1.本发明涉及高湿挤压蛋白制造技术领域,特别是涉及一种生产高湿挤压蛋白的双螺杆挤压机。
背景技术:
2.现有低水分挤压膨化工艺目前在国内外比较成熟,已经广泛应用于工业化大规模生产,但高水分组织化大豆蛋白的研究在仍处于起步阶段。
3.随着人们生活水平的提高,生产具有高水分的大豆蛋白人造肉是一种新的产品研发趋势。但由于现有的生产设备存在缺陷,无法通过现有设备高湿挤压技术对原料蛋白的反复挤压形成的类似于肉组织的纤维化结构,且无法保证其在出料时不会由于压力和温度的瞬间改变而产生膨化效果。
4.因此,亟需设计一种生产高湿挤压蛋白的双螺杆挤压机。
技术实现要素:
5.本发明的目的是提供一种生产高湿挤压蛋白的双螺杆挤压机,以解决上述现有技术存在的问题,本发明提供了如下方案:
6.本发明提供一种生产高湿挤压蛋白的双螺杆挤压机,包括:机壳;所述机壳一端设置有驱动组件,且所述机壳上限定有料斗和混合送料器;所述机壳内设置有三块隔板,且通过所述隔板将所述机壳分割为第一混料区,第二混料区,第三混料区和第四混料区;
7.所述第一混料区,第二混料区,第三混料区和第四混料区的周壁均设置有温度调节组件,使所述第一混料区的温度保持在28℃
‑
32℃;使所述第二混料区保持在58℃
‑
62℃;使所述第四混料区的温度保持在118℃
‑
122℃;使所述第三混料区的温度低于所述第四混料区的温度10℃
‑
15℃;
8.双螺杆组件;所述双螺杆组件一端与所述驱动组件传动连接,另一端伸入所述机壳内,且与所述机壳可拆卸连接;
9.所述机壳另一端开设有挤出口;所述挤出口处对应设置有成型部件;所述成型部件的成型末端安装有冷却模组。
10.所述双螺杆组件包括与所述第一混料区,第二混料区,第三混料区和第四混料区对应的进料段,混合段,加热段和二次混合段;所述进料段上设置有同向等距给进螺纹;所述混合段上设置有同向变距螺纹和齿形盘组件;所述加热段上设置有异向等距螺纹;所述二次混合段上设置有反向螺纹和所述同向等距给进螺纹;所述进料段,混合段,加热段和二次混合段任意两端位于所述隔板处均还设置有过渡段;所述过渡段设置有与所述隔板相适配的过渡螺纹块。
11.所述齿形盘组件包括若干个齿形盘和两捏合块;若干个所述齿形盘首尾相接一体成型;所述齿形盘两端各设置有一所述捏合块;所述捏合块一端端面与所述双螺杆组件形状适配,另一端与所述齿形盘端面贴合;
12.相邻所述齿形盘连接处形成有螺旋纹;所述齿形盘周侧还开设有若干个朝向所述齿形盘中心凹陷的凹槽;所述凹槽为u形槽。
13.所述捏合块包括三个弧三角块;三个所述弧三角块紧密贴合,且所述弧三角块三边均不对应重合。
14.温度调节组件包括设置于所述机壳周壁的加热板和温度探头;所述温度探头与所述加热板通过热继电器电性连接,且每一所述加热板均与控制系统电性连接。
15.所述隔板中心开设有与所述过渡螺纹块相适配的通孔;且所述隔板中心安装有表面光滑的加固块。
16.混合送料器包括加料管道,设置于所述加料管道内的加料双螺杆,设置于所述加料管道一侧且与所述加料管道顶端连通的混料箱;所述加料管道内壁还设置有若干个与所述加料双螺杆相适配的破碎齿。
17.所述冷却模组的冷却段为140mm
‑
150mm;所述冷却模组的出料口为扁平结构,高度为2.8mm
‑
3.2mm。
18.本发明了以下技术效果:本发明通过设置混合送料器和机壳的双重混料结构对物料进行多次混合;且机壳内双螺纹组件针对不同压力和温度的工作区设置有不同的螺纹端,减少高湿挤压蛋白在混合过程中始终保持合理状态,配合冷却模组使最终成型的高湿挤压蛋白纤维化组织结构良好,外形美观。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
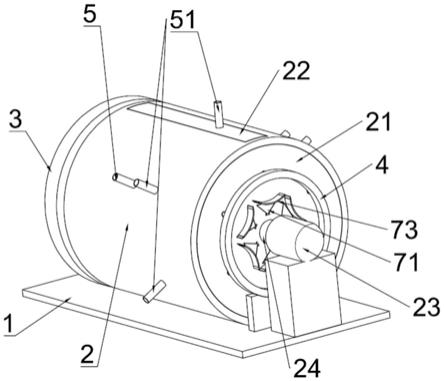
20.图1为本发明整体结构示意图;
21.图2为本发明挡板结构示意图;
22.图3为本发明混合送料器结构示意图;
23.图4为本发明混料箱结构示意图;
24.图5为本发明捏合块结构侧视图;
25.图6为本发明捏合块结构示意图;
26.图7为本发明齿形盘结构示意图;
