1.本发明涉及一种工艺方法,尤其是涉及一种用于实时调控电子束增材制造合金组织的工艺方法,属于金属增材制造工艺技术领域。
背景技术:
2.电子束增材制造技术可用于制备各种由非磁性金属材料构成的复杂零部件,包括钛合金、镍基合金、钛铝基合金等,属于金属制造方面的一种新兴技术。通过该技术能快速低成本制备出形状、结构复杂、致密度高的零件。但目前采用电子束增材制造技术制备的零部件,均为一体化成形,组织均匀性、可控性弱,部分零件能直接满足服役性能要求,大多数零件仍需热处理、热等静压等手段进行组织调控,而且采用后处理手段调控的零件,其组织与原生组织相比,在组织变化的过渡区域更易失效。
技术实现要素:
3.本发明所要解决的技术问题是:提供一种能有效减少后处理手段,延长零件服役寿命的用于实时调控电子束增材制造合金组织的工艺方法。
4.为解决上述技术问题所采用的技术方案是:一种用于实时调控电子束增材制造合金组织的工艺方法,所述的工艺方法包括以下步骤,
5.1)确定调控工艺参数,依据需要调控的合金组织的相图、物相组成确定实时调控成形温度场时需要调控的工艺参数,
6.2)设置调控工艺参数,在成形前依据不同截面或不同高度上的零部件所需获得的合金组织设置对应需要调控工艺参数的具体数值,
7.3)打印增材制造合金组织,在打印增材制造合金组织的过程中,通过调整确定的调控工艺参数改变、控制打印过程中的面能量和线能量来打印获得需要的增材制造合金组织,
8.其中,在确定需要调控的工艺参数时确定的需要调控的工艺参数至少应包括平均电流和扫描速度。
9.进一步的是,在步骤1)中确定的所述调控工艺参数还包括束斑直径。
10.上述方案的优选方式是,在步骤1)确定的各个调控工艺参数的调整范围分别为平均电流控制在15
‑
45ma之间,束斑直径控制在20
‑
150ma之间,扫描速度控制在2000
‑
6000m/s之间。
11.进一步的是,在合金零件打印完成后,还需要对零件进行解剖,并至少分析成形合金组织的化学成分特征、物相组成特征以及晶粒尺寸特征。
12.上述方案的优选方式是,在进行合金组织的打印前,需要先从控制系统中调入相应的基础成形参数,所述的基础成形参数至少包括铺粉层厚、预热温度、预热时间、线补偿以及熔融的最大束流和最小束流。
13.进一步的是,各项所述的基础成形参数按下述参数值进行控制,铺粉层厚控制在
50
‑
200μm之间,预热温度控制在500
‑
1300℃之间,预热时间控制在15
‑
100min,线补偿控制在0.02
‑
0.5mm之间,熔融束流控制在3
‑
48ma之间。
14.上述方案的优选方式是,所述的基础成形参数是通过导入文件,然后加载待成形零件的切片文件调入的。
15.进一步的是,在进行正式打印前还需要进行前期准备,所述的前期准备至少包括在粉仓内放置需成形合金的粉末、填充金属粉末并放置和调平基板。
16.进一步的是,在前期准备工作完成后再对成形仓和电子枪抽高真空,待真空度满足设备要求后开启高压,进行电子束对中并导入基础成形参数。
17.本发明的有益效果是:本技术提供的工艺方法在现有工艺路线的基础上,通过先确定需要调控工艺参数,即依据需要调控的合金组织的相图、物相组成确定实时调控成形温度场的调控工艺参数,然后再设置调控工艺参数,即在成形前依据不同截面或不同高度上的零部件所需获得的合金组织设置对应的调控工艺参数数值,最后再进行增材制造合金组织打印,保证在打印增材制造合金组织的过程中,通过调整确定的调控工艺参数改变、控制打印过程中的面能量和线能量来打印获得需要的增材制造合金组织,其中,在确定需要调控的工艺参数时确定的需要调控的工艺参数至少应包括平均电流和扫描速度。由于本技术提供的工艺方法是以现有的工艺中线为基础,仅对平均电流和扫描速度进行调节来控制打印过程中的面能量和线能量,进而获得需要的增材制造合金组织,达到了有效调控打印件不同位置上的显微组织,延长零件服役寿命,减少后处理工序的目的,可广泛推广到金属增材制造领域,对行业的发展具有良好推动作用。
