1.本实用新型涉及一种喷墨打印机用后固化装置,具体说涉及一种多工位、自动化传输的喷墨打印机用后固化装置。
背景技术:
2.喷墨打印技术是指通过喷头将墨滴喷射于待打印对象上得到打印图像或文字的技术。该技术为非接触打印,具有打印速度快,污染小,能适应多种待打印对象等优点而广泛应用于工业应用领域。随着人们生活水平的提高,个性化市场悄然流行,在礼品上印上自己的照片或者喜欢的图片、图标、文字,摆脱礼品千篇一律的面孔,更能体现礼品的价值和送礼者独具匠心。时下流行的手机和数码产品市场的用户中相当一部分是年轻时尚的群体,在这些产品上印制自己的标志是彰显个性的最好体现。一些随身携带的物品,如化妆镜、打火机、钱包、背包等也是这些用户体现自我个性的很好方式。高质量、高价格、中小批量广告及标牌制作,如各种金属会员卡、考勤卡、胸牌、挂牌、授权牌等全彩色印制,这些也不再适合使用传统的印刷技术。
3.上述方法通常用于打印平面物体,随着个性化需求的增强,越来越多的曲面物体也需要喷墨打印技术,当待打印物体为圆柱体或待打印区域为圆柱体的时候,需要一种专门针对曲面打印的喷墨打印设备,为了符合环保标准,且满足色彩鲜艳的需求,目前在墨水选用方面通常使用紫外灯固化墨水,此种墨水需在紫外光的照射下进行干燥固化,而待打印物体在打印前还可能需要预处理作业、在打印后需要完全固化作业,为提高整体工作效率,可先独立进行打印作业,当打印完成后,再单独进行后固化作业,后固化作业的装置可根据需要设置多个工位,多个工位上的作业同步进行,此时需要设计一个专门用于后固化处理的装置,而如何提高后固化处理的工作效率便成了一个需要重点考虑的技术问题。
技术实现要素:
4.针对现有技术存在的问题,本实用新型的目的在于提出一种工作高效、结构紧凑、自动化集成度高的喷墨打印机用后固化装置。
5.为实现所述目的,本实用新型提出一种喷墨打印机用后固化装置,包括进料传送单元、固化单元和出料传送单元,进料传送单元和出料传送单元均为直线型传送带,所述进料传送单元将待固化物体传送至固化单元进行固化,固化完成后经出料传送单元输出,其特征在于,所述固化单元设置至少三个工位,即上料工位、固化工位和下料工位,所述固化单元包括物体上下料机构、物体旋转传送机构和固化机构,所述物体上下料机构位于物体旋转传送机构的一侧,物体上下料机构同步进行上料及下料作业,物体旋转传送机构间歇旋转、将物体传送至下一工位,当物体被传送至固化工位时,固化机构对位于固化工位上的物体进行固化作业。
6.上述后固化装置中,所述物体上下料机构包括移载部、夹爪部和整体升降部,移载部和夹爪部连接在整体升降部上,整体升降部控制移载部和夹爪部沿竖直方向上的整体升
降,夹爪部同时将两个物体抓紧或放开,移载部用于将抓紧的两个物体进行水平方向上的左右移动。
7.上述后固化装置中,所述移载部包括第一电机、第一丝杆、第一丝母和整体移载板,移载部以横梁为基础、在其上进行设置,在横梁的一侧设置一第一电机,第一电机用来驱动与其连接的第一丝杆旋转,第一丝杆上安装第一丝母,第一丝母与整体移载板连接,整体移载板连接夹爪部,从而使第一电机驱动整体移载板沿水平方向上进行左右移动。
8.上述后固化装置中,所述整体移载板背侧朝向横梁的一方设置滑块,与滑块配合、在横梁上设置一导轨,在移动过程中,滑块沿导轨移动起到导向作用。
9.上述后固化装置中,所述移载部还包括限位传感器,限位传感器设置在整体移载板移动过程的极限位置,用于限制整体移载板的安全移动范围。
