1.本实用新型涉及电机技术领域,特别涉及一种电机、压缩机和制冷设备。
背景技术:
2.相关技术中,压缩机是冰箱、空调等制冷设备实现其制冷功能所需的部件,随着市场对于制冷设备能效等级要求的提升,制冷设备中的压缩机类型需要从定速压缩机转为变频压缩机,而现有压缩机中的电机在变频控制下会产生较大的噪音,且成本不易控制。
技术实现要素:
3.本实用新型的主要目的是提供一种电机,旨在降低制冷设备的电机的噪音,同时降低电机的成本。
4.为实现上述目的,本实用新型提出的电机,包括:
5.定子,具有12个定子槽;以及
6.转子,包括转子铁芯和转子磁铁,所述转子铁芯设置有8个磁铁安装槽,每一个所述磁铁安装槽安装有一个所述转子磁铁,所述转子铁芯设有沿其轴向贯穿设置的多个注塑孔,多个所述注塑孔以及所述转子铁芯的轴向端部注塑有注塑体,所述注塑体将所述转子铁芯与所述转子磁铁连接为一体。
7.可选地,所述转子铁芯包括沿其轴向叠压设置的多个转子冲片,所述转子冲片设有供彼此连接的多个铆扣点。
8.可选地,多个所述磁铁安装槽环绕所述转子铁芯的外周缘间隔设置,所述磁铁安装槽呈弧形,并具有朝向所述定子的开口。
9.可选地,8个所述磁铁安装槽将所述转子铁芯分隔成靠近所述定子的外环部和远离所述定子的内环部;
10.所述注塑孔分成多组,分别为第一组和第二组,所述第一组的多个注塑孔沿所述转子铁芯的周向间隔设置于所述内环部,所述第二组的多个注塑孔沿所述转子铁芯的周向间隔设置于所述外环部。
11.可选地,所述第一组的多个注塑孔的孔径大于所述第二组的多个注塑孔的孔径。
12.可选地,所述第二组的所述注塑孔的数量对应所述磁铁安装槽为8个,所述第二组的多个所述注塑孔一对一的设于多个所述磁铁安装槽与所述转子铁芯的外周缘之间的区域。
13.可选地,所述铆扣点和所述第一组的多个所述注塑孔在所述转子铁芯的内环部沿所述转子铁芯的周向间隔交错设置。
14.可选地,所述第一组的注塑孔的数量为4个,所述铆扣点的数量为4个,所述第一组的任一所述注塑孔在所述转子铁芯上位于相邻两个所述磁铁安装槽的中线上,任一所述铆扣点在所述转子铁芯上位于对应相邻两个所述磁铁安装槽的中线上。
15.可选地,所述第二组的多个所述注塑孔与对应的所述磁铁安装槽之间的距离大于
或等于0.5mm,和/或,所述第二组的多个所述注塑孔与其对应的所述转子铁芯的外周缘之间的距离大于或等于0.5mm。
16.可选地,所述转子具有转轴孔,所述第一组的多个所述注塑孔与所述转轴孔之间的距离大于或等于1mm。
17.本实用新型还提出一种压缩机,包括上述任意实施例所述的电机。
18.本实用新型还提出一种制冷设备,包括上述实施例所述的压缩机。
19.本实用新型技术方案的电机,包括定子和转子,定子具有12个定子槽,转子设有8个供转子磁铁安装的磁铁安装槽,即本实用新型方案的电机的槽极比的最小公倍数可达24,可有效增大电机的齿槽转矩的基波频率,齿槽转矩基波频率的增加会导致基波幅值减小,进而有效的减小了电机运行中齿槽转矩所带来的噪声;还通过在转子铁芯上设有多个注塑孔,多个注塑孔以及转子铁芯的轴向端部注塑有注塑体,注塑体将转子铁芯与转子磁铁连接为一体,相比于现有的电机通过紧固件将转子铁芯和转子磁铁连接固定,可以省去端板和紧固件的材料费用,省去安装端板和紧固件的人工成本,减小了电机的生产成本;而且,注塑件不会因为电机的转动而发生形变,也不会受到温度和转动共振的影响,避免转子铁芯与转子磁铁相对振动而产生噪音,进一步降低了电机运行产生的噪音。如此,本实用新型降低了制冷设备产生的噪音,同时降低了制冷设备的生产成本。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
21.图1为现有技术中转子的装配结构示意图;
22.图2为本实用新型电机一实施例的结构示意图;
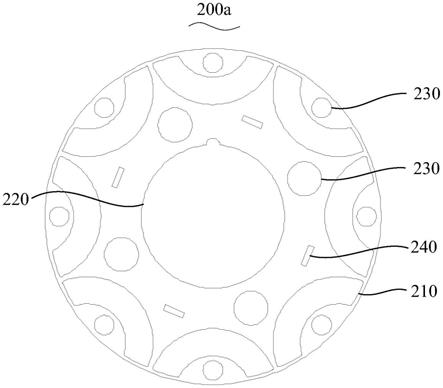
23.图3为图2中电机的转子的转子铁芯一实施例的结构示意图。
24.附图标号说明:
25.标号名称标号名称10电机200b转子磁铁100定子200c端板110定子轭部200d铆钉120定子齿部210磁铁安装槽130定子槽220转轴孔200转子230注塑孔200a转子铁芯240铆扣点
26.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部
