:
1.本实用新型涉及门窗加工设备技术领域,具体涉及锯铣加工中心。
背景技术:
2.锯铣加工中心是指能够实现对门窗型材的钻铣加工和锯切加工的设备,具有机械化程度高,加工效率高等优点。现有锯铣加工中心主要采用流水线结构设计,依次间隔串联设计上料机构、钻铣机构、锯切机构和卸料机构,这种结构设计虽然能够实现门窗型材的钻铣加工和锯切加工,但集成化水平低,占用空间大,另外对于短小型材加工有一定的局限性,不易夹取和定位夹紧。
3.需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现要素:
4.本实用新型的目的在于解决现有技术所存在的问题,提供锯铣加工中心,具有结构设计合理、集成化程度高、占用空间小、加工效率高等优点。
5.本实用新型通过采取以下技术方案实现上述目的:
6.锯铣加工中心,包括:
7.上料单元,用于将型材夹持输送至锯铣加工单元上;
8.锯铣加工单元,用于对型材进行钻铣加工和锯切加工,包括锯铣机架,所述锯铣机架上横向设有导轨,所述导轨上设有龙门架,所述机架上设有驱动龙门架横向移动的伺服电机,所述伺服电机通过丝杠与龙门架连接,所述龙门架靠近上料单元的一端设有钻铣机构,另一端面设有锯切机构,所述龙门架两侧分别设有锯铣夹具;
9.卸料单元,用于将加工好的型材夹取卸料。
10.所述上料单元包括上料机架,所述上料机架上设有上料伺服电机,所述上料伺服电机通过上料传动轴连接有多个纵向上料机构,所述纵向上料机构包括纵向设置的上料纵梁,所述上料纵梁两端分别设有上料同步带轮,两上料同步带轮之间设有上料同步带,其中一个所述上料同步带轮与所述上料传动轴连接,所述上料机架后端横向间隔设有多个竖向设置的后定位辊,所述上料机架靠近锯铣单元的一端纵向设有滑轨a,所述滑轨a上设有滑座a,所述上料机架上设有与滑座a连接的驱动气缸a,所述滑座a上竖向设有端部定位辊,所述上料机架上横向间隔设有多个前定位机构,所述前定位机构包括纵向设置的滑轨b,所述滑轨b上设有滑座b,所述上料机架上设有与滑座b连接的驱动气缸b,所述滑座b上竖向设有滑轨c,所述滑轨c上设有滑座c,所述滑座b上设有与滑座c连接的驱动气缸c,所述滑座c上设有前定位板,所述上料机架上横向间隔设有多个上料升降气缸,所述上料升降气缸上设有上料托料辊,所述上料机架上还设有上料机械手。
11.所述上料机械手包括横向设置在上料机架上的上料导轨a和齿条,所述上料导轨a上设有上料滑座a,所述上料滑座a上设有上料伺服电机a,所述上料伺服电机a连接有与齿条啮合的齿轮,所述上料滑座a上纵向设有上料滑槽b,所述上料滑槽b上设有上料滑座b,所
述上料滑座b上设有上料伺服电机b,所述上料伺服电机b通过联轴器b与上料丝杠b连接,所述上料丝杠b与上料滑座a连接,所述上料滑座b上竖向设有上料滑轨c,所述上料滑轨c上设有上料滑座c,所述上料滑座b上设有上料伺服电机c,所述上料伺服电机c通过联轴器c连接有上料丝杠c,所述上料丝杠c与所述上料滑座c连接,所述上料滑座c上设有竖向间隔设有上同步带轮和下同步带轮,上同步带轮与下同步带轮之间设有同步带,所述上料滑座c上设有驱动同步带旋转的驱动气缸d,所述驱动气缸d与所述同步带连接,所述下同步带轮上设有机械手转轴,所述机械手转轴通过连杆连接有机械手安装座,所述机械手安装座前端设有配合工作的定夹手和动夹手,所述动夹手转动设置在机械手安装座上,所述机械手安装座上设有驱动动夹手旋转的夹手驱动气缸。
12.所述上料机架前端设有上料板,所述上料板端部设有辅助上料辊,所述机械手转轴后端设有防撞气缸。