10.上述后固化装置中,所述夹爪部包括第二电机、第二丝杆、第二丝母、第一移动夹爪连接块、移动板、第一移动夹爪、第一固定夹爪、第二移动夹爪连接块、第二移动夹爪和第二固定夹爪,第二电机连接于整体移载板上方,第二电机驱动与其连接的第二丝杆转动,第二丝杆上安装第二丝母,第二丝母与移动板相连,移动板左右两侧分别连接第一移动夹爪连接块和第二移动夹爪连接块,第一移动夹爪连接块与第一移动夹爪连接,第二移动夹爪连接块与第二移动夹爪,在第一移动夹爪另一侧设置一第一固定夹爪,在第二移动夹爪另一侧设置一第二固定夹爪,通过第二电机的驱动作用最终带动第一移动夹爪和第二移动夹爪同步进行水平方向上的左右移动,从而夹紧物体。
11.上述后固化装置中,所述夹爪部还包括限位器件,用于限制第二丝母移动过程中移动板的安全运动范围。
12.上述后固化装置中,所述物体旋转传送机构包括大转盘、小转盘和大转盘驱动电机,大转盘上设置至少三个工位,即上料工位、固化工位和下料工位,各工位处设置一小转盘,大转盘的底部中心位置设置一大转盘驱动电机,大转盘驱动电机用于驱动大转盘进行间歇式旋转运动。
13.上述后固化装置中,所述物体旋转传送机构还包括一小转盘驱动电机,小转盘驱动电机设置在固化工位下方,用于单独驱动固化工位处的小转盘进行旋转运动,从而带动其上的物体进行旋转运动,在旋转过程中固化机构对物体进行固化作业。
14.上述后固化装置中,所述进料传送单元和出料传送单元的传送带传送方向根据实际需要进行改变。
15.本实用新型与现有技术相比,有益效果在于:
16.1.本实用新型使用转盘式多工位的设计结构,上下料过程与固化过程同步进行,缩短整体作业时间,提高后固化装置的工作效率。
17.2.本实用新型设计的物体上下料机构为一体式结构,具有两个夹爪,一个夹爪抓取待固化的物体,另一个夹爪抓取固化完成后的物体,抓紧后移载部将两物体同步移动,从而同步完成上料和下料作业,集成度高,智能快速。
18.3.本实用新型设计的进料传送单元和出料传送单元的传送方向可根据客户实际需求任意选择,方便匹配兼容前后工序中的其他设备,从而适合多种工作环境、增强使用灵活性。
附图说明
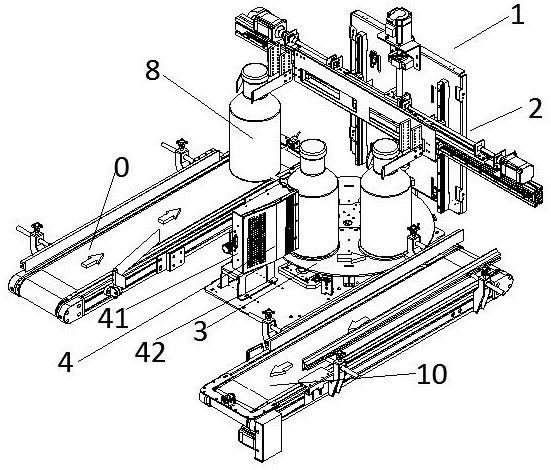
19.图1为本实用新型一个实施例中后固化装置整体外形的示意图;
20.图2为本实用新型另一个实施例中后固化装置核心部分的结构示意图;
21.图3为本实用新型中图2的俯视图;
22.图4为本实用新型又一个实施例中后固化装置核心部分改变传送方向的结构示意图;
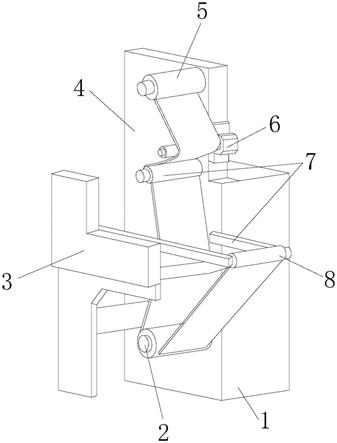
23.图5为本实用新型一个实施例中物体上下料机构的具体结构示意图;
24.图6为图5的俯视图;
25.图7为本实用新型中图2的仰视图;
26.图8为本实用新型一个实施例中后固化装置的工作过程流程图。
27.图中:进料传送单元0、出料传送单元10、固化单元1、物体上下料机构2、物体旋转传送机构3、固化机构4、物体8、外罩9、开孔门91、半透明板92、第一电机21、第一丝杆22、第一丝母23、整体移载板24、限位传感器25、横梁26、导轨27、滑块28、限位器件30、第二电机31、第二丝杆32、第二丝母33、第一移动夹爪连接块34、移动板35、第一移动夹爪36、第一固定夹爪37、第二移动夹爪连接块38、第二移动夹爪39、第二固定夹爪40、升降背板11、第三电机12、第三电机固定件13、第三丝杆14、第三丝母15、竖直安装导轨16、固化灯41、固化灯支架42、大转盘80、小转盘81、大转盘驱动电机82、小转盘驱动电机83、竖直安装滑块17、上料工位p1、固化工位p2、下料工位p3、旋转方向r。
具体实施方式
28.下面结合附图详细说明本实用新型的喷墨打印机用后固化装置。
