1.本实用新型涉及制动气室技术领域,尤其是一种加强型气室前盖。
背景技术:
2.制动气室广泛应用于各种车辆制动系统。制动气室与车辆制动系统采用两个连接螺栓连接,通常连接螺栓焊接在气室的前盖上,由于中重型车辆的需要制动力矩更大,对制动气室连接螺栓的焊接强度有更高的要求,否则前盖螺纹安装孔处容易破坏,或因连接螺栓拉力过大导致前盖变形破坏,进而导致气室制动效果失效,给行车安全带来隐患。所以气室连接螺栓处的焊接强度和气室自身强度都有较高的要求。
3.同时由于制动气室使用量较大,通常采用批量化生产方式生产。所以气室前盖的焊接结构必须适应自动化焊接生产的要求,同时控制好材料成本和制作成本,进而控制产品成本,保证产品的市场竞争力。
技术实现要素:
4.为了克服现有的气室前盖的连接螺栓的焊接强度和前盖自身强度不足气室容易破坏失效的问题,以及为满足批量自动化生产时结构上的限制,本实用新型提供了一种加强型气室前盖。
5.本实用新型解决其技术问题所采用的技术方案是:一种加强型气室前盖,包括壳体、加强板及连接螺栓,所述加强板及连接螺栓各有两个,且对称设于壳体内,所述加强板设有弧形肩面,所述弧形肩面与壳体的内壁相匹配,所述加强板还设有凸台,所述凸台处设有与连接螺栓相匹配的螺栓孔,且其外圆与壳体底面上的通孔相匹配,所述加强板对称焊接于壳体内,所述连接螺栓的螺纹端穿过加强板和壳体,且头部焊接于加强板上。
6.通过加设加强板提高连接螺栓处气室本体的强度,而不需加厚气室壳体的厚度。加强板上的弧形肩面与壳体焊接后也可以增强壳体圆筒部与壳体底部的强度。加强板上的弧形肩面和凸台的设置方便焊接前预装加强板,保证加强板与壳体的定位精度,避免焊接时相对位置不一致产生干涉。增加了加强板,连接螺栓头部的焊接位置强度也可以得到加强。
7.根据本实用新型的另一个实施例,进一步包括所述加强板与壳体的焊接位置均有四处,所述凸台的两侧有两处焊点,所述弧形肩面与内壁的相接面两端有两处焊缝。设置合理的焊点位置,保证焊接头的可进入性,减少干涉,方便实现自动化焊接。
8.根据本实用新型的另一个实施例,进一步包括所述连接螺栓的六角头的两个扁面与两个凸台的轴线的连线平行,且螺栓焊点位于两个扁面上。设置合理的焊点位置,保证焊接头的可进入性,减少干涉,方便实现自动化焊接。同时利用连接螺栓的六角头的定位角进行定位。
9.根据本实用新型的另一个实施例,进一步包括所述加强板由圆形钢板冲压而成,所述弧形肩面与凸台一体成型。加强板一体冲压成型,在保证结构需要的同时,降低生产成
本。
10.本实用新型的有益效果是,通过新的焊接结构,提高气室前盖的强度和连接螺栓焊接处结构强度,通过加强板上的弧形肩面和凸台的设置保证零件的定位,方便焊接操作前进行零件预装配,保证自动化焊接的实施,方便批量化生产,同时加强板一体冲压成型,在不增加原壳体制作成本的情况下保证良好的成本优势。
附图说明
11.下面结合附图和实施例对本实用新型进一步说明。
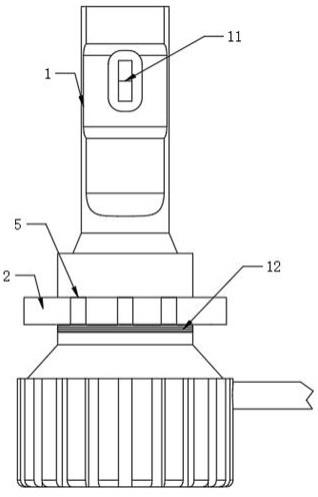
12.图1是本实用新型的剖面示意图;
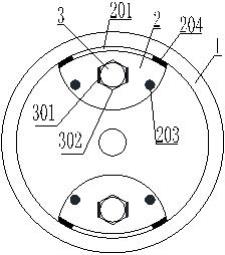
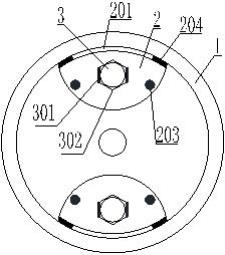
13.图2是本实用新型的结构示意图。
14.图中1、壳体,101、内壁,102、通孔,2、加强板,201、弧形肩面,202、凸台,203、焊点,204、焊缝,3、连接螺栓,301、螺栓焊点,302、定位角。
具体实施方式
15.如图1
‑