13.所述钻铣机构包括竖向设置在龙门架上的钻铣导轨a,所述钻铣导轨a上设有钻铣移动座a,所述龙门架上端设有驱动钻铣移动座a竖向移动的钻铣伺服电机a,所述钻铣伺服电机a通过钻铣丝杠a与所述钻铣移动座a连接,所述钻铣移动座a上纵向设有钻铣导轨b,所述钻铣导轨b上设有钻铣移动座b,所述钻铣移动座a上设有驱动钻铣移动座b纵向移动的钻铣伺服电机b,所述钻铣伺服电机b通过钻铣丝杠b与所述钻铣移动座b连接,所述钻铣移动座b上通过轴承连接有空心轴,所述空心轴一端设有钻铣从动同步带轮,另一端设有钻铣安装板,所述钻铣移动座b上设有钻铣旋转伺服电机,所述钻铣旋转伺服电机连接有钻铣主动同步带轮,所述钻铣主动同步带轮通过钻铣同步带与钻铣从动同步带轮连接,所述钻铣安装板上沿圆周方向间隔设有多个钻铣单元,所述钻铣安装板、钻铣移动座b和钻铣移动座a上分别设有供型材通过的通孔。
14.所述钻铣单元包括设置在钻铣安装板上的钻铣进给导轨,所述钻铣进给导轨上设有钻铣机头安装座,所述钻铣机头安装座上设有钻铣机头,所述钻铣机头上设有铣刀,所述钻铣安装板上设有驱动钻铣机头进给的钻铣驱动气缸,所述钻铣驱动气缸与所述钻铣机头安装座连接。
15.所述钻铣安装板上对角设有两组钻铣单元,每组钻铣单元设有三个钻铣单元,其中一个钻铣单元竖向设置,一个钻铣单元纵向设置,一个钻铣单元倾斜设置,所述钻铣移动座b上设有两个钻铣张紧轮,所述钻铣同步带设置在钻铣张紧轮上。
16.所述锯切机构包括纵向设置在龙门架上的锯切导轨a,所述锯切导轨a上设有锯切移动座a,所述龙门架上设有驱动锯切移动座a纵向移动的锯切伺服电机a,所述锯切伺服电机a通过锯切丝杠a与所述锯切移动座a连接,所述锯切移动座a上竖向设有锯切导轨b,所述锯切导轨b上设有锯切移动座b,所述锯切移动座a上端设有驱动锯切移动座b竖向移动的锯切伺服电机b,所述锯切伺服电机b通过锯切丝杠b与所述锯切移动座b连接,所述锯切移动座b上设有锯切旋转伺服电机,所述锯切旋转伺服电机连接有减速机,所述减速机通过转轴与锯切安装座连接,所述锯切安装座上设有锯切电机,所述锯切电机连接有锯片。
17.所述锯切安装座自上而下间隔设有锯切电机和锯片,所述锯片通过锯切转轴安装在所述锯切安装座上,所述锯切电机连接有锯切主动同步带轮,所述锯切转轴上连接有锯切从动同步带轮,所述锯切主动同步带轮通过锯切同步带与锯切从动同步带轮连接。
18.所述锯铣夹具包括支架,所述支架上端设有主定位板和侧定位板,所述支架上纵
向设有夹紧导轨,所述夹紧导轨上设有纵向夹紧板,所述支架上设有与纵向夹紧板连接的纵向夹紧气缸,所述支架上竖向设有导向轴套,所述导向轴套上设有导向轴,所述导向轴上端设有竖向夹紧板,所述导向轴下端与竖向夹紧气缸连接。
19.所述卸料单元包括配合工作的移动夹取机构和纵向导出机构。
20.所述移动夹取机构包括移动夹取机架,所述移动夹取机架上横向设有移动夹取导轨,所述移动夹取导轨上设有移动架,所述移动夹取机架上设有移动夹取伺服电机,所述移动夹取伺服电机通过移动夹取丝杠与所述移动架连接,所述移动架上沿横向方向依次设有辅助夹具和夹取送料机构,所述辅助夹具与所述锯铣夹具结构相同,所述夹取送料机构包括支撑架,所述支撑架上设有接料板,所述支撑架上横向设有送料滑轨,所述送料滑轨上设有送料移动座,所述送料移动座上纵向设有纵向夹取滑轨,所述送料移动座上设有夹板a,所述纵向夹取滑轨上设有夹板b,所述夹板a与夹板b之间设有夹取驱动气缸,所述支撑架上设有送料伺服电机,所述送料伺服电机通过带传动与所述送料移动座连接。
21.所述接料板上沿横向方向间隔设有多个接料辊,所述支撑架上横向设有送料横梁,所述送料横梁前端设有所述送料滑轨,所述送料横梁两端分别设有送料同步带轮,两所述送料同步带轮之间设有送料同步带,所述送料移动座设置在送料同步带上,所述送料伺服电机与其中一个送料同步带轮连接。