27.其中,1机壳,2驱动组件,3双螺杆组件,4成型部件,5冷却模组,6温度调节组件,7加料双螺杆,8混料箱,9破碎齿,11料斗,12混合送料器,13隔板,14第一混料区,15第二混料区,16第三混料区,17第四混料区,18挤出口,19加固块,31同向等距给进螺纹,32同向变距给进螺纹,33齿形盘组件,34异向等距螺纹,35反向螺纹,36过渡螺纹块,37齿形盘,38捏合块,39弧三角块,61加热板,62温度抬头,81弧形管道,82混料辊。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
30.本发明提供一种生产高湿挤压蛋白的双螺杆挤压机,包括:机壳1;机壳1一端设置有驱动组件2,且机壳1上限定有料斗11和混合送料器12;机壳1内设置有三块隔板13,且通过隔板13将机壳1分割为第一混料区14,第二混料区15,第三混料区16和第四混料区17;
31.第一混料区14,第二混料区15,第三混料区16和第四混料区17的周壁均设置有温度调节组件6,使第一混料区14的温度保持在28℃
‑
32℃;使第二混料区15保持在58℃
‑
62℃;使第四混料区17的温度保持在118℃
‑
122℃;使第三混料区16的温度低于第四混料区17的温度10℃
‑
15℃;
32.双螺杆组件3;双螺杆组件3一端与驱动组件2传动连接,另一端伸入机壳1内,且与机壳1可拆卸连接;
33.机壳1另一端开设有挤出口18;挤出口18处对应设置有成型部件4;成型部件4的成型末端安装有冷却模组5。
34.双螺杆组件3包括与第一混料区14,第二混料区15,第三混料区16和第四混料区17对应的进料段,混合段,加热段和二次混合段;进料段上设置有同向等距给进螺纹31;混合段上设置有同向变距螺纹32和齿形盘组件33;加热段上设置有异向等距螺纹34;二次混合段上设置有反向螺纹35和同向等距给进螺纹31;进料段,混合段,加热段和二次混合段任意两端位于隔板13处均还设置有过渡段;过渡段设置有与隔板13相适配的过渡螺纹块36。
35.齿形盘组件33包括若干个齿形盘37和两捏合块38;若干个齿形盘37首尾相接一体成型;齿形盘37两端各设置有一捏合块38;捏合块38一端端面与双螺杆组件3形状适配,另一端与齿形盘37端面贴合;
36.相邻齿形盘37连接处形成有螺旋纹;齿形盘37周侧还开设有若干个朝向齿形盘37中心凹陷的凹槽;凹槽为u形槽。
37.在本发明的一个实施例中,齿形盘37彼此首尾相接形成一个齿形块;齿形块在齿形盘37的连接断面开设有螺旋纹,螺旋纹延伸至底部形成有螺旋端面,螺旋端面表面凭证;齿形块内部开设有连贯的键槽;齿形块通过花键或平键安装在双螺旋杆组件3的两根双螺旋杆轴上;齿形块外部偏向一侧的所有齿形盘37还通过斜刀切除一斜刀块;被削去的斜刀块均对应附图1置于齿形盘37右侧;斜刀底部位于凹槽的一半深度,使得加工精度变高,可以更好地使物料充分混合,且在输送前端仍能实现向前给进,且不会形成积料区。
38.捏合块38包括三个弧三角块39;三个弧三角块39紧密贴合,且弧三角块39三边均不对应重合。
39.在本发明的一个实施例中,捏合块38的中心通过键连接安装在两根螺杆上,弧三角块39的凸起部分起到阻挡料流的作用,升高前段料压,可以配合捏合块38的三个弧三角块39实现对物料剪切作用,配合齿形盘37起到混合匀化的作用。
40.温度调节组件6包括设置于机壳1周壁的加热板61和温度探头62;温度探头62与加热板61通过热继电器电性连接,且每一加热板61均与控制系统电性连接。
41.优选的,通过温度调节组件6实时监控四个混料区的温度,由于每个混料区需保持
的温度均不相同,防止控制系统出错调节加热板61温度调节失误,故设置热继电器当温度高于所在混料区温度的1.5倍时,通过热继电器熔断使加热板61紧急降温,防止发生危险。
42.隔板13中心开设有与过渡螺纹块36相适配的通孔;且隔板13中心安装有表面光滑的加固块19。
43.在本发明的一个实施例中,隔板13上安装加固块19一方面是为了配合过渡螺纹块36使双螺纹组件3运动平稳不发生干涉,另一方面隔板13起到隔绝混料区的作用,防止温度持续在工作运行期间扩散,导致混料区之间温度转移;同时保证每个混料区内的压力均不实现扩散并保持每个混料区内的压力。
44.混合送料器12包括加料管道,设置于加料管道内的加料双螺杆7,设置于加料管道一侧且与加料管道顶端连通的混料箱8;加料管道内壁还设置有若干个与加料双螺杆7相适配的破碎齿9。
45.冷却模组5的冷却段为140mm
‑
150mm;冷却模组5的出料口为扁平结构,高度为2.8mm
‑
3.2mm。