2是本实用新型的结构示意图,一种加强型气室前盖,包括壳体1、加强板2及连接螺栓3,所述加强板2及连接螺栓3各有两个,且对称设于壳体1内,所述加强板2设有弧形肩面201,所述弧形肩面201与壳体1的内壁101相匹配,所述加强板2还设有凸台202,所述凸台202处设有与连接螺栓3相匹配的螺栓孔,且其外圆与壳体1底面上的通孔102相匹配,所述加强板2对称焊接于壳体1内,所述连接螺栓3的螺纹端穿过加强板2和壳体1,且头部焊接于加强板2上。
16.优选的,所述加强板2与壳体1的焊接位置均有四处,所述凸台202的两侧有两处焊点203,所述弧形肩面201与内壁101的相接面两端有两处焊缝204。
17.优选的,所述连接螺栓3的六角头的两个扁面与两个凸台202的轴线的连线平行,且螺栓焊点301位于两个扁面上。可利用连接螺栓3的六角头的定位角302进行定位。
18.优选的,所述加强板2由圆形钢板冲压而成,所述弧形肩面201与凸台202一体成型。
19.本实用新型一种加强型气室前盖在原普通气室前盖的基础上改制而成,不需要增加壳体1的钣金厚度,只需增加两个用圆片钣金冲压而成的加强板2,对壳体1的侧壁与底部连接处及连接螺栓3的焊接处进行强化,在车辆制动时,气室可以承受更大的气室推杆反推力,保证连接螺栓3的焊接处不被拉裂或产生气室变形,保证气室正常工作状态。同时加强板2结构上的优化,方便气室制造时自动化焊接,实现降本增效。
20.以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离所附权利要求所限定的精神和范围的情况下,可做出许多修改、变化或等效,但都将落入本实用新型的保护范围内。
技术特征:
1.一种加强型气室前盖,其特征是,包括壳体(1)、加强板(2)及连接螺栓(3),所述加强板(2)及连接螺栓(3)各有两个,且对称设于壳体(1)内,所述加强板(2)设有弧形肩面(201),所述弧形肩面(201)与壳体(1)的内壁(101)相匹配,所述加强板(2)还设有凸台(202),所述凸台(202)处设有与连接螺栓(3)相匹配的螺栓孔,且其外圆与壳体(1)底面上的通孔(102)相匹配,所述加强板(2)对称焊接于壳体(1)内,所述连接螺栓(3)的螺纹端穿过加强板(2)和壳体(1),且头部焊接于加强板(2)上。2.根据权利要求1所述的一种加强型气室前盖,其特征是,所述加强板(2)与壳体(1)的焊接位置均有四处,所述凸台(202)的两侧有两处焊点(203),所述弧形肩面(201)与内壁(101)的相接面两端有两处焊缝(204)。3.根据权利要求1所述的一种加强型气室前盖,其特征是,所述连接螺栓(3)的六角头的两个扁面与两个凸台(202)的轴线的连线平行,且螺栓焊点(301)位于两个扁面上。4.根据权利要求1所述的一种加强型气室前盖,其特征是,所述加强板(2)由圆形钢板冲压而成,所述弧形肩面(201)与凸台(202)一体成型。
技术总结
本实用新型涉及制动气室技术领域,尤其是一种加强型气室前盖,包括壳体、加强板及连接螺栓,加强板及连接螺栓各有两个,所述加强板设有弧形肩面,弧形肩面与壳体的内壁相匹配,所述加强板还设有凸台,凸台处设有与连接螺栓相匹配的螺栓孔,且其外圆与壳体底面上的通孔相匹配,加强板对称焊接于壳体内,连接螺栓的螺纹端穿过加强板和壳体,且头部焊接于加强板上,通过新的焊接结构,提高气室前盖的强度和连接螺栓焊接处结构强度,通过加强板上的弧形肩面和凸台的设置保证零件的定位,方便焊接操作前进行零件预装配,保证自动化焊接的实施,方便批量化生产,同时加强板一体冲压成型,在不增加原壳体制作成本的情况下保证良好的成本优势。本优势。本优势。
技术研发人员:万永兵
受保护的技术使用者:江苏骏宇汽配有限公司
技术研发日:2021.04.08
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。