22.所述纵向导出机构包括卸料机架,所述卸料机架上竖向设有卸料升降气缸,所述卸料升降气缸上设有卸料支架,所述卸料支架上横向间隔设有多个卸料托料辊,所述卸料机架上设有卸料伺服电机,所述卸料伺服电机通过卸料传动轴分别与多个纵向卸料单元连接,所述纵向卸料单元包括纵向设置在卸料机架上的卸料纵梁,所述卸料纵梁两端分别设有卸料同步带轮,两所述卸料同步带轮之间设有卸料同步带,其中一个所述卸料同步带轮与所述卸料传动轴连接。
23.沿横向方向相邻两个纵向卸料单元的间距逐渐增大,两相邻所述纵向卸料单元之间设有所述卸料托料辊。
24.本实用新型采用上述结构,能够带来如下有益效果:
25.(1)通过将钻铣机构和锯切机构集成到龙门架上,共用龙门架的平动自由度以及锯铣夹具,不仅能够降低成本,而且集成化程度、占用空间小;(2)通过在钻铣安装板上沿圆周方向设计多个钻铣单元,可以实现对型材四个面的加工,同时可以通过旋转来快速更换铣刀,显著提高钻铣效率;(3)通过采用三平动一转的结构实现只需一个锯切机头即可完成任意角的锯切;(4)通过设计辅助夹具以及夹取送料机构能够实现辅助定位夹紧以及快速送料,进而能够满足不同大小型材的卸料。
附图说明:
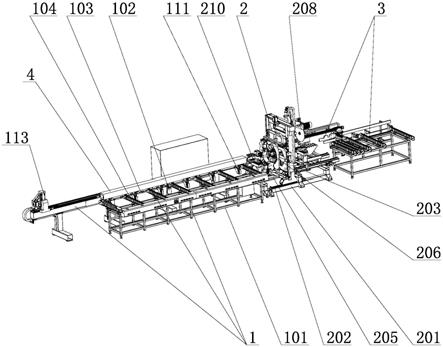
26.图1为本实用新型锯铣加工中心的结构示意图;
27.图2为本实用新型锯铣加工中心的另一视角结构示意图;
28.图3为本实用新型上料单元的结构示意图;
29.图4为本实用新型上料机械手的结构示意图;
30.图5为本实用新型上料机械手另一视角结构示意图;
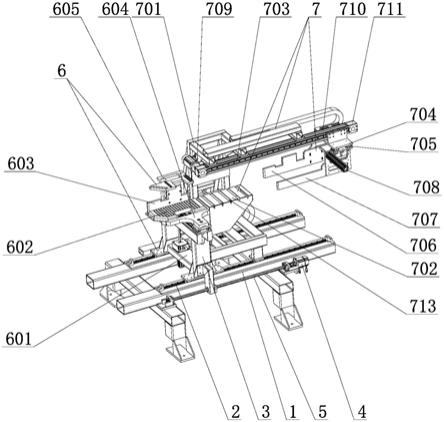
31.图6为本实用新型锯铣单元的结构示意图;
32.图7为本实用新型锯铣单元另一视角结构示意图;
33.图8为本实用新型钻铣机构的结构示意图;
34.图9为本实用新型钻铣机构另一视角结构示意图;
35.图10为本实用新型钻铣旋转部分的结构示意图;
36.图11为本实用新型锯切电机与锯片连接的结构示意图;
37.图12为本实用新型锯铣夹具的结构示意图;
38.图13为本实用新型锯铣夹具的主视结构示意图;
39.图14为本实用新型卸料单元的结构示意图;
40.图15为本实用新型卸料单元另一视角结构示意图;
41.图16为本实用新型送料同步带的安装结构示意图;
42.图中,1、上料单元,101、上料机架,102、上料伺服电机,103、上料传动轴,104、纵向上料机构,1041、上料同步带轮,1042、上料同步带,105、后定位辊,106、滑轨a,107、滑座a,108、驱动气缸a,109、端部定位辊,110、前定位机构,1101、滑轨b,1102、滑座b,1103、驱动气缸b,1104、滑轨c,1105、滑座c,1106、驱动气缸c,1107、前定位板,111、上料升降气缸,112、上料托料辊,113、上料机械手,1131、上料导轨a,1132、齿条,1133、上料滑座a,1134、上料伺服电机a,1135、齿轮,1136、上料滑槽b,1137、上料滑座b,1138、上料伺服电机b,1139、上料丝杠b,1140、上料滑轨c,1141、上料滑座c,1142、上料伺服电机c,1143、上料丝杠c,1144、上同步带轮,1145、下同步带轮,1146、同步带,1147、驱动气缸d,1148、机械手转轴,1149、机械手安装座,1150、定夹手,1151、动夹手,1152、夹手驱动气缸,1153、防撞气缸,1154、连杆,116、上料板,117、辅助上料辊,2、锯铣单元,201、锯铣机架,202、导轨,203、龙门架,204、伺服电机,205、丝杠,206、钻铣机构,2061、钻铣导轨a,2062、钻铣移动座a,2063、钻铣伺服电机a,2064、钻铣丝杠a,2065、