46.在本发明中,双螺旋杆组件3是由若干个螺杆元件通过导键或芯轴组合成型。
47.在一实施例中,由于第一混料区14和第二混料区15为混合物料并预热端,当这两区温度过低时,在物料水分一定的前提下,由于预热不够,在最后挤压成型时的热量与物料本身带入机壳1内的热量之和不足以使温度达到要求温度,物料未完全熟化,产品难以形成高湿挤压技术中要求的均匀质构,且松散易散;但是当第一混料区14和第二混料区15温度超过75℃时,物料易粘结,可能出现返料,使得输料无法进行,进而通过模拟选择,当第一混料区14和第二混料区15温度分别为30℃和60℃时;是最合适预料的温度;
48.第四混料区17的温度是高湿挤压蛋白成型的关键,在高温高压的环境对蛋白形成熔融态的影响增大,决定蛋白的成型外观口感和硬度,当温度过高可能会出现成型后膨化,故应保持第四混料区17温度为150℃,第三混料区16为140℃。
49.进一步的,本发明对双螺旋组件3的转速有要求,由于四个混料区的温度不同和螺纹状态不同,当螺杆转速过低时,物料会熟化失去凝胶作用,会产生烧焦的状态,容易导致成型困难;但转速给进过快又会导致物料未熟化,因此双螺旋组件3的转速为200r/min最优。
50.进一步的,本压缩机中,温度转速,压力对蛋白最后成型均具有交互作用。
51.在本发明的一个实施例中,如图1,通过料斗11将原辅料粉碎加入到第一混料区14;且在本实施例中,并没有单独设置加水口,在料斗11一侧单独开设处一条副管,用于在添加混料的同时加入温水,同时通过第一混料区14内的温度调节组件6配合调节使第一混料区14的温度保持在30℃;
52.进一步的,第一混料区14内设置有同向等距给进螺纹31;通过互相啮合的同向等距给进螺纹31将混料和水初步混合,并推动混合料给进到第二混料区15;混合段上设置有同向变距螺纹32和齿形盘组件33;同向变距螺纹32使用过沿给进方向的螺纹通过螺距减小,进一步提高该混料区的内压和温度;齿形盘组件33在适于第二混料区15的压力及温度的同时,使得物料在改混料区混合充分,且能同时增加双螺杆组件3的自清洁能力;且由于齿形盘组件33结构的改进,实现齿形盘组件33与同向变距螺纹32和异向等距螺纹34均不会形成积料区。
53.第三混料区16的加热段上设置有异向等距螺纹34;所述第三混料区16上对应设置有混合送料器12,用于二次添加辅加混料,辅加混料通过混料箱8及加料管道的粉碎混合汇入到第三混料区内,通过异向等距螺纹34互相啮合,本异向等距螺纹34纵横向均是开放设置,形成较大压力梯度的熔融和溶体输送段使混合能力进一步提高。
54.第四混料区17的二次混合段上设置有反向螺纹35和同向等距给进螺纹31;通过反向螺纹35提高第四混料区的温度和压力,使第四混料区17形成高温高压态,使蛋白进一步实现加热变形,配合同向等距给进螺纹31给进到成型部件4内。
55.在本发明的另一个实施例中,加料管道内加料双螺杆7两根螺杆同向给进且互相啮合,加料管道内还将破碎齿9设置于螺杆与加料管道的空隙,实现提高混料效果;加料双螺杆7一端连通到机壳1顶部,另一端通过单独设置的加料电机驱动;
56.进一步的,设置于加料管道一侧且与加料管道顶端连通的混料箱8;混料箱8内设置有弯曲的弧形管道81,弧形管道81从上至下倾斜设置有正对管道的三组混料器;混料器安装处开设有安装区,安装区为类球形结构;混料器为两混料辊82,混料辊82两端转动安装在混料区内;两所述混料辊82的连线中心位于弧形管道81当处截面的中心。
57.三组混料器中的混料辊82精度由上至下依次增高,尺寸由上至下依次降低。
58.在本发明的一个实施例中,料斗11底部设置有倾斜向下的导料板;导料板一端固定安装在机壳1内壁。
59.在本发明的一个实施例中,冷却模组5的长度设置过低易导致冷却不充分;冷却模组5的长度设置过高,出料口高度较低均会会导致堵料,无法正常生产;故需保证出料口高度与模具长度相适应。扁平形状的出口相比圆孔出口防堵塞效果更好。
60.且在成型出口处设置冷却模组5适用于,物料在挤出时容易由于温度和压力的瞬间变化而产生膨化效果,故设置冷却模组5实现对挤压蛋白的纤维化。
61.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
62.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。