29.后固化装置是一种自动化传送、多工位作业的装置,用来对物体进行单独的后固化处理,上述物体是刚刚经过喷墨打印、表面图文还未完全干燥的待固化物体。接下来根据图1
‑
3所示介绍后固化装置的整体结构:后固化装置包括进料传送单元0、固化单元1和出料传送单元10。进料传送单元0为一直线型传送带,刚刚经过喷墨打印完成的有待后固化的物体通过进料传送单元0的传送带传送至固化单元1。固化单元1用来对有待后固化的物体进行上下料作业、传送作业以及后固化作业,固化单元1包括物体上下料机构2、物体旋转传送机构3和固化机构4:物体上下料机构2将刚刚打印完成,由进料传送单元0传送来的待后固化物体上料至上料工位p1位置,物体旋转传送机构3将物体由上料工位p1旋转传送至固化工位p2,如图3中所示的旋转方向r,当物体在固化工位p2时,物体旋转传送机构3停止传送,电机驱动固化工位p2处的物体进行自转运动,固化机构4对位于固化工位p2位置上的物体进行后固化作业,待物体完成后固化作业,物体旋转传送机构3再将物体旋转至下料工位p3位置处,物体上下料机构2将位于下料工位p3位置处的物体夹持提起并移动至出料传送单元10上,同时将进料传送单元0传送来的下一待后固化物体上料至上料工位p1位置。出料传送单元10与进料传送单元0结构相似,均为一直线型传送带,出料传送单元10将完成后固化作业的物体传送至所需的下一作业单元。
30.出料传送单元10的下一作业单元,根据实际需要确定,可以为物体回收装箱单元,也可以为检测验收单元,或者其他客户所需要的作业单元,下一作业单元根据现场位置和机器结构按需设置,出料传送单元10根据现场需要可进行方向改变,可以与进料传送单元0
的传送方向平行,也可以与进料传送单元0的传送方向垂直,如图4所示。同理,进料传送单元0的传送方向也可以根据实际需要进行调整,比如旋转90度或旋转180度等等。在生产使用过程中,固化单元1上方被一外罩9罩住,便于美观和安全,在进料传送单元0入口和出料传送单元10出口的实际位置设置开孔门91,在实际使用中无需开口的方向设置半透明板92,当需要改变进料传送单元0或出料传送单元10的传送方向时,将该方向的半透明板92取下调整为开孔门、将开门孔91安装上半透明板即可完成外罩9上通道方向的切换。此设计可方便后固化装置与前后作业装置的连续衔接,增加使用便捷性。
31.下面详细介绍固化单元1包括的物体上下料机构2、物体旋转传送机构3和固化机构4的具体结构。
32.图5
‑
6为本实用新型一个实施例中物体上下料机构2的具体结构示意图,如图所示,物体上下料机构2包括移载部、夹爪部和整体升降部。
33.移载部用于将物体8进行水平方向上的左右移动,移载部包括第一电机21、第一丝杆22、第一丝母23和整体移载板24。移载部以横梁26为基架、在其上进行设置,本实例中的横梁26为一铝型材,在横梁26的一端设置一第一电机21,第一电机21用来驱动其连接的第一丝杆22旋转,第一丝杆22上安装第一丝母23,第一丝母23与整体移载板24连接,整体移载板24上连接夹爪部,整体移载板24背侧朝向横梁26一方设置滑块28,与滑块28配合、在横梁26上设置一导轨27,在第一电机21的驱动作用下带动整体移载板24沿横梁26方向左右移动,在移动过程中,滑块28沿导轨27移动起到导向作用。此外,在移动过程的极限位置还设置有限位传感器25,用于限制整体移载板24的安全移动范围。