钻铣导轨b,2066、钻铣移动座b,2067、钻铣伺服电机b,2068、钻铣丝杠b,2069、空心轴,2070、钻铣从动同步带轮,2071、钻铣安装板,2072、钻铣旋转伺服电机,2073、钻铣主动同步带轮,2074、钻铣同步带,2075、钻铣单元,20751、钻铣进给导轨,20752、钻铣机头安装座,20753、钻铣机头,20754、铣刀,20755、钻铣驱动气缸,2076、通孔,2077、钻铣张紧轮,208、锯切机构,2081、锯切导轨a,2082、锯切移动座a,2083、锯切伺服电机a,2084、锯切丝杠a,2085、锯切导轨b,2086、锯切移动座b,2087、锯切伺服电机b,2088、锯切丝杠b,2089、锯切旋转伺服电机,2090、减速机,2091、锯切安装座,2092、锯切电机,2093、锯切主动同步带轮,2094、锯切同步带,2095、锯切从动同步带轮,2096、锯切转轴,2097、锯片,210、锯铣夹具,2101、支架,2102、主定位板,2103、侧定位板,2104、夹紧导轨,2105、纵向夹紧板,2106、纵向夹紧气缸,2107、导向轴套,2108、导向轴,2109、竖向夹紧板,2110、竖向夹紧气缸,3、卸料单元,301、移动夹取机架,302、移动夹取导轨,303、移动架,304、移动夹取伺服电机,305、移动夹取丝杠,306、辅助夹具,307、夹取送料机构,3071、支撑架,3072、接料板,3073、接料辊,3074、送料滑轨,3075、送料移动座,3076、纵向夹取滑轨,3077、夹板a,3078、夹板b,3079、夹取驱动气缸,3080、送料伺服电机,3081、送料横梁,3082、送料同步带轮,3083、送料同步带,309、纵向导出机构,3091、卸料机架,3092、卸料升降气缸,3093、卸料支架,3094、卸料托料辊,3095、卸料伺服电机,3096、卸料传动轴,3097、卸料纵梁,3098、卸料同步带轮,3099、卸料同步带。
具体实施方式:
43.为了更清楚的阐释本实用新型的整体构思,下面结合说明书附图以示例的方式进行详细说明。
44.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
45.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
46.此外,术语“横向”、“纵向”、“竖向”、“a”、“b”、“c”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的位置。
47.在本实用新型中,除非另有明确的规定和限定,术语“设有”、“设置”、“连接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
48.如图1
‑
16所示,锯铣加工中心,包括:
49.上料单元1,用于将型材4夹持输送至锯铣加工单元2上;
50.锯铣加工单元2,用于对型材4进行钻铣加工和锯切加工,包括锯铣机架201,所述锯铣机架201上横向设有导轨202,所述导轨202上设有龙门架203,所述机架201上设有驱动龙门架203横向移动的伺服电机204,所述伺服电机204通过丝杠205与龙门架203连接,所述龙门架203靠近上料单元1的一端设有钻铣机构206,另一端面设有锯切机构207,所述龙门架203两侧分别设有锯铣夹具210;
51.卸料单元3,用于将加工好的型材夹取卸料。通过将钻铣机构206和锯切机构208集成到龙门架203上,共用龙门架203的平动自由度以及锯铣夹具210,不仅能够降低成本,而且集成化程度、占用空间小。