的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
29.另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
30.本实用新型提出一种电机。
31.目前,中小容积的冰箱冰柜等制冷设备中的压缩机通常采用6槽电机或9槽电机来实现制冷功能,而随着对于制冷设备能要求的提高,中小容积的制冷设备需要从定速控制转变为变频控制,但6槽电机或9槽电机的电机结构并不适合变频控制,在变频控制时会产生过大的噪音(电磁噪音)。
32.另外,为了固定磁铁安装槽210中的转子磁铁200b,参照图1,目前现有的压缩机的电机10转子200通常在转子铁芯200a的两端设置有端板200c,并通过紧固件(例如螺栓、铆钉200d等)将转子铁芯200a以及转子磁铁200b连接固定于两端板200c之间,转子铁芯200a通过紧固件与转子磁铁200b连接,由于变频电机10经常改变转速,使得紧固件所受的力随时发生变化,在长期转动过程中紧固件发生变形,且紧固件容易受到转动共振以及定子100绕组产生的热量的影响,久之使得紧固件与转子铁芯200a和转子磁铁200b的连接变得松弛,导致转子铁芯200a与转子磁铁200b相对振动而产生噪音(机械噪音),并且降低了电机10整体的使用寿命。而且,转子铁芯200a和转子磁铁200b是提供磁场的主要结构,而端板200c和紧固件仅仅是用于固定转子铁芯200a和转子磁铁200b的零部件,端板200c和紧固件增加了电机10的材料成本,同时紧固件的连接固定(打铆钉200d或者上螺栓)较难实现自动化,通常需要人工安装,安装过程无疑增加了电机10生产的人工成本。
33.对于中小容积此类多放于室内的制冷设备而言,噪音水平是影响使用舒适度的重要指标,过大的噪音十分影响用户的使用舒适度,同时制冷设备的生产成本决定其销售价格,过高的成本使得价格升高,因此如何降低中小容积的制冷设备产生的噪音以及降低生产成本,是当前所急需解决的问题。
34.为解决上述问题,参照图2至图3,在本实用新型一实施例中,所述电机10包括定子100和转子200;所述定子100具有12个定子槽130;所述转子200包括转子铁芯200a和转子磁铁200b,所述转子铁芯200a设置有8个磁铁安装槽210,每一个所述磁铁安装槽210安装有一个所述转子磁铁200b,所述转子铁芯200a设有沿其轴向贯穿设置的多个注塑孔230,多个所述注塑孔230以及所述转子铁芯200a的轴向端部注塑有注塑体,所述注塑体将所述转子铁芯200a与所述转子磁铁200b连接为一体。
35.其中,定子100包括定子100铁芯和绕组,定子100铁芯可由多个定子冲片轴向叠压形成。定子100铁芯可包括定子轭部110和多个定子齿部120;其中,定子轭部110可呈环状,多个定子齿部120可均匀间隔设于定子轭部110上,并可分别朝向定子100中心延伸设置,任意相邻两定子齿部120可与定子轭部110合围形成一具有开口朝向定子100中心的定子槽130,也即定子齿部120的数量与定子槽130的数量相同。
36.转子200,具有8个磁铁安装槽210,8个磁铁安装槽210均匀间隔设置,以供转子磁铁200b安装放置。可以理解的是,一个磁铁安装槽210中安装放置的转子磁铁200b即为一极,而现有中小容积的制冷设备中压缩机的电机10通常为6槽4极或者9槽6极电机10,其槽极比的最小公倍数分别为12或者18,而申请技术方案通过采用12槽8极的电机10结构,槽极比的最小公倍数可达24,可有效增大电机10的齿槽转矩的基波频率,而由频谱函数特性可以知道,齿槽转矩基波频率的增加会导致基波幅值减小,因此可有效减小电机10运行中齿槽转矩所带来的噪声。
37.本实施例的转子铁芯200a与转子磁铁200b通过注塑件连接为一体,具体而言,在注塑过程中,将转子铁芯200a与转子磁铁200b整体定位于注塑模具中,通过在注塑孔230内注入注塑填充料,且注塑填充料漫出注塑孔230至转子铁芯200a的轴向两端,注塑填充料凝为注塑件,从而将转子铁芯200a与转子磁铁200b连接为一体。其中,注塑孔230的形状在此不做限定,在本实施例中,为方便注塑填充料均匀和充分的填满注塑孔230以及模具的型腔,避免产生气孔,注塑孔230设置为圆孔。其中,注塑工序的自动化程度高,效率高,对于此类大批量生产的中小容积的制冷设备而言,注塑工序的成本要远小于人工成本。