34.夹爪部用于抓紧物体8,夹爪部包括第二电机31、第二丝杆32、第二丝母33、第一移动夹爪连接块34、移动板35、第一移动夹爪36、第一固定夹爪37、第二移动夹爪连接块38、第二移动夹爪39和第二固定夹爪40。第二电机31设置于整体移载板24上方、第一电机21相对的一侧,第二电机31驱动与其连接的第二丝杆32转动,第二丝杆32上安装第二丝母33,第二丝母33与移动板35相连接,移动板35左右两侧分别连接第一移动夹爪连接块34和第二移动夹爪连接块38,第一移动夹爪连接块34再与第一移动夹爪36连接,第二移动夹爪连接块38再与第二移动夹爪39,在第一移动夹爪36旁边设置一第一固定夹爪37,第一固定夹爪37不可移动,同样的,在第二移动夹爪39旁边设置一第二固定夹爪40,第二固定夹爪40不可移动,通过第二电机31的驱动作用带动移动板35沿水平方向移动,从而带动与之相连接的第一移动夹爪36和第二移动夹爪39同步沿水平方向进行移动,最终使第一移动夹爪36相对于第一固定夹爪37进行开合、第二移动夹爪39相对于第二固定夹爪40进行开合,用于夹紧下方的物体8。当物体8顶部外轮廓的直径变化时,夹紧后的移动夹爪开合位置也对应变化。此外,在第二丝母33移动过程中,还设置限位器件30,用于限制移动板35的安全移动范围。
35.整体升降部包括升降背板11、第三电机12、第三电机固定件13、第三丝杆14和第三丝母15。升降背板11竖直设置,在升降背板11顶端中部位置安装一第三电机12,第三电机12通过第三电机固定件13与升降背板11固定,第三电机12连接第三丝杆14,第三丝杆14上安装第三丝母15,第三丝母15与横梁26连接、从而最终与移载部和夹爪部相连接,通过第三电机12驱动第三丝杆14转动、从而最终驱动与其相连接的移载部和夹爪部整体升降运动,此外,在升降背板11两侧分别各设置一竖直安装导轨16,竖直安装导轨16与竖直安装滑块17配合,竖直安装滑块17最终连接上述的移载部和夹爪部,在整体竖直方向上的升降运动过
程中,竖直安装滑块17在竖直安装导轨16上移动,在运动过程中起到导向的作用。
36.下面根据图2
‑
3和图7介绍本实用新型的一个实施例中物体旋转传送机构3的设计结构。物体旋转传送机构3为一转盘结构,包括大转盘80、小转盘81、大转盘驱动电机82和小转盘驱动电机83。大转盘80用于物体8在各个工位间的传送,大转盘80上方设置至少三个工位:上料工位p1、固化工位p2和下料工位p3,上料工位p1处放置进料传送单元0上传送来的待固化物体,固化工位p2处对传送至此工位处的物体进行后固化干燥处理,下料工位p3处对后固化完成的物体取下输出至出料传送单元10上。本实施例中的实际结构设计中除了上述三工位外,还设置有第四工位作为备用工位,当然还可以设置更多工位,转盘的尺寸将会对应增大,根据实际需要设计即可,本实用新型对此不进行限定。设置的工位以大转盘80的旋转中心点为圆心做等间距阵列设置,在每个工位处分别设置小转盘81,在大转盘80的底部中心位置设置一大转盘驱动电机82(如图7所示),大转盘驱动电机82用于驱动大转盘80以旋转方向r进行间歇式旋转运动,旋转方向r为由上料工位p1旋转至固化工位p2、由固化工位p2旋转至下料工位p3的方向,每次旋转的角度为360
°
除以工位数量,然后暂停旋转进行作业,本实施例设置四个小转盘时,每次旋转的角度为360
°
除以4,即90
°
。此外,在固化工位p2位置下方设置一小转盘驱动电机83(如图7所示),每当大转盘旋转一个工位的角度停止转动时,小转盘驱动电机83与上方位于固化工位p2位置的小转盘吸合连接,并单独驱动传送至固化工位p2处的小转盘进行旋转运动,从而带动此处小转盘上的物体进行以自身旋转中心轴为轴心的旋转运动,在旋转过程中固化机构4对物体外表面上的所有图文进行固化作业。
