龙材料与pc材料的粘接方法。在佩戴vr眼镜时,内侧镜腿的一面直接与佩戴者的皮肤接触,佩戴者直接能感受到材料的硬度,所以需要在内侧镜腿的外侧设置硅胶层,内侧镜
腿的另一面与pc材质的外侧镜腿粘接,以形成一个完整的镜腿,从而使结构具有一定的强度,由于现有的vr领域对于镜腿的材料选择及连接方法都处于探索阶段,所以本发明的眼镜架可以完美的运用于vr眼镜,连接方法使得镜腿的力学性能良好,完美贴合技术领域。
92.一种vr眼镜,包括上述的眼镜架,还包括显示主体3,所述显示主体固设于所述眼镜架。
93.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
94.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
95.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
96.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
97.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
98.当然,本发明还可有其它多种实施方式,基于本实施方式,本领域的普通技术人员在没有做出任何创造性劳动的前提下所获得其他实施方式,都属于本发明所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。