38.可以理解地,相比于现有技术中通过紧固件将转子铁芯200a与转子磁铁200b连接固定,本实施例通过注塑件将转子铁芯200a与转子磁铁200b连接为一体,一方面,可以省去端板200c和紧固件的费用,省去安装端板200c和紧固件的人工成本,降低了电机10的生产成本,进而降低了制冷设备的生产成本;一方面,在电机10转动过程中,注塑件很难产生形变,且注塑件不会受到温度以及转动共振的影响,转子铁芯200a与转子磁铁200b始终紧密的连为一体,从而避免产生相对振动而产生机械噪音,进一步降低了制冷设备产生的噪音。
39.本实用新型技术方案的电机10,包括定子100和转子200,定子100具有12个定子槽130,转子200设有8个供转子磁铁200b安装的磁铁安装槽210,即本实用新型方案的电机10的槽极比的最小公倍数可达24,可有效增大电机10的齿槽转矩的基波频率,齿槽转矩基波频率的增加会导致基波幅值减小,进而有效的减小了电机10运行中齿槽转矩所带来的噪声;还通过在转子铁芯200a上设有多个注塑孔230,多个注塑孔230以及转子铁芯200a的轴向端部注塑有注塑体,注塑体将转子铁芯200a与转子磁铁200b连接为一体,相比于现有的电机10通过紧固件将转子铁芯200a和转子磁铁200b连接固定,可以省去端板200c和紧固件的材料费用,省去安装端板200c和紧固件的人工成本,减小了电机10的生产成本;而且,注塑件不会因为电机10的转动而发生形变,也不会受到温度和转动共振的影响,避免转子铁芯200a与转子磁铁200b相对振动而产生噪音,进一步降低了电机10运行产生的噪音。如此,本实用新型降低了制冷设备产生的噪音,同时降低了制冷设备的生产成本。
40.在一实施例中,所述转子铁芯200a包括沿其轴向叠压设置的多个转子冲片,所述转子冲片设有供彼此连接的多个铆扣点240。如图3所示,可以理解地,为了降低涡流损耗,降低温升,转子铁芯200a通过多个转子冲片(具体为硅钢片)叠压形成,而在注塑之前,需要
将多个转子冲片叠压连接为一体,本实施例通过在转子冲片上设置铆扣点240,每相邻两个转子冲片叠压连接。其中,铆扣点240为凸出于转子冲片一侧的折弯部,铆扣点240在转子冲片的冲压过程中形成。在转子冲片叠压过程中,位于上方的转子冲片的铆扣点240与位于下方的铆扣点240卡合配合,通过设置铆扣点240可以提高转子冲片的叠压精度,使得每相邻两个转子冲片叠压时彼此的外边缘贴合,保证叠压后形成的转子铁芯200a的外周缘的圆柱度。
41.其中,每一个转子冲片上设有磁铁安装孔,各转子冲片叠压形成转子铁芯200a时,各个磁铁安装孔对应连通形成所述磁铁安装槽210,转子磁铁200b安装于磁铁安装槽210中。
42.进一步地,参照图3,在一实施例中,多个所述磁铁安装槽210环绕所述转子铁芯200a的外周缘间隔设置,所述磁铁安装槽210呈弧形,并具有朝向所述定子100的开口。可以理解地,通过将磁铁安装槽210设置为弧形,且其开口朝向定子100的一侧,如此,有利于提高磁密。其中,磁铁安装槽210的形状可以是“c”型,“u”型等。
43.进一步地,参照图2和图3,在一实施例中,8个所述磁铁安装槽210将所述转子铁芯200a分隔成靠近所述定子100的外环部和远离所述定子100的内环部;所述注塑孔230分成多组,分别为第一组和第二组,所述第一组的多个注塑孔230沿所述转子铁芯200a的周向间隔设置于所述内环部,所述第二组的多个注塑孔230沿所述转子铁芯200a的周向间隔设置于所述外环部。可以理解地,将注塑孔230分为远离定子100的第一组和靠近定子100的第二组,使得注塑件均匀的将转子磁铁200b和转子铁芯200a连接为一体,可以增强转子200连接的稳定性,保证转子200转动的强度。
44.由于第二组的多个注塑孔230设于靠近定子100的外环部,而磁铁安装槽210同样设于外环部,即第二组的多个注塑孔230受到转子冲片空间的限制,因此第二组的多个注塑孔230的孔径设计小,而第一组的多个注塑孔230设于远离定子100的内环部,其不存在空间的限制,为了增强注塑件的整体强度和稳定性,保证转子磁铁200b与转子铁芯200a紧密的连接为一体,进一步地,在一实施例中,所述第一组的多个注塑孔230的孔径大于所述第二组的多个注塑孔230的孔径。