37.下面根据图2介绍本实用新型一个实施例中固化机构4的结构,固化机构4包括固化灯41和固化灯支架42。固化灯41为一紫外线固化灯,用于对uv墨水进行后固化处理,固化灯41设置于固化工位p2的外侧,灯珠照射方向朝向待固化物体,固化灯41下方设置固化灯支架42,固化灯支架42用于支撑固化灯41并进行对应升降方向的调整,固化灯41对位于固化工位p2处小转盘上自转的物体进行照射,从而使物体整个外表面的墨滴完全干燥,照射的光强及时间根据墨水特性具体设定。
38.下面根据图8详细介绍本实用新型后固化装置的工作流程:
39.步骤一:点击开始按钮,固化装置自动模式正式开始;
40.步骤二:软件程序判断是否需要初始化处理,如果是,执行初始化流程,然后执行步骤三,如果否,则直接执行步骤三;
41.步骤三:执行上料/下料流程,具体为,物体上下料机构2中的整体升降部下降至适合抓取物体的高度位置,物体上下料机构2中的夹爪部将物体夹紧,然后整体升降部上升将物体底部抬起悬空,物体上下料机构中2的移载部将待固化物体移动至上料工位上方、同时将完成后固化的物体同步移动至出料传送单元0上方,最后整体升降部下降将物体放下,夹爪部将物体松开,上下料机构2中的整体升降部再上升避让物体、移载部移动至初始位置为下一次抓取动作做准备;
42.步骤四:软件程序判断执行上料/下料流程是否执行成功,如果是,执行步骤五,如果否,则系统报错,自动模式结束;
43.步骤五:执行切换工位流程,具体为,大转盘驱动电机82驱动物体旋转传送机构3中的大转盘80旋转一个工位的角度,使步骤三中上料工位p1处的待固化物体旋转至固化工
位p2,然后大转盘80停止传送;
44.步骤六:软件程序判断切换工位流程是否执行成功,如果是,执行步骤七,如果否,则系统报错,自动模式结束;
45.步骤七:执行固化作业流程,具体为,小转盘驱动电机83驱动位于固化工位p2上方的小转盘旋转,从而带动其上的待固化物体旋转,固化机构4的固化灯41对旋转的物体照射使其固化干燥;
46.步骤八:软件程序判断固化作业流程是否执行成功,如果是,执行步骤九,如果否,则系统报错,自动模式结束;
47.步骤九:执行切换工位流程,具体为,大转盘驱动电机82驱动物体旋转传送机构3中的大转盘80继续旋转一个工位的角度,使后固化完的物体从固化工位p2旋转至下料工位p3,其他小转盘同样对应旋转至下一工位;
48.步骤十:软件程序判断切换工位流程是否执行成功,如果是,执行步骤十一,如果否,则系统报错,自动模式结束;
49.步骤十一:软件程序判断是否所有物体全部完成固化,如果是,则自动模式结束,如果否,则重新执行步骤三至步骤十一,直至所有物体完成固化,自动模式结束。
50.需要说明的是,上述只是以一个待固化物体作为举例进行步骤介绍,正常工作过程后上料工位p1、固化工位p2和下料工位p3各工位上均有物体,在不同工位上的各个作业均会协同进行。每个待固化物体在置于上料工位p1后依次间歇旋转传送,经固化工位p2进行后固化作业后再传送到下料工位p3进行下料,且上料作业和下料作业同时进行。在物体旋转预先设置的角度后到达各工位时,大转盘停止传送,对应作业设备对各工位上的物体进行对应作业,所述停止传送的时间由所设工位中作业时间最长的工作时间决定,通常是由固化工位作业时间决定,根据打印图文的图案面积和墨水性质不同,所需固化时间会有差异,从而使停止传送的间歇时间随之对应调整。物体旋转传送机构3每次从上一工位旋转传送至下一工位的传送速度不变,一直控制在尽可能快的最大速度。
51.需要指出的是根据本实用新型的具体实施方式所作的任何变形,均不脱离本实用新型的精神以及权利要求记载的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。