附图说明
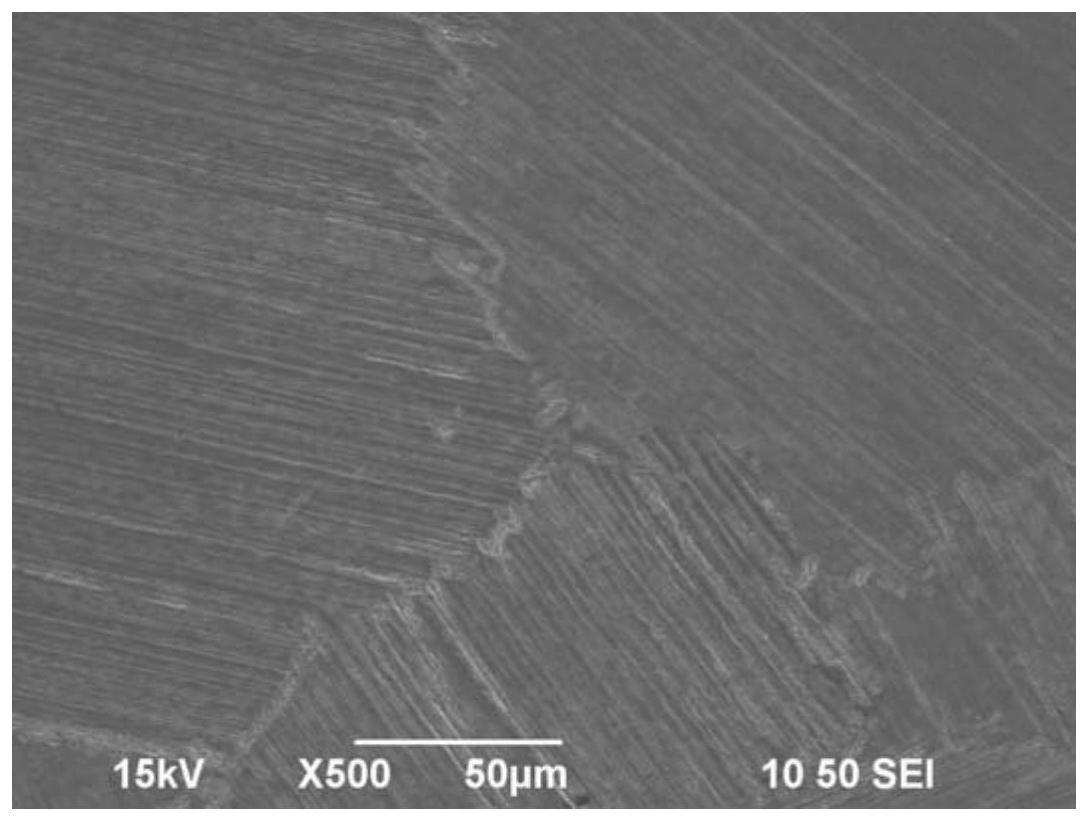
18.图1、图2为本发明用于实时调控电子束增材制造合金组织的工艺方法在不同成形参数下获得的显微组织。
具体实施方式
19.为了解决现有技术中存在的上述技术问题,本发明提供的一种能有效减少后处理手段,延长零件服役寿命的用于实时调控电子束增材制造合金组织的工艺方法。所述的工艺方法包括以下步骤,
20.1)确定调控工艺参数,依据需要调控的合金组织的相图、物相组成确定实时调控成形温度场时需要调控的工艺参数,
21.2)设置调控工艺参数,在成形前依据不同截面或不同高度上的零部件所需获得的合金组织设置对应需要调控工艺参数的具体数值,
22.3)打印增材制造合金组织,在打印增材制造合金组织的过程中,通过调整确定的调控工艺参数改变、控制打印过程中的面能量和线能量来打印获得需要的增材制造合金组织,
23.其中,在确定需要调控的工艺参数时确定的需要调控的工艺参数至少应包括平均电流和扫描速度。本技术提供的工艺方法在现有工艺路线的基础上,通过先确定需要调控工艺参数,即依据需要调控的合金组织的相图、物相组成确定实时调控成形温度场的调控工艺参数,然后再设置调控工艺参数,即在成形前依据不同截面或不同高度上的零部件所
需获得的合金组织设置对应的调控工艺参数数值,最后再进行增材制造合金组织打印,保证在打印增材制造合金组织的过程中,通过调整确定的调控工艺参数改变、控制打印过程中的面能量和线能量来打印获得需要的增材制造合金组织,其中,在确定需要调控的工艺参数时确定的需要调控的工艺参数至少应包括平均电流和扫描速度。由于本技术提供的工艺方法是以现有的工艺中线为基础,仅对平均电流和扫描速度进行调节来控制打印过程中的面能量和线能量,进而获得需要的增材制造合金组织,达到了有效调控打印件不同位置上的显微组织,延长零件服役寿命,减少后处理工序的目的,可广泛推广到金属增材制造领域,对行业的发展具有良好推动作用。
24.上述实施方式中,为了更好的控制增材制造零件的合金组织,本技术在步骤1)中确定的所述调控工艺参数还包括束斑直径。具体来说,在步骤1)确定的各个调控工艺参数的调整范围分别为平均电流控制在15
‑
45ma之间,束斑直径控制在20
‑
150ma之间,扫描速度控制在2000
‑
6000m/s之间。并且需要在合金零件打印完成后,对零件进行解剖,并至少分析成形合金组织的化学成分特征、物相组成特征以及晶粒尺寸特征。
25.如上所述,由于本技术的工艺方法是以现有的工艺路线为基础,即在现有的铺粉、预热以及熔融的三个过程的基础进行调整、控制的,所以在进行合金组织的打印前,还需要先从控制系统中调入相应的基础成形参数,所述的基础成形参数至少包括铺粉层厚、预热温度、预热时间、线补偿以及熔融的最大束流和最小束流。具体要求为,各项所述的基础成形参数按下述参数值进行控制,铺粉层厚控制在50
‑
200μm之间,预热温度控制在500
‑
1300℃之间,预热时间控制在15
‑
100min,线补偿控制在0.02
‑
0.5mm之间,熔融束流控制在3
‑