52.所述上料单元1包括上料机架101,所述上料机架101上设有上料伺服电机102,所述上料伺服电机102通过上料传动轴103连接有多个纵向上料机构104,所述纵向上料机构104包括纵向设置的上料纵梁1041,所述上料纵梁1041两端分别设有上料同步带轮1042,两上料同步带轮1042之间设有上料同步带1043,其中一个所述上料同步带轮1042与所述上料传动轴103连接,所述上料机架101后端横向间隔设有多个竖向设置的后定位辊105,所述上料机架101靠近锯铣单元2的一端纵向设有滑轨a106,所述滑轨a106上设有滑座a107,所述上料机架101上设有与滑座a107连接的驱动气缸a108,所述滑座a107上竖向设有端部定位辊109,所述上料机架101上横向间隔设有多个前定位机构110,所述前定位机构110包括纵向设置的滑轨b1101,所述滑轨b1101上设有滑座b1102,所述上料机架101上设有与滑座b1102连接的驱动气缸b1103,所述滑座b1102上竖向设有滑轨c1104,所述滑轨c1104上设有滑座c1105,所述滑座b1102上设有与滑座c1105连接的驱动气缸c1106,所述滑座c1105上设有前定位板1107,所述上料机架101上横向间隔设有多个上料升降气缸111,所述上料升降气缸111上设有上料托料辊112,所述上料机架101上还设有上料机械手113。实现对型材的机械化上料。
53.所述上料机械手113包括横向设置在上料机架101上的上料导轨a1131和齿条
1132,所述上料导轨a1131上设有上料滑座a1133,所述上料滑座a1133上设有上料伺服电机a1134,所述上料伺服电机a1134连接有与齿条1132啮合的齿轮1135,所述上料滑座a1133上纵向设有上料滑槽b1136,所述上料滑槽b1136上设有上料滑座b1137,所述上料滑座b1137上设有上料伺服电机b1138,所述上料伺服电机b1138通过联轴器b与上料丝杠b1139连接,所述上料丝杠b1139与上料滑座a1133连接,所述上料滑座b1137上竖向设有上料滑轨c1140,所述上料滑轨c1140上设有上料滑座c1141,所述上料滑座b1141上设有上料伺服电机c1142,所述上料伺服电机c1142通过联轴器c连接有上料丝杠c1143,所述上料丝杠c1143与所述上料滑座c1141连接,所述上料滑座c1141上设有竖向间隔设有上同步带轮1144和下同步带轮1145,上同步带轮1144与下同步带轮1145之间设有同步带1146,所述上料滑座c1141上设有驱动同步带1146旋转的驱动气缸d1147,所述驱动气缸d1147与所述同步带1146连接,所述下同步带轮1145上设有机械手转轴1148,所述机械手转轴1148通过连杆1154连接有机械手安装座1149,所述机械手安装座1149前端设有配合工作的定夹手1150和动夹手1151,所述动夹手1151转动设置在机械手安装座1149上,所述机械手安装座1149上设有驱动动夹手1151旋转的夹手驱动气缸1152。实现三平动一转夹持型材且进行输送,能够满足不同型材上料要求。
54.所述上料机架101前端设有上料板116,所述上料板101端部设有辅助上料辊117,便于上料,所述机械手转轴1148后端设有防撞气缸1153。