45.进一步地,在一实施例中,所述第二组的所述注塑孔230的数量对应所述磁铁安装槽210为8个,所述第二组的多个所述注塑孔230一对一的设于多个所述磁铁安装槽210与所述转子铁芯200a的外周缘之间的区域。如图3所示,由于转子冲片通过叠压成型,与磁铁安装槽210对应的外环部较为薄弱,通过将第二组的多个注塑孔230设于磁铁安装槽210与转子铁芯200a的外周缘之间的区域(即磁铁安装槽210的开口侧),可以增强转子200整体的强度。
46.进一步地,所述铆扣点240和所述第一组的多个所述注塑孔230在所述转子铁芯200a的内环部沿所述转子铁芯200a的周向间隔交错设置。由于转子冲片通过冲压成型,通过将铆扣点240和第一组的多个注塑孔230在内环部沿转子200的周向间隔交错设置,一方面,可以方便冲压模具的冲头的排布,一方面,避免冲头的冲压力集中于转子冲片的某个位置,避免转子冲片发生变形。
47.进一步地,在一实施例中,所述第一组的注塑孔230的数量为4个,所述铆扣点240的数量为4个,所述第一组的任一所述注塑孔230在所述转子铁芯200a上位于相邻两个所述
磁铁安装槽210的中线上,任一所述铆扣点240在所述转子铁芯200a上位于对应相邻两个所述磁铁安装槽210的中线上。
48.如图3所示,转子冲片上设有转轴孔220,可以理解地,由于磁铁安装槽210呈弧形,且磁铁安装槽210的开口侧朝向定子100侧,即磁铁安装槽210的中部更靠近转轴孔220,而磁铁安装槽210的两端距离转轴孔220较远,将第一组的注塑孔230和铆扣点240设于相邻两个磁铁安装槽210的中线上,防止第一注塑孔230和铆扣点240与转轴孔220的距离过小,防止转子冲片在冲压成型时导致转轴孔220的外边沿发生变形。
49.可以理解地,由于转子冲片通过冲压成型,当第二组的多个注塑孔230与其对应的磁铁安装槽210之间的距离过小,或者第二组的多个注塑孔230与转子铁芯200a的外周缘之间的距离过小时,在冲压过程中,容易第二组的多个注塑孔230与磁铁安装槽210之间的部分,或者第二组的多个注塑孔230与转子铁芯200a的外周缘之间的部分发生变形甚至是断裂,导致转子冲片在叠压过程中产生缝隙,降低了转子200整体的稳定性,而且在转动过程中会产生噪音,为防止出现上述问题,在本实用新型一实施例中,所述第二组的多个所述注塑孔230与对应的所述磁铁安装槽210之间的距离大于或等于0.5mm,和/或,所述第二组的多个所述注塑孔230与其对应的所述转子铁芯200a的外周缘之间的距离大于或等于0.5mm。
50.其中,需要指出的是,上文所述的第二组的多个所述注塑孔230与对应的所述磁铁安装槽210之间的距离,是指注塑孔230的外边缘至磁铁安装槽210的外边缘的最小距离(最近点的距离);同样地,所述第二组的多个所述注塑孔230与其对应的所述转子铁芯200a的外周缘之间的距离,是指注塑孔230的外边缘至转子铁芯200a的外周缘的最小距离(最近点的距离)。
51.进一步地,在一实施例中,所述转子200具有转轴孔220,所述第一组的多个所述注塑孔230与所述转轴孔220之间的距离大于或等于1mm。可以理解地,由于电极转轴安装于转轴孔220中,若第一组的注塑孔230距离转轴孔220的距离过小,导致靠近转轴孔220的部分强度较低,在转子200高速转动过程中容易损坏,而且,若第一组的注塑孔230距离转轴孔220的距离过小,也不利于转子冲片的冲压,容易使转轴孔220的外边沿发生变形。
52.本实用新型还提出一种压缩机,该压缩机包括如上述的电机10,该电机10的具体结构参照上述实施例,由于本压缩机采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。其中,压缩机可包括转轴、压缩室以及位于压缩室的活塞组件,转轴的两端可分别与活塞组件和电机10转子200传动连接,以使电机10转子200在转动时,可通过转轴驱动活塞组件在压缩室中进行往返复式压缩,进而实现将压缩室接入的低温低压物质压缩为高温高压后输出。
53.本实用新型还提出一种制冷设备,该制冷设备包括如上述的压缩机,该压缩机的具体结构参照上述实施例,由于本制冷设备采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。其中,制冷设备可以是冰箱、冰柜或者空调。
54.以上所述仅为本实用新型的可选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的发明构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。