48ma之间。所述的基础成形参数是通过导入文件,然后加载待成形零件的切片文件调入的。
26.当然,从工艺的角度出发,在进行正式打印前还需要进行前期准备,所述的前期准备至少包括在粉仓内放置需成形合金的粉末、填充金属粉末并放置和调平基板。在前期准备工作完成后再对成形仓和电子枪抽高真空,待真空度满足设备要求后开启高压,进行电子束对中并导入基础成形参数。
27.具体实施例
28.为调控电子束增材制造零件的组织分布,减少后处理手段,延长零件服役寿命。本发明提供一种实时调控电子束增材制造合金组织的方法。
29.本发明采用的技术方案如下:
30.该实时调控电子束增材制造合金组织的方法包括以下步骤:
31.前期准备阶段,在粉仓内放置需成形合金的粉末,填充金属粉末并放置、调平基板;
32.抽真空,对成形仓和电子枪抽高真空,待真空度满足设备要求后开启高压,进行电子束对中;导入文件,加载待成形零件的切片文件;
33.调取主要成形参数,依据所使用的金属材料调取零件成形基础工艺参数,包括铺粉层厚、预热温度、预热时间、线补偿、熔融的最大、最小束流;所述铺粉层厚为50
‑
200μm,预热温度为500
‑
1300℃,预热时间为15
‑
100min,线补偿为0.02
‑
0.5mm,熔融束流为3
‑
48ma;
34.确定调控组织的参数,依据相图、物相组成确定实时调控成形温度场的工艺参数,调控组织的参数主要包括平均电流、束斑直径、扫描速度;所述平均电流为15
‑
45ma,束斑直径为20
‑
150ma、扫描速度为2000
‑
6000m/s,通过调整上述参数改变、控制打印过程中的面能
量、线能量,在成形前依据不同截面或高度上的零部件所需获得的组织设置对应参数。如电子束成形tial合金零件时,提高电流至30
‑
45ma,扫描速度为2500
‑
3500m/s。
35.打印,打印完成后取出打印零件,解剖分析其化学成分、物相组成、晶粒尺寸等组织特征。
36.本发明技术方案基于电子束增材制造技术,根据该技术成形过程及特点,确定了能调控打印件内部微观组织的方法,优化了现有成形工艺,缩短了涉及组织调控的后处理工艺流程,为成形高性能零部件提供一种快速、有效的方法。
37.实施例1
38.其特征包括以下步骤:
39.1)取30
‑
50kg粒径分布为45
‑
150μm的钛铝合金粉末,装入到粉仓中;
40.2)填充粉末,并将已标记中心且尺寸为150
×
150mm的不锈钢基板放置在成形平台上调平;
41.3)对仓室、电子枪抽真空,待仓室真空度达2.0
×
10
‑
3mbar,电子枪真空度达7.0
×
10
‑
5mbar左右,开启高压进行电子束对中;
42.4)将完成切片的文件导入电子束设备中;
43.5)选择对应的钛合金材料、成形工艺参数,具体参数如下:铺粉层厚50μm,预热温度为850
‑
1200℃,预热时间为15
‑
90min,线补偿为0.02
‑
0.4mm,熔融束流为3
‑
38ma;
44.6)根据钛合金相图、物相组成确定调控打印态组织的工艺参数,包括平均电流为15
‑
36ma,束斑直径为50
‑
80ma、扫描速度为200
‑
4000m/s,其目的在于控制每层post
‑
heating的能量输入,以调控成形件的晶粒尺寸、显微组织,能制备出具有不同显微组织的高性能结构构件;
45.7)开始打印,打印完成后取出打印的钛合金件,并分析其显微组织。
46.如图1、2所示为在不同成形参数下获得的显微组织。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。