55.所述钻铣机构206包括竖向设置在龙门架203上的钻铣导轨a2061,所述钻铣导轨a2061上设有钻铣移动座a2062,所述龙门架203上端设有驱动钻铣移动座a2062竖向移动的钻铣伺服电机a2063,所述钻铣伺服电机a2063通过钻铣丝杠a2064与所述钻铣移动座a2062连接,所述钻铣移动座a2062上纵向设有钻铣导轨b2065,所述钻铣导轨b2065上设有钻铣移动座b2066,所述钻铣移动座a2062上设有驱动钻铣移动座2066b纵向移动的钻铣伺服电机b2067,所述钻铣伺服电机b2067通过钻铣丝杠b2068与所述钻铣移动座b2066连接,所述钻铣移动座b2066上通过轴承连接有空心轴2069,所述空心轴2069一端设有钻铣从动同步带轮2070,另一端设有钻铣安装板2071,所述钻铣移动座b2066上设有钻铣旋转伺服电机2072,所述钻铣旋转伺服电机2072连接有钻铣主动同步带轮2073,所述钻铣主动同步带轮2073通过钻铣同步带2074与钻铣从动同步带轮2070连接,所述钻铣安装板2071上沿圆周方向间隔设有多个钻铣单元2075,所述钻铣安装板2071、钻铣移动座b2066和钻铣移动座a2062上分别设有供型材4通过的通孔2076。通过在钻铣安装板2071上沿圆周方向设计多个钻铣单元2075,可以实现对型材四个面的加工,同时可以通过旋转来快速更换铣刀20754,显著提高钻铣效率。
56.所述钻铣单元2075包括设置在钻铣安装板2071上的钻铣进给导轨20751,所述钻铣进给导轨20751上设有钻铣机头安装座20752,所述钻铣机头安装座20752上设有钻铣机头20753,所述钻铣机头20753上设有铣刀20754,所述钻铣安装板2071上设有驱动钻铣机头20753进给的钻铣驱动气缸20755,所述钻铣驱动气缸20755与所述钻铣机头安装座20752连接。
57.所述钻铣安装板2071上对角设有两组钻铣单元2075,每组钻铣单元设有三个钻铣单元2075,其中一个钻铣单元2075竖向设置,一个钻铣单元2075纵向设置,一个钻铣单元2075倾斜设置,所述钻铣移动座b2066上设有两个钻铣张紧轮2077,所述钻铣同步带2074设
置在钻铣张紧轮2077上。
58.所述锯切机构208包括纵向设置在龙门架203上的锯切导轨a2081,所述锯切导轨a2081上设有锯切移动座a2082,所述龙门架203上设有驱动锯切移动座a2082纵向移动的锯切伺服电机a2083,所述锯切伺服电机a2083通过锯切丝杠a2084与所述锯切移动座a2082连接,所述锯切移动座a2082上竖向设有锯切导轨b2085,所述锯切导轨b2085上设有锯切移动座b2086,所述锯切移动座a2082上端设有驱动锯切移动座b2086竖向移动的锯切伺服电机b2087,所述锯切伺服电机b2087通过锯切丝杠b2088与所述锯切移动座b2086连接,所述锯切移动座b2086上设有锯切旋转伺服电机2089,所述锯切旋转伺服电机2089连接有减速机2090,所述减速机2092通过转轴与锯切安装座2091连接,所述锯切安装座2091上设有锯切电机2092,所述锯切电机2092连接有锯片2097。通过采用三平动一转的结构实现只需一个锯切机头即可完成任意角的锯切。
59.所述锯切安装座2091自上而下间隔设有锯切电机2092和锯片2097,所述锯片2097通过锯切转轴2096安装在所述锯切安装座2091上,所述锯切电机2092连接有锯切主动同步带轮2093,所述锯切转轴2096上连接有锯切从动同步带轮2095,所述锯切主动同步带轮2093通过锯切同步带2094与锯切从动同步带轮2095连接。采用带传动实现锯切电机与锯片的连接,能够有效避免锯切电机的干扰,锯切范围更大。
60.所述锯铣夹具210包括支架2101,所述支架2101上端设有主定位板2102和侧定位板2103,所述支架2101上纵向设有夹紧导轨2104,所述夹紧导轨2104上设有纵向夹紧板2105,所述支架2101上设有与纵向夹紧板2105连接的纵向夹紧气缸2106,所述支架201上竖向设有导向轴套2107,所述导向轴套2107上设有导向轴2108,所述导向轴2108上端设有竖向夹紧板2109,所述导向轴2108下端与竖向夹紧气缸2110连接。实现对型材的定位夹紧,配合锯铣加工。
