1.本技术涉及喷码机技术领域,更具体地说,它涉及一种全自动喷码机用定位检测一体相结合的装置。
背景技术:
2.工业产品在生产过程中会经历各种加工、组装、测试工序,每一道工序的完成情况、以及每一个零部件的来源,都会影响到产品最终质量的优劣。因此,需要让每个零部件以及产品的来源均可追溯,以此保证质量过关。溯源的方式是在零部件、产品上打上标识码(条形码、二维码),这个标识码所对应的是产品的身份,在企业的数据库中利用这个身份记录了这个产品在经历所有制程中的材料来源、生产日期等相关信息。在包装出库的时候,需要对产品的标识码进行扫码,并根据扫码的结果在数据库中查询该产品的信息,一旦发现有不良品混入,可以在出库前将其剔除,以保证产品的出库质量,由此可见标识码的重要程度非同一般。除此之外,成品上也需打上商标、品名等图案或文字。
3.随着科技的不断发展,目前已经全面通过自动化设备替代人工作业,将产品进行自动化标识打码,借此减低生产的人工成本,提高生产效率,但是现有的全自动喷码机在喷码标识时,均通过料盘上的定位孔实现定位,受用范围小,且容错率低,很容易发生喷码移位的情况。
技术实现要素:
4.针对上述现有技术的不足,本技术的目的是提供一种全自动喷码机用定位检测一体相结合的装置,具有适用性强和容错率高的优点。
5.本技术的上述技术目的是通过以下技术方案得以实现的:一种全自动喷码机用定位检测一体相结合的装置,包括龙门支撑架,所述龙门支撑架上分别设置有定位机构和所述检测机构,所述定位机构用于确定物料能够喷码的位置,所述检测机构用于检测物料是否喷码成功,所述检测机构与所述定位机构电性连接。
6.优选的,所述定位机构包括用于确定喷码位置的定位摄像头以及驱动所述定位摄像头靠近和远离物料的第一驱动件,所述第一驱动件设于所述龙门支撑架上。
7.优选的,所述检测机构包括用于确定喷码的检测摄像头以及驱动所述检测摄像头靠近和远离物料的第二驱动件,所述第二驱动件设于所述龙门支撑架上。
8.优选的,所述龙门支撑架和所述检测摄像头之间设置有感应组件,所述感应组件用于确定所述检测摄像头的移动方位。
9.优选的,所述感应组件包括设于所述检测摄像头上的感应片以及设于龙门支撑架上的多个感应器,多个所述感应器能够分别与所述感应片感应接触,多个所述感应器分布于所述龙门支撑架上。
10.综上所述,本技术具有的有益效果:物料经定位机构确定喷码位置之后,由喷头对该物料的指定位置进行喷码,之后利用检测机构对喷码进行检测,若检测机构检测的喷码
不合格,之后物料再次由喷头进行喷码,之后再由检测机构检测物料上喷码,以此反复上述作业,直至检测机构检测合格为止,该定位机构适用性强,配合检测机构的检测,极大的提高容错率。
附图说明
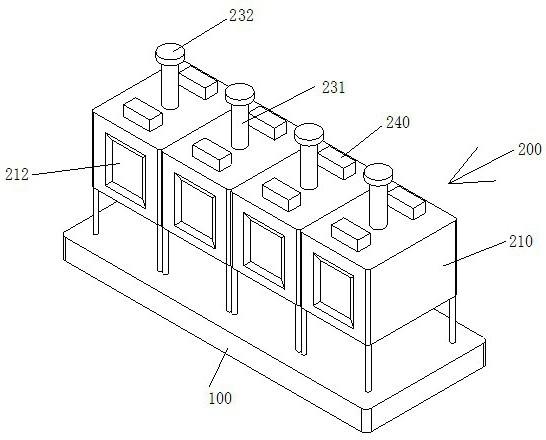
11.图1是本技术实施例的立体的结构示意图;
12.图2是本技术实施例的检测机构的结构示意图。
13.附图标记:1、龙门支撑架;11、定位摄像头;12、第一驱动件;13、第一线性模组;2、检测摄像头;21、第二驱动件;22、第二线性模组;3、感应器;31、感应片。
具体实施方式
14.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
15.需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。
16.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
17.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
18.一种全自动喷码机用定位检测一体相结合的装置,参见图1和图2,包括龙门支撑架1,所述龙门支撑架1上分别设置有定位机构和所述检测机构,所述定位机构用于确定物料能够喷码的位置,所述检测机构用于检测物料是否喷码成功,所述检测机构与所述定位机构电性连接。
19.本实施例中物料经定位机构确定喷码位置之后,由喷头对该物料的指定位置进行喷码,之后利用检测机构对喷码进行检测,若检测机构检测的喷码不合格,之后物料再次由喷头进行喷码,之后再由检测机构检测物料上喷码,以此反复上述作业,直至检测机构检测合格为止,该定位机构适用性强,配合检测机构的检测,提高容错率。
20.具体的,所述定位机构包括用于确定喷码位置的定位摄像头11以及驱动所述定位摄像头11靠近和远离物料的第一驱动件12,所述第一驱动件12设于所述龙门支撑架1上。
21.通过第一驱动件12驱动定位摄像头11沿龙门支撑架1滑动,并向物料靠近移动,待定位摄像头11移动到物料正上方后,第一驱动件12停止作业,第一驱动件12与所述龙门支撑架1之间通过第一线性模组13连接,便于定位摄像头11的移动。
22.具体的,所述检测机构包括用于确定喷码的检测摄像头2以及驱动所述检测摄像
头2靠近和远离物料的第二驱动件21,所述第二驱动件21设于所述龙门支撑架1上。
23.检测机构依照定位摄像头11确定的喷码位置进行检测,通过第二驱动件21驱动检测摄像头2沿龙门支撑架1滑动,并向物料靠近移动,待检测摄像头2移动到物料正上方后,第二驱动件21停止作业,第二驱动件21与所述龙门支撑架1之间通过第二线性模组22连接,便于检测摄像头2的移动。
24.若检测摄像头2检测的喷码不合格,之后物料再次由喷头进行喷码,再由检测摄像头2检测物料上的喷码,之后再由检测机构检测物料上喷码,以此反复上述作业,直至检测机构检测合格为止;若检测摄像头2检测的喷码合格,物料将直接被移出料盘。
25.具体的,所述龙门支撑架1和所述检测摄像头2之间设置有感应组件,所述感应组件用于确定所述检测摄像头2的移动方位。
26.感应组件能够确定检测摄像头2的移动方位,便于确定检测摄像头2移动的距离。
27.具有的,所述感应组件包括设于所述检测摄像头2上的感应片31以及设于龙门支撑架1上的多个感应器3,多个所述感应器3能够分别与所述感应片31感应接触,多个所述感应器3分布于所述龙门支撑架1上。
28.当第二驱动件21驱动时,检测摄像头2沿龙门支撑架1移动,使得设于检测摄像头2上的感应片31依次通过多个感应器3,以此能够判断检测摄像头2移动的方位。
29.且上述定位组件同样能够安装于所述定位机构上,用于确定定位摄像头11的移动位移,便于定位摄像头11对物料上定位标记。
30.本实施例中的定位摄像头11和检测摄像头2的下方均安装有灯源,便于定位摄像头11和检测摄像头2的照射。所述第一驱动件12和第二驱动件21分别为直线电机。
31.上述实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。