61.所述卸料单元3包括配合工作的移动夹取机构和纵向导出机构。
62.所述移动夹取机构包括移动夹取机架301,所述移动夹取机架301上横向设有移动夹取导轨302,所述移动夹取导轨302上设有移动架303,所述移动夹取机架301上设有移动夹取伺服电机304,所述移动夹取伺服电机304通过移动夹取丝杠305与所述移动架303连接,所述移动架303上沿横向方向依次设有辅助夹具306和夹取送料机构307,所述辅助夹具306与所述锯铣夹具210结构相同,所述夹取送料机构307包括支撑架3071,所述支撑架3071上设有接料板3072,所述支撑架3071上横向设有送料滑轨3074,所述送料滑轨3074上设有送料移动座3075,所述送料移动座3075上纵向设有纵向夹取滑轨3076,所述送料移动座3075上设有夹板a3077,所述纵向夹取滑轨3076上设有夹板b3078,所述夹板a3077与夹板b3078之间设有夹取驱动气缸3079,所述支撑架3071上设有送料伺服电机3080,所述送料伺服电机3080通过带传动与所述送料移动座3075连接。通过设计辅助夹具306以及夹取送料机构307能够实现辅助定位夹紧以及快速送料,进而能够满足不同大小型材的卸料。
63.所述接料板3072上沿横向方向间隔设有多个接料辊3073,所述支撑架3071上横向设有送料横梁3081,所述送料横梁3081前端设有所述送料滑轨3074,所述送料横梁3081两端分别设有送料同步带轮3082,两所述送料同步带轮3082之间设有送料同步带3083,所述送料移动座3075设置在送料同步带3083上,所述送料伺服电机3080与其中一个送料同步带轮3082连接。
64.所述纵向导出机构309包括卸料机架3091,所述卸料机架3091上竖向设有卸料升降气缸3092,所述卸料升降气缸3092上设有卸料支架3093,所述卸料支架3093上横向间隔设有多个卸料托料辊3094,所述卸料机架3091上设有卸料伺服电机3095,所述卸料伺服电机3095通过卸料传动轴3096分别与多个纵向卸料单元连接,所述纵向卸料单元包括纵向设置在卸料机架3091上的卸料纵梁3097,所述卸料纵梁3097两端分别设有卸料同步带轮3098,两所述卸料同步带轮3098之间设有卸料同步带3099,其中一个所述卸料同步带轮3098与所述卸料传动轴3096连接。实现将加工好的型材纵向导出,便于收集包装。
65.沿横向方向相邻两个纵向卸料单元的间距逐渐增大,两相邻所述纵向卸料单元之间设有所述卸料托料辊3094。能够满足不同长短型材的卸料。
66.本实用新型钻铣加工中心的工作过程:
67.工作时,人工通过辅助上料辊117放置在上料板116上,然后上料伺服电机102通过上料传动轴103和纵向上料机构104驱动型材4纵向上料,通过后定位辊105、端部定位辊109和前定位机构110进行定位,上料升降气缸111通过上料托料辊112将型材4顶起脱离上料同步带1043,然后用上料机械手夹113持型材4进行上料,锯铣夹具210接收上料机械手113输送的型材4,并对型材进行定位夹紧,然后通过钻铣机构206和锯切机构208对型材4进行钻铣和锯切,当钻铣和/或锯切时辅助夹具306也可以对型材4进行辅助定位夹紧,以适用于更小型材的加工,当锯铣加工完成后,卸料单元3中的夹取送料机构307将加工后的型材进行夹取输送,最后纵向导出机构309将型材导出进行收集包装。
